康明斯QSM11柴油機操作和維護保養手冊之每1500小時或1年時的維護保養步驟
康明斯QSM11柴油機操作和維護保養手冊之每1500小時或1年時的維護保養步驟

調整
STC
必須正確調整氣門和噴油器,以使發動機高效工作。必須按照本節中列出的數值進行氣門和噴油器調整。附表中給出了 STC 發動機的調整極限。
在每個 1,500 小時維修保養間隔期間調整氣門和噴油器。如果氣門和噴油器已經在進行故障診斷期間或 1,500 小時的維護保養間隔前進行了調整,則此時無需調整。
| 氣門間隙調整 | |||
| mm | in | ||
| 進氣門 | 0.35 | 最小 | 0.014 |
| 排氣門 | 0.69 | 最小 | 0.027 |
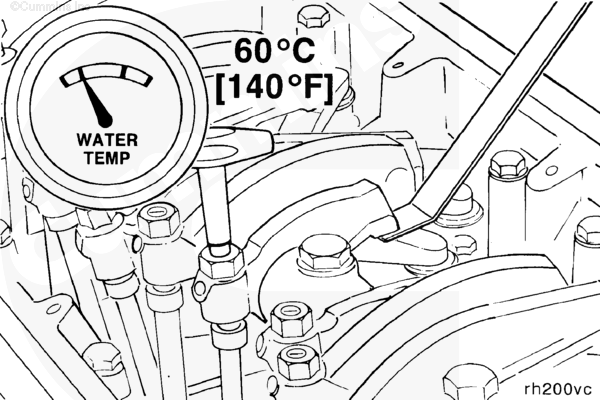
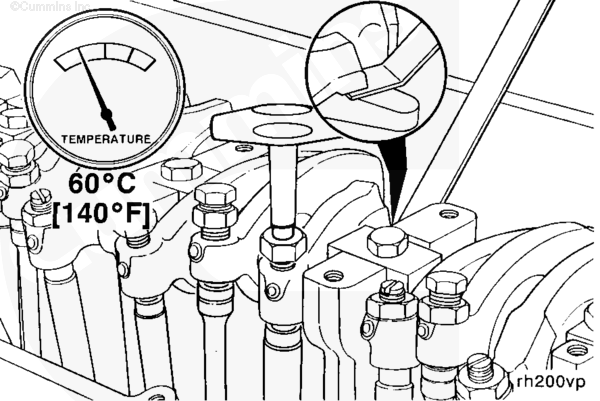
所有頂置機構(氣門和噴油器)的調整必須在發動機冷態下進行(冷卻液溫度穩定在 60°C [140°F] 或以下)。
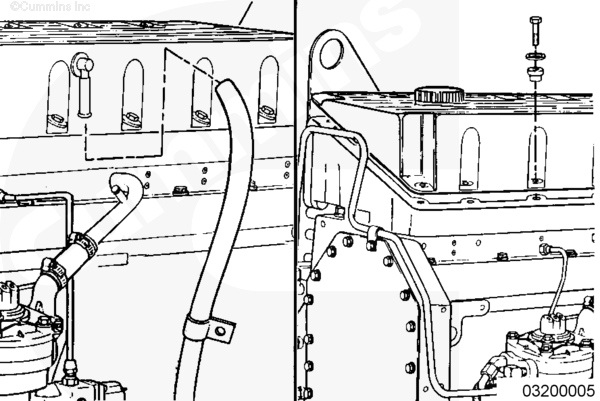
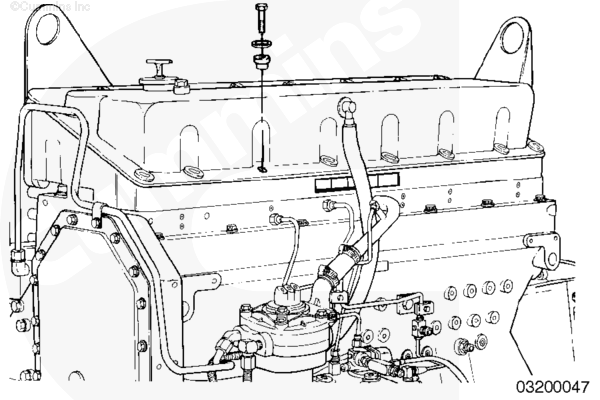
拆下曲軸箱呼吸器出口的呼吸器管。
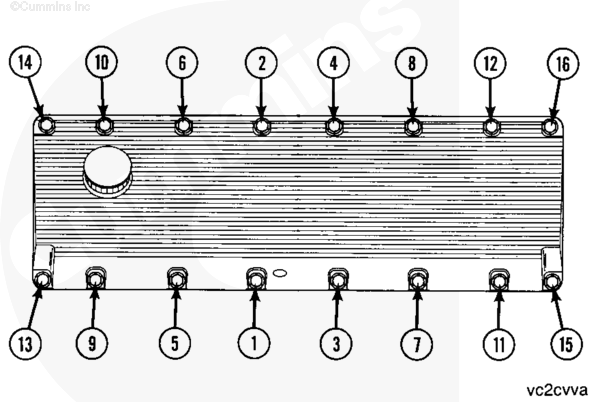
從蓋上拆下 16 顆螺釘、隔振墊和隔圈。
拆下搖臂室蓋和密封墊。
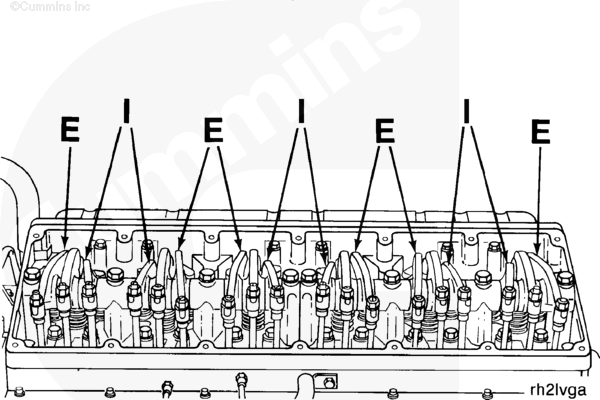
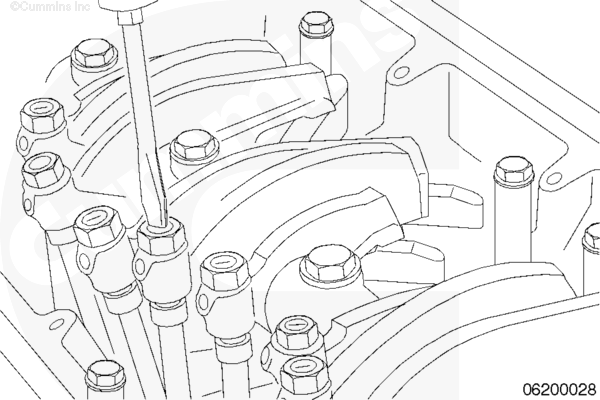
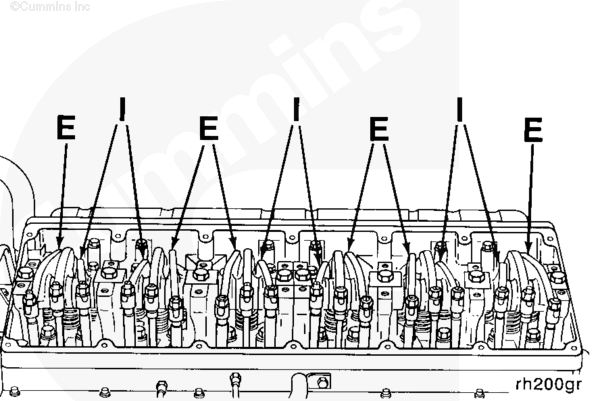
每個汽缸有 3 個搖臂:
- 長搖臂(E)是排氣門搖臂。
- 中心搖臂是噴油器搖臂。
- 短搖臂(I)是進氣門搖臂。
參見插圖中所示的氣門搖臂位置。
曲軸旋轉的方向為順時針(從發動機的前面觀察)。
氣缸從發動機前齒輪室向后端依次編號。
發火順序為1-5-3-6-2-4。

同一氣缸上的氣門和噴油器不能調整到 STC 發動機附件驅動皮帶輪上的同一標記處。
將一對氣門和一個噴油器調整到皮帶輪上的一處標記后,旋轉附件驅動皮帶輪到下一標記。
調整所有氣門和噴油器需要旋轉曲軸 2 周。

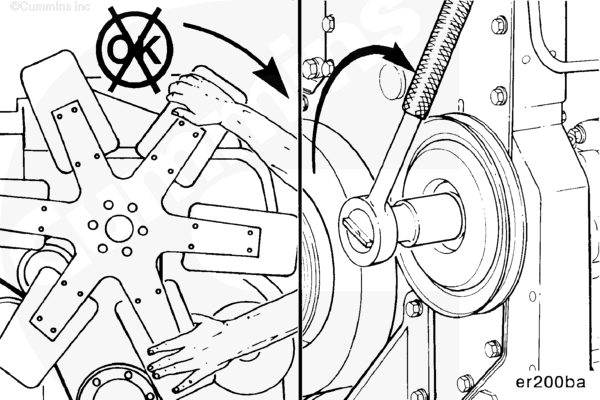
WARNING
不要試圖將彎曲的風扇葉片扭直或者繼續使用損壞的風扇。彎曲或損壞的風扇葉片不能正常工作,并會導致人身傷害或財產損失。
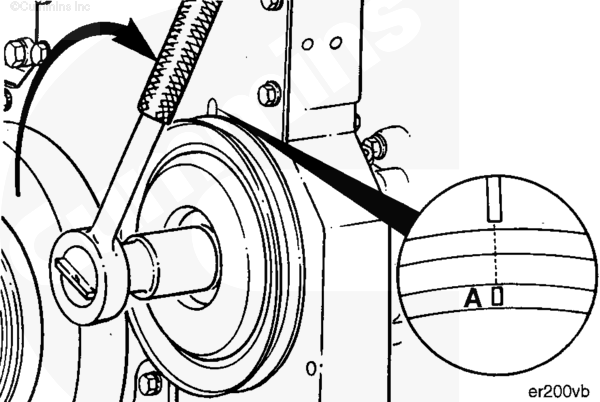
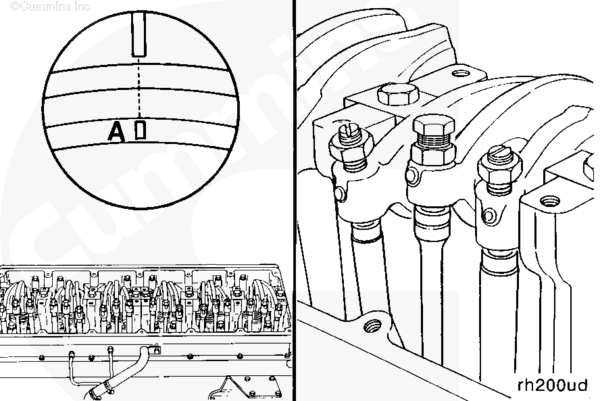
氣門設置標記位于附件驅動皮帶輪上。該標記對準齒輪室蓋上的指示箭頭。
通過附件驅動軸轉動曲軸。
這種調整可從任一氣門的設置標記開始。在以下示例中,調整將從氣門設置標記“A”開始,同時關閉 5 號氣缸的氣門并準備調整 3 號氣缸的噴油器。
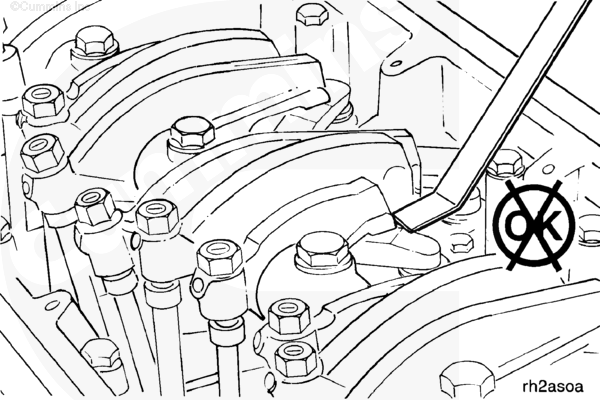
“A”標記對準指針時,5 號氣缸的進氣門和排氣門必須關閉。如果這些條件不正確,必須重新設定 4 號氣缸的噴油器和 2 號氣缸的氣門。
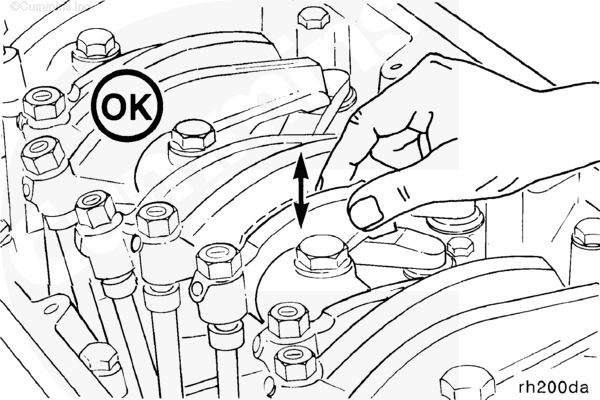
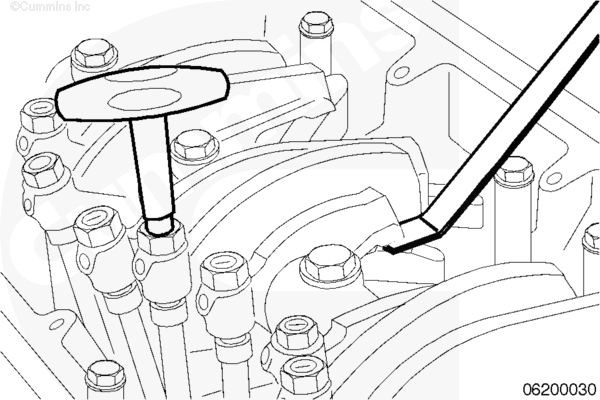
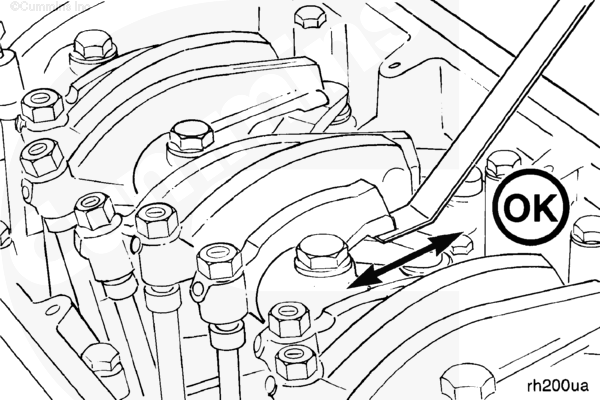
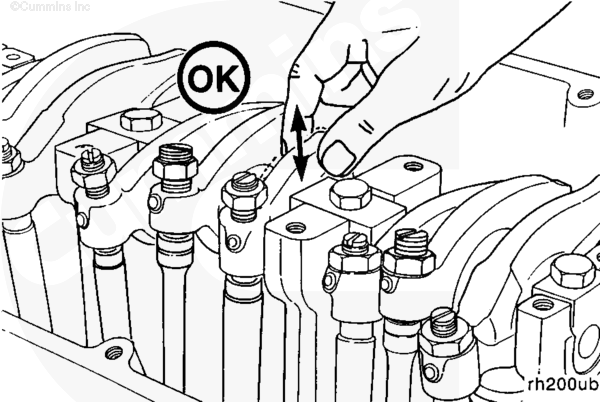
進氣和排氣門搖臂松動并且能夠橫向移動自如時,兩個氣門關閉。
松開 3 號氣缸上的噴油器調節螺釘鎖緊螺母。擰緊調節螺釘,直至消除噴油器機構上的間隙。
將調節螺釘再多擰緊一圈,以便使連桿處于正確的位置。
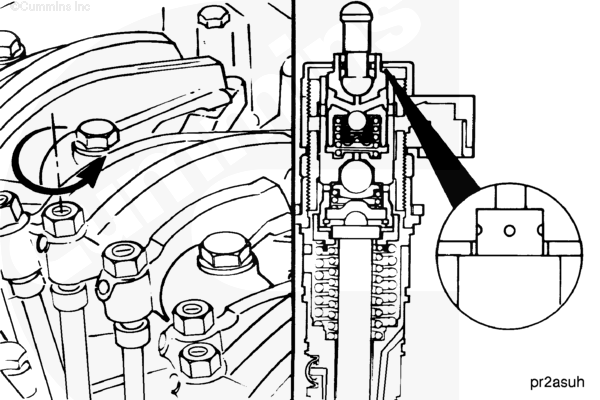
松開噴油器調節螺釘,直至 STC 挺桿接觸到噴油器的頂蓋。
確保充分松開調節螺釘,以使噴油器上沒有預加載荷。在充分松開搖臂使其能移動時,可以實現這一點。
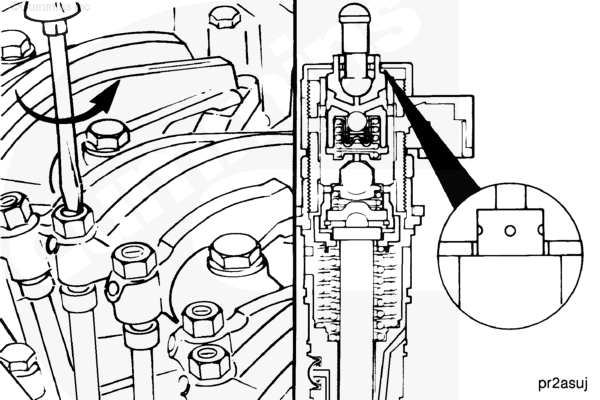
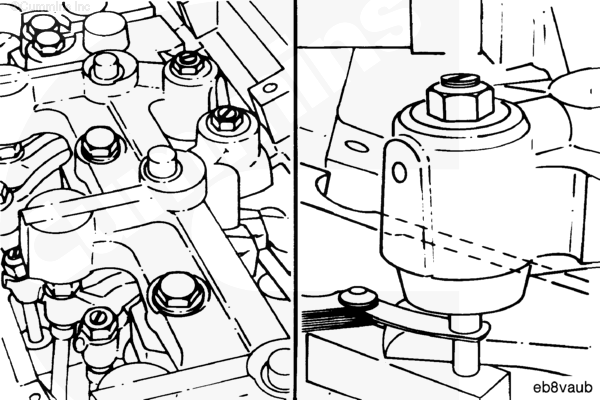
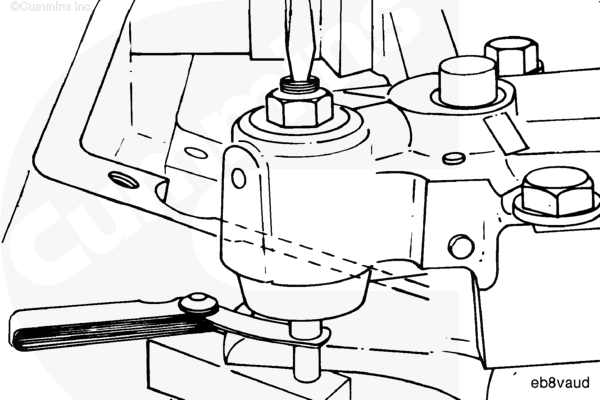
將 STC 挺桿調節工具(零件號 3823348)或等同物放置在 STC 噴油器頂蓋的上表面上。圍繞挺桿旋轉工具,直至工具的定位銷插入挺桿頂部四個孔中的一個孔內。
注 : 僅在工具上施加足夠的力,將挺桿固定在向上的最大位置上。用力過多將導致工具破裂。
用拇指壓住工具把手,將挺桿固定在向上的最大位置上。
CAUTION
如果設置時過度擰緊噴油器調節螺釘,會增大對噴油器機構和凸輪軸噴油器凸輪的應力,這將導致發動機損壞。
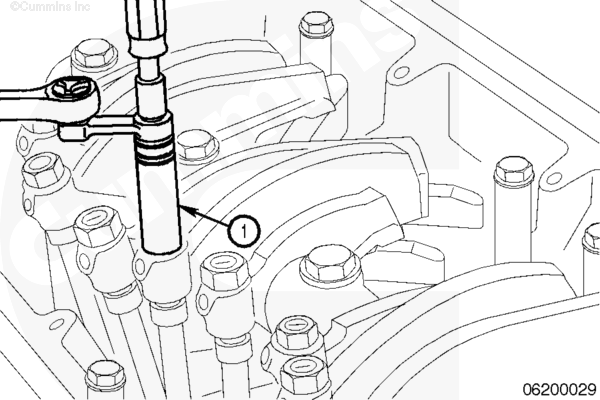
在將挺桿固定在向上的最大位置上時,使用扭矩扳手(零件號 3376592)或等同物擰緊調節螺釘。
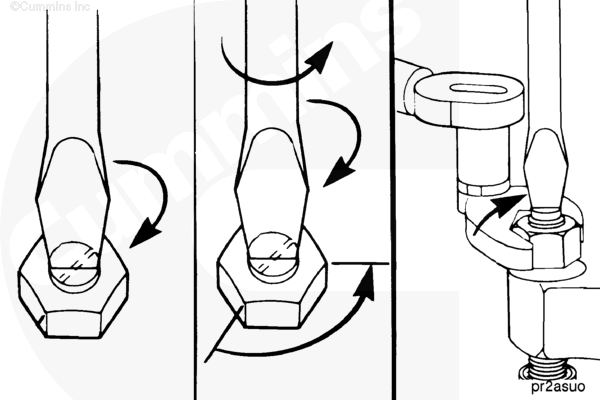
將調整螺釘固定在此位置。鎖緊螺母擰緊后,不得轉動調整螺釘。
擰緊調整螺釘。
- 不帶扭矩扳手適配器:
- 帶扭矩扳手適配器 (1):
在旋轉曲軸之前,必須拆下挺桿工具,以免損壞挺桿。
拆下挺桿調節工具。
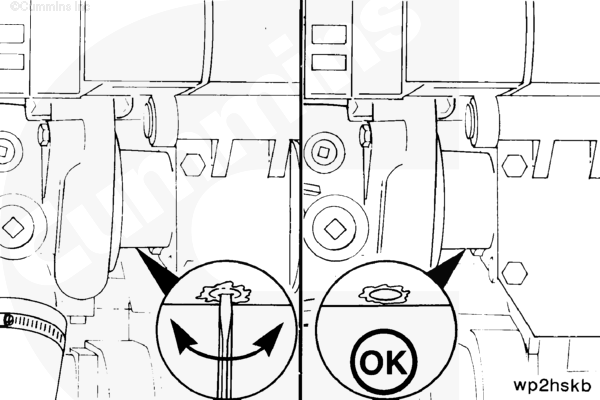
檢查確保可以用手轉動噴油器推桿。如果不能轉動,則設置過緊。
根據順序表調整相應氣缸上的氣門,然后將附件驅動旋轉到下一個氣門設置標記。
選擇符合氣門間隙技術規范的塞尺。
| 氣門間隙調整 | |||
| mm | in | ||
| 進氣門 | 0.35 | 最小 | 0.014 |
| 排氣門 | 0.69 | 最小 | 0.027 |
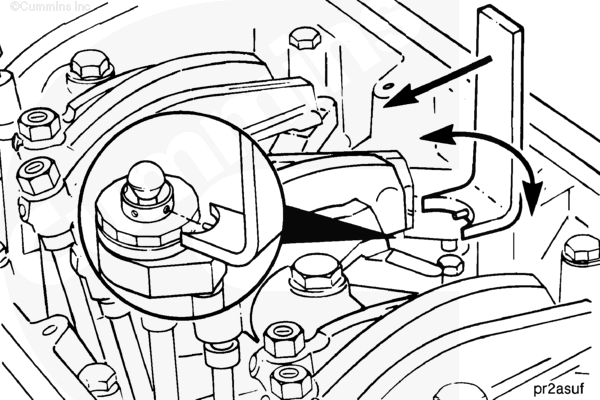
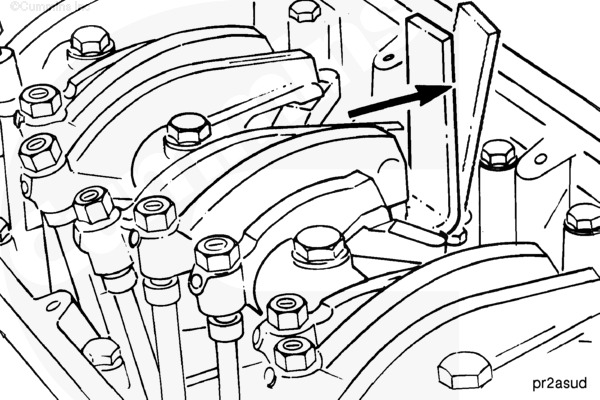
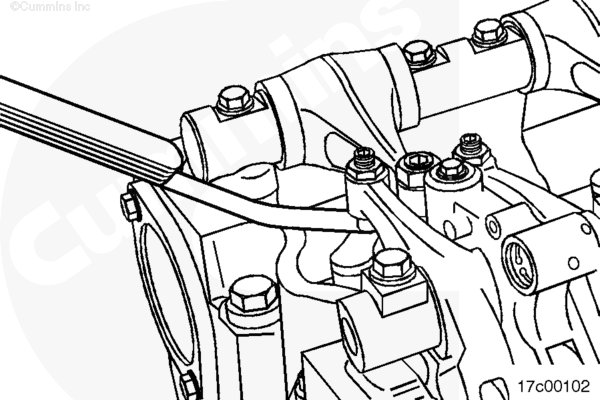
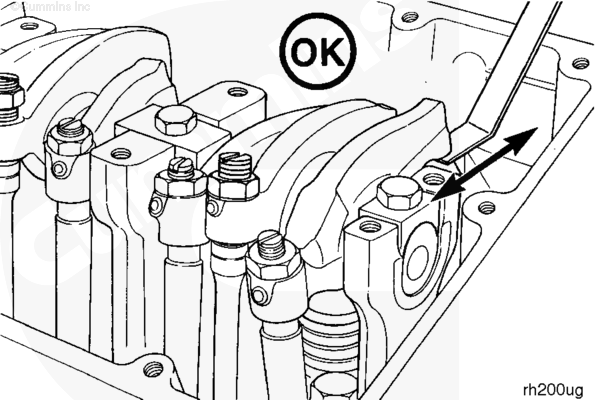
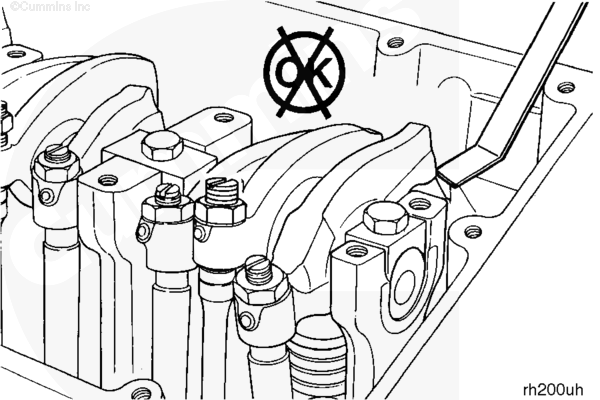
將塞尺插入跨接壓板頂面與搖臂推面之間。
有如下兩種不同的氣門間隙調整方法。可采用任一方法;但扭矩扳手法被認為是最行之有效的方法。它無需感覺塞尺上的阻滯感。
- 扭矩扳手法:使用英寸-磅扭矩扳手。零件號為 3376592,或等同物(通常用于設定頂部限位噴油器的預加載值),并擰緊調節螺釘。
- 接觸法:擰緊調節螺釘,直到感覺到塞尺上有輕微的阻滯感。
將調整螺釘固定在此位置。鎖緊螺母擰緊后,不得轉動調整螺釘。擰緊鎖緊螺母。
擰緊調節螺釘。
- 不帶扭矩扳手適配器:
- 帶扭矩扳手適配器 (1):
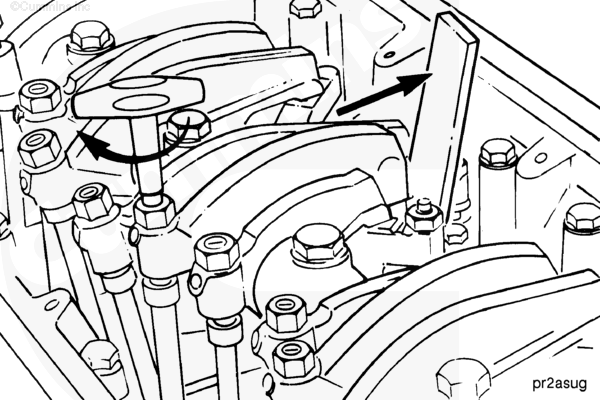
鎖緊螺母擰緊到正確的扭矩值后,檢查并確認塞尺在跨接壓板和搖臂間前后滑動時只有輕微的阻滯感。
如果使用接觸法,試著將厚度為 0.03 mm [0.001 in] 的塞尺插入跨接壓板頂面和搖臂推面之間。如果可以插入更厚的塞尺,則氣門間隙不正確。
調整氣門后,旋轉附件驅動并將附件驅動皮帶輪上的下一個氣門設定標記對準齒輪室蓋上的指示箭頭。

按照噴油器和氣門調整順序表,調整相應的噴油器和氣門。
重復此過程以調整所有的噴油器和氣門。
調整所有的噴油器和氣門后,檢查調節螺釘鎖緊螺母上的扭矩,確保沒有忽視任何一個。
如果氣門室蓋密封墊沒有損壞,則可繼續使用。如果密封墊損壞,則必須將其廢棄并使用新的密封墊。
安裝氣門室蓋密封墊。
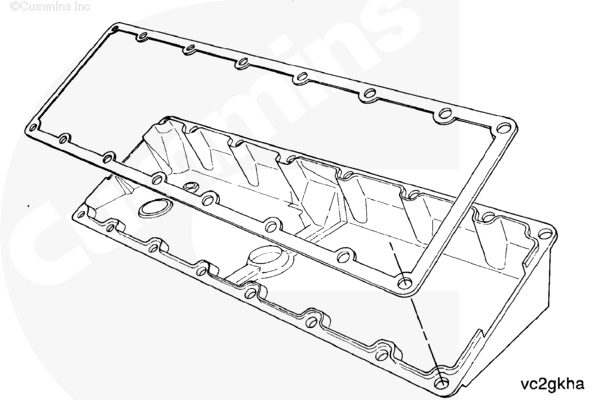
安裝搖臂室蓋。
在此蓋上安裝 16 個隔振墊、墊圈和螺釘。
按圖示順序擰緊螺釘。
CELECT ™ 或 CELECT ™ Plus
必須正確調整氣門、噴油器和發動機制動器,以使發動機高效運轉。必須按照本節中列出的數據調整氣門、噴油器和發動機制動器。附表中給出了 CELECT™ 和 CELECT™ Plus 發動機的調整極限。
在每個 1,500 小時或 1 年維修保養間隔期間調整氣門和噴油器。如果氣門和噴油器已經在故障診斷期間或規定間隔之前進行了調整,則本次無需調整。

所有氣門和噴油器的調整必須在發動機冷卻狀態下(冷卻液溫度穩定在 60°C [140°F] 或以下)進行。
從進氣歧管上拆下空氣管。

拆下搖臂室蓋。
WARNING
不要試圖將彎曲的風扇葉片扭直或者繼續使用損壞的風扇。彎曲或損壞的風扇葉片不能正常工作,并會導致人身傷害或財產損失。

氣門設置標記位于附件驅動皮帶輪上。該標記對準齒輪室蓋上的指示箭頭。
使用附件驅動軸轉動曲軸。

曲軸旋轉的方向為順時針(從發動機的前面觀察)。
汽缸從發動機前齒輪室向后端依次編號。
發火順序為1-5-3-6-2-4。
每個汽缸有 3 個搖臂:
- 長搖臂(E)是排氣門搖臂。
- 中心搖臂是噴油器搖臂。
- 短搖臂(I)是進氣門搖臂。
參見附圖中的氣門搖臂位置。
同一氣缸上的氣門和噴油器調整到 CELECT™ 發動機附件驅動皮帶輪上的同一標記處。
將一對氣門和一個噴油器調整到皮帶輪上的一處標記后,旋轉附件驅動皮帶輪到下一標記。
調整所有氣門和噴油器需要旋轉曲軸 2 周。

這種調整可從任一氣門的設置標記開始。在以下示例中,調整將從氣門設置標記“A”開始,同時關閉 1 號氣缸的氣門并準備調整。
順時針旋轉附件驅動,直到附件驅動皮帶輪上的氣門設置標記“A”對準齒輪室蓋上的指針。
“A”標記對準指針時,1 號氣缸的進氣門和排氣門必須關閉。如果這些條件不正確,必須重新調整 6 號氣缸的噴油器和氣門。在進氣和排氣門搖臂桿都松動,并且能夠橫向移動的氣缸上,設定噴油器和氣門。
進氣和排氣門搖臂松動并且能夠橫向移動自如時,兩個氣門關閉。
松開噴油器調節螺釘鎖緊螺母。
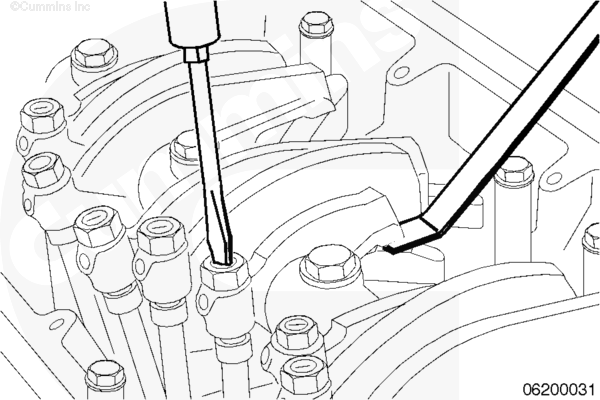
使用改錐或套筒扳手調整螺釘。將噴油器柱塞下壓 3 到 4 次,以排凈燃油。
旋入調節螺釘,直到感覺它恰好頂住柱塞。
注 : 下壓柱塞時不要用力過大。
將調節螺釘旋出 2 扣,即 120 度。
固定調整螺釘并擰緊鎖緊螺母。
設置噴油器后,再設置同一汽缸上的氣門。

當氣門設置標記“A”對準齒輪室蓋上的指針并且待調整的氣缸上的兩個氣門都關閉時,松開進、排氣門上的調節螺釘鎖緊螺母。
選擇符合氣門間隙技術規范的塞尺。
| 氣門間隙技術規范 | |||
| mm | in | ||
| 進氣 | 0.36 | 最小 | 0.014 |
| 排氣 | 0.69 | 最小 | 0.027 |
將塞尺插入跨接壓板頂面與搖臂推面之間。
有如下兩種不同的氣門間隙調整方法。可采用任一方法,但扭矩扳手法被認為是最行之有效的方法。它無需感覺塞尺上的阻滯感。
- 扭矩扳手法:使用英寸-磅扭矩扳手。零件號為 3376592,或等同物(通常用于設定頂部限位噴油器的預加載值),并擰緊調節螺釘。
- 接觸法:擰緊調節螺釘,直到感覺到塞尺上有輕微的阻滯感。
將調整螺釘固定在此位置。鎖緊螺母擰緊后,不得轉動調整螺釘。擰緊鎖緊螺母。
擰緊調節螺釘。
- 不帶扭矩扳手適配器:
- 帶扭矩扳手適配器 (1):
鎖緊螺母擰緊到正確的扭矩值后,檢查并確認塞尺在跨接壓板和搖臂間前后滑動時只有輕微的阻滯感。
如果使用接觸法,試著將厚度為 0.03 mm [0.001 in] 的塞尺插入跨接壓板頂面和搖臂推面之間。如果可以插入更厚的塞尺,則氣門間隙不正確。
調整相應汽缸上的噴油器和氣門后,旋轉附件驅動皮帶輪并將下一個氣門設定標記對準齒輪室蓋上的指示箭頭。
按照噴油器和氣門調整順序表,調整相應的噴油器和氣門。
重復本步驟以便正確調整所有的噴油器和氣門。
如果發動機配備發動機制動,則調整發動機制動。
如果發動機沒有配備發動機制動,安裝搖臂室蓋。

帶發動機制動器
注 : 為了獲得最大的制動運行效果以及防止活塞與氣門接觸造成的對發動機的損壞,要小心地完成以下說明。
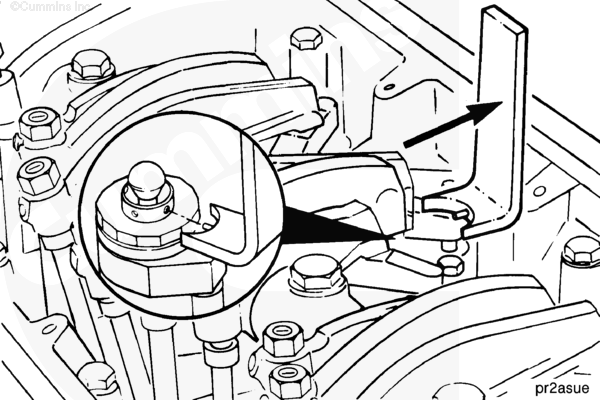
調整相應氣缸上的排氣門后,將 0.38 mm [0.015 in] 厚的塞尺插入跨接壓板中的隨動活塞和促動銷之間。
向下轉動隨動活塞調節螺釘,直至接觸到塞尺。

固定調整螺釘并擰緊鎖緊螺母。
- 不帶扭矩扳手適配器
- 用扭矩扳手適配器(零件號 3163196)或等同物:

CAUTION
在將隨動活塞調節螺釘鎖緊螺母擰緊至正確扭矩值后,再次用塞尺檢查間隙。不要將螺釘擰得太緊。否則會損壞發動機。
按照噴油器和氣門調整順序表,調整相應的噴油器、氣門和發動機制動。
重復此過程以調整所有的噴油器和氣門。
在調整所有的氣門、噴油器和制動后,檢查調節螺釘鎖緊螺母上的扭矩,確保沒有忽視任何一個。
如果氣門室蓋密封墊沒有損壞,則可繼續使用。如果密封墊損壞,必須廢棄并使用新的密封墊。
將搖臂室蓋密封墊安裝到蓋上。
安裝搖臂室蓋。
在此蓋上安裝 16 個隔振墊、墊圈和螺釘。
按圖示順序擰緊螺釘。
維護保養檢查
漏水孔處的條痕或化學積聚物不能作為更換水泵的依據。
如果在放泄孔處觀察到有冷卻液或機油持續流出或滴漏,則用新的或翻新的水泵更換。參考本步驟中的“拆卸和安裝”部分。
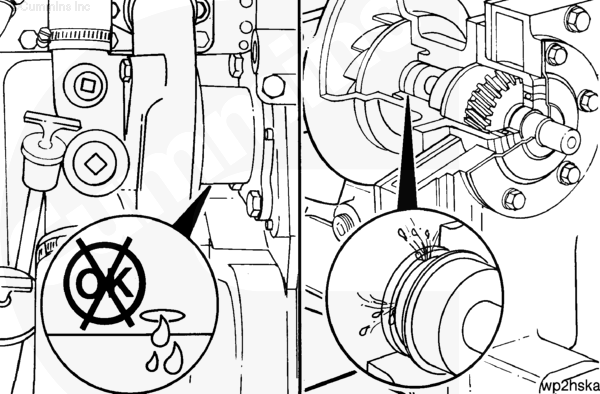
可使用小改錐或類似工具清除碎屑。
確保漏水孔開啟。
拆卸
WARNING
不要從熱發動機上打開散熱器壓力蓋。應等冷卻液溫度降至 50°C [120°F] 以下時才能拆下壓力蓋。否則高溫冷卻液或蒸汽噴出可能會造成人身傷害。
發動機冷卻后方可拆下散熱器壓力蓋。

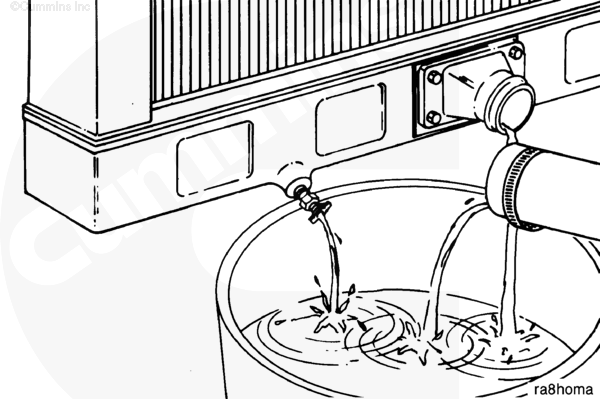
WARNING
冷卻液有毒。避免兒童與寵物接觸冷卻液。如果不再繼續使用,應按照當地環保法規進行處理。
排放冷卻系統。參考第 6 節中的步驟 008-018。
注 : 確保拉拔器螺釘完全擰入拉拔器,然后向拉拔器螺釘施加壓力。
拆卸充電機驅動皮帶。參考第 A 節中的步驟 013-005。
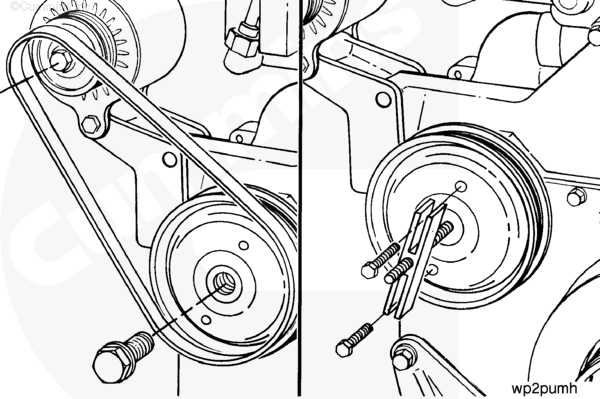
拆下水泵皮帶輪固定螺釘。
使用標準皮帶輪拉拔器(零件號為 ST-647)或等效工具和 2 顆 5/16 x 18 x 2 螺釘拆卸皮帶輪。
拆下充電機。請與當地康明斯特約維修站聯系。

注 : 防塵密封件隨油封托架拆下,使用撬棍或類似工具從油封托架中撬出防塵密封件。然后用手拉出防塵密封件。
拆下防塵密封件。
拆下 5 顆水泵油封螺釘、卡環、油封和密封墊。
廢棄的油封和防塵密封件不再使用。
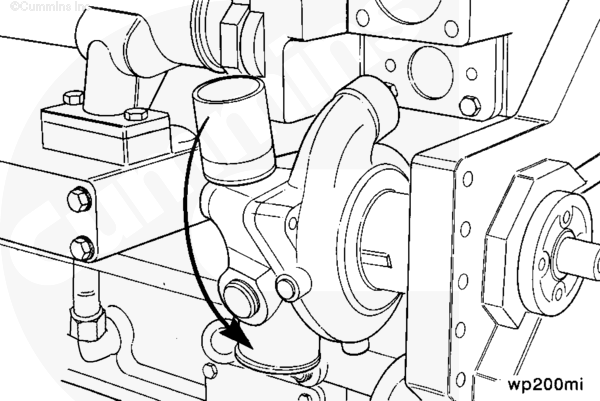
松開冷卻液旁通管上下軟管的卡箍。
從節溫器殼體上拆下冷卻液上部軟管。
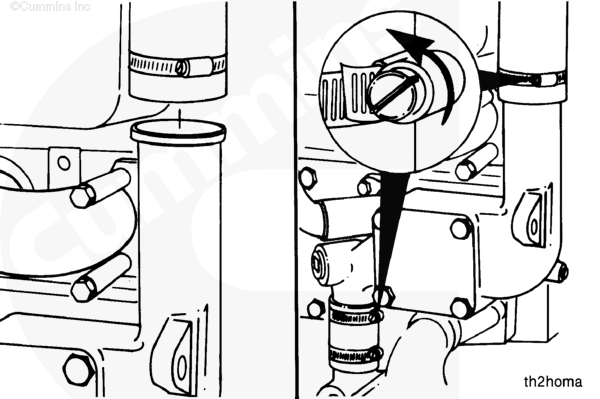
從節溫器殼體拆下 4 顆安裝螺釘和節溫器殼體。
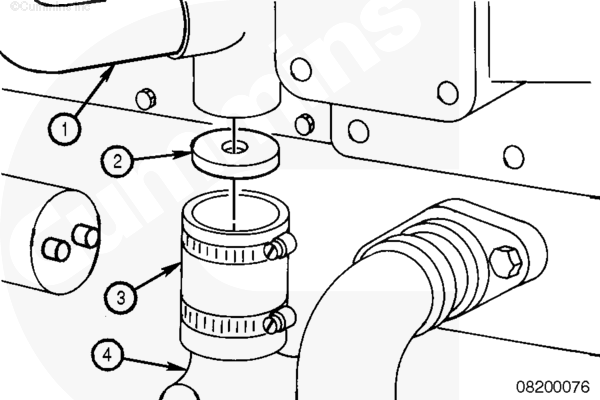
可通過不同方式獲得向變矩器(如果配備)提供冷卻的冷卻液流。
ISM 和 QSM 系列發動機通過冷卻液旁通軟管內的變矩器冷卻器片將發動機冷卻液導入變矩器冷卻器的進口側。
- 變矩器冷卻液供應管。
- 變矩器冷卻器片(計量孔)。
- 旁通軟管。
- 水泵。
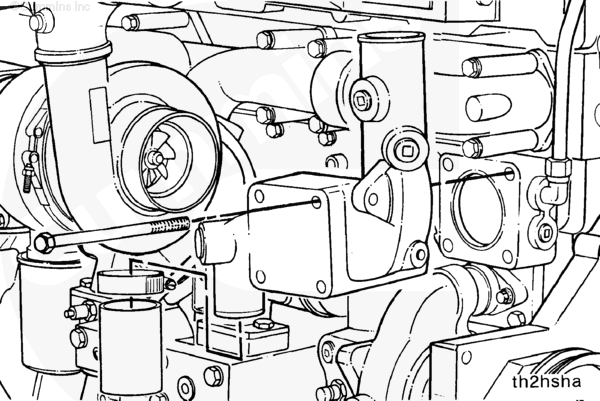
拆下水泵的 2 顆輸水管接頭螺釘。
拆卸 3 顆水泵安裝螺釘。
向外旋轉水泵,以便從水泵上拆下輸水管接頭。
從水泵上拆下輸水管接頭。
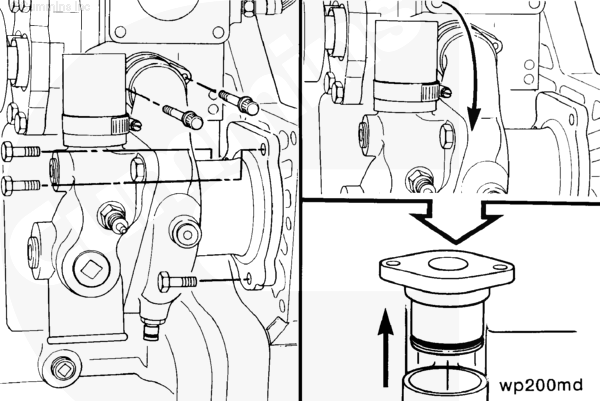
拆下水泵。從頂部向外旋出水泵,傾斜水泵后部成下傾角,使水泵穿過節溫器殼體支架拆下。
安裝
注 : 安裝過程中,必須從頂部向外轉動水泵,直到輸水管出口遠離節溫器殼體支架。
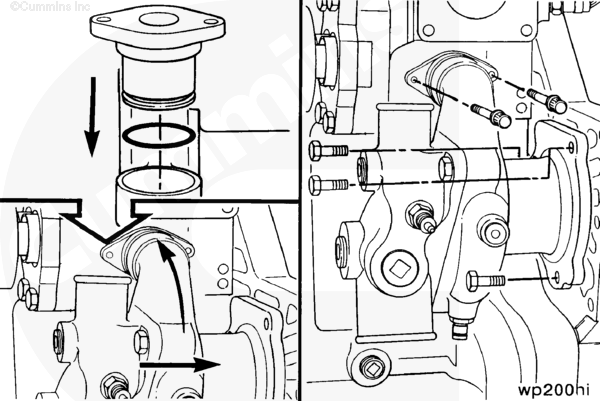
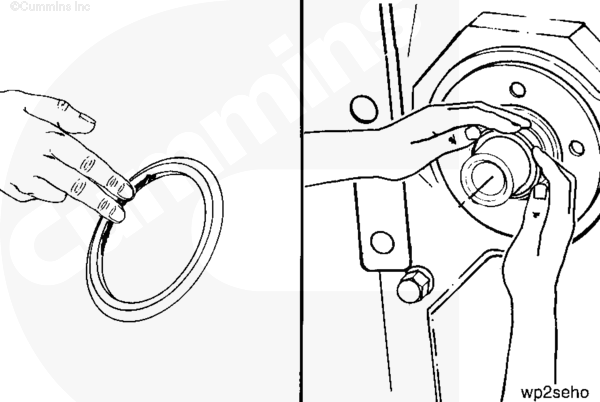
在水泵安裝法蘭上安裝新的 O 形圈。
安裝水泵。
在水泵輸水管上安裝新的 O 形圈。
將接頭裝入水泵。
向內轉動水泵,并安裝 3 顆水泵安裝螺釘。
在水泵輸水管接頭上安裝新的密封墊。安裝并擰緊輸水管接頭螺釘。
如果發動機配備變矩器冷卻器,安裝節溫器殼體前將冷卻器片裝入旁通軟管內。
- 變矩器冷卻器冷卻液供應管。
- 變矩器冷卻器片(計量孔)。
- 旁通軟管。
- 水泵。
將節溫器安裝到殼體中。
將新密封件裝入節溫器殼體安裝面上的凹槽中。
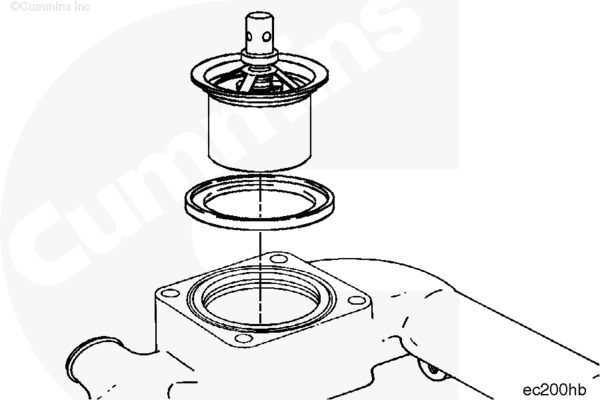
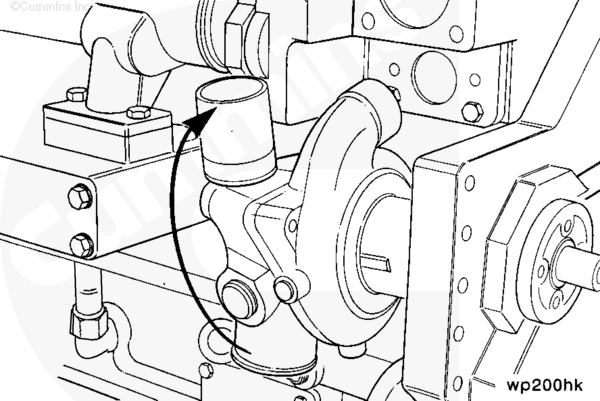
將軟管安裝到節溫器殼體的旁通出口上。
安裝節溫器殼體和 4 顆安裝螺釘。
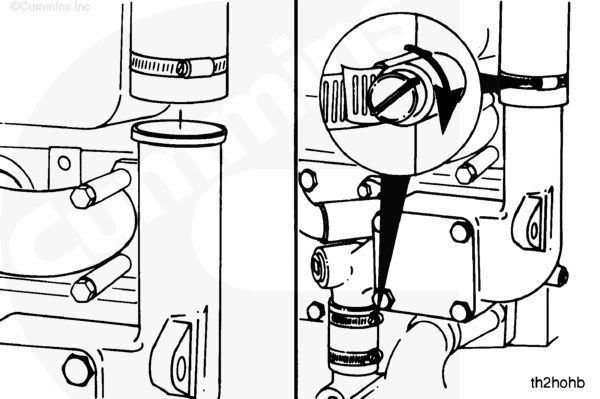
在水泵接頭和節溫器殼體接頭上等間隙插入旁通軟管,并擰緊旁通軟管卡箍。
安裝上部和下部冷卻液軟管。參考 OEM 技術規范中正確的扭矩值。
油封必須安裝密封唇并保證軸桿清潔干燥。不要潤滑。黃色防塵密封唇必須朝外安裝。
安裝新的密封墊和油封。使用新油封附帶的安裝套筒安裝油封。
螺釘的螺紋必須涂抹螺紋密封膠(零件號 3823494)或等同物,以防漏油。
- 1. 7 n•m [ 62 in-lb ]
- 2. 20 n•m [ 177 in-lb ]
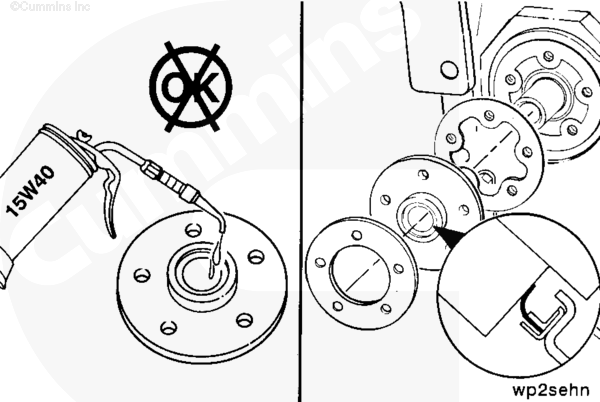
在防塵密封件的內徑表面涂抹一薄層機油或防凍液。
將防塵密封件安裝到軸上,外徑較大的一面朝向發動機。
用手將防塵密封件推到軸上,直到整個防塵密封件與油封托架完全接觸。
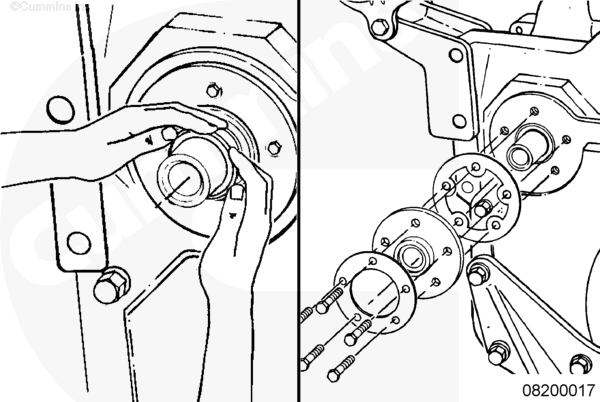
使用零件號為 3377401 的皮帶輪推桿適配器 (1) 或等效工具和零件號為 3376326 的皮帶輪推桿 (2) 或等效工具安裝皮帶輪。
將螺釘裝入軸中。

安裝充電機。請與當地康明斯特約維修站聯系。
安裝并調整充電機驅動皮帶。參考第 A 節中的步驟 013-005。

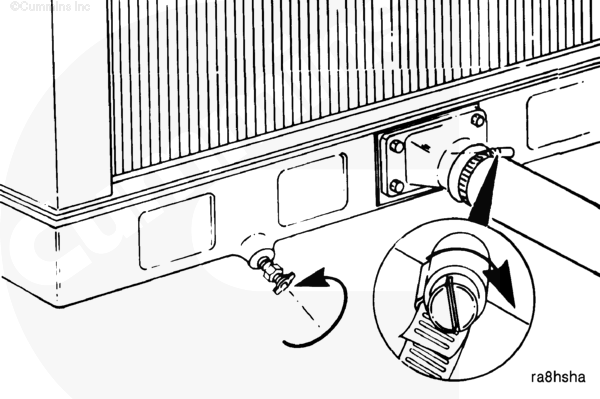
關閉冷卻系統排放螺塞,并安裝下部冷卻液軟管。
擰緊軟管卡箍。參考制造商技術規范中正確的扭矩值。
冷卻系統必須使用濃度正確的冷卻液添加劑。參考第 V 節中的步驟 018-004。
加注冷卻系統。
參考第 7 節中的步驟 008-018。
運轉發動機,直到水溫到達71°C [160°F],并檢查冷卻液是否泄漏。

維護保養檢查
船用及工業用
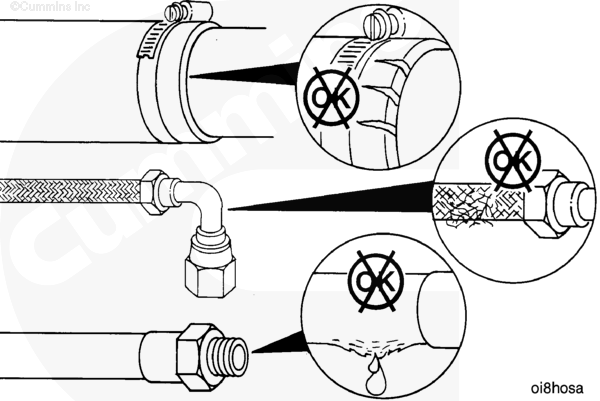
檢查冷卻系統軟管和軟管接頭有無泄漏或老化。老化軟管脫落的微粒可流經冷卻系統并阻塞狹小的管路通道,尤其是熱交換器和機油冷卻器,并在一定程度上阻滯系統循環。如有必要,進行更換。
維護保養檢查
CAUTION
孔洞、密封松動、密封面凹陷及其它形式的損壞會使空氣濾清器失效,應立即更換。
經多次清洗的濾芯最終會堵塞,并且阻礙發動機進氣。清洗濾芯后,按上述步驟檢查進氣阻力。如果需要,更換濾芯。

CAUTION
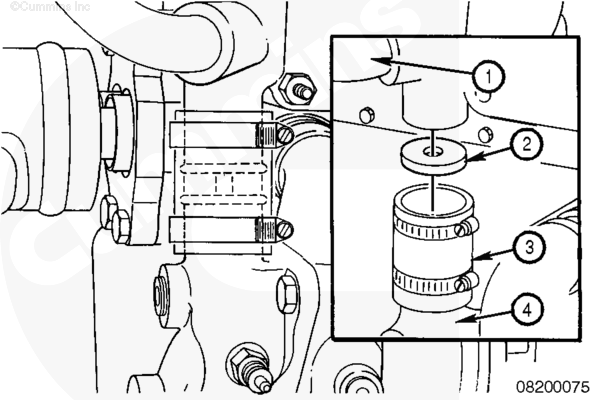
為避免損壞濾芯,在拆卸空氣濾清器時直向拉出罩蓋和濾芯。
打開空氣濾清器罩(5)上固定罩蓋(1)的鎖銷(4)。拆卸罩蓋(1)。
從濾清器罩中拉出濾芯(3)。
拆下罩蓋(1))中的 O 形圈(2))并檢查。如果 O 形圈 (2) 損壞,必須將其更換。
將濾芯(3)裝入濾清器罩。
確保 O 形圈(2))在罩蓋((1))內安裝到位。安裝罩蓋(1)。
鎖上鎖銷(4)以固定罩蓋(1)。
維護保養檢查
CAUTION
發動機進氣必須經過過濾,以免污物和碎屑進入發動機。如果進氣管損壞或松動,未經過濾的空氣就會進入發動機,并引起發動機過早磨損和故障。
每周檢查一次進氣管有無帶裂紋的軟管、損壞或松動的卡箍。

如有必要,更換損壞的管道并擰緊松動的卡箍,確保進氣系統不泄漏。
檢查卡箍和軟管下的進氣系統管道是否腐蝕。腐蝕會使腐蝕物和污垢進入進氣系統。
根據需要解體并清洗進氣管路。

噪聲可能是由于以下部位的空氣泄漏引起的:
- 渦輪增壓器與排氣彎管之間的連接部分。
檢查有無損壞。擰緊松動的卡箍。

- 渦輪增壓器與排氣歧管間的密封墊
更換密封墊。聯系 Cummins® 特約維修站以了解渦輪增壓器的拆卸和安裝。

- 渦輪機殼體密封面排氣泄漏
擰緊渦輪機殼體螺釘或 V 形帶箍。
- 1. 14 n•m [ 120 in-lb ]
- 1. 9 n•m [ 80 in-lb ]

- 壓縮機殼體密封表面漏氣。
擰緊空氣壓縮機殼體 V 形帶箍螺母。
- 1. 7 n•m [ 62 in-lb ]
- 1. 9 n•m [ 80 in-lb ]
如果損壞造成冷卻液、機油、過多燃油或過多黑煙進入排氣系統,必須檢查后處理系統。請與 Cummins® 特約維修站聯系。
維護保養檢查
擰緊渦輪增壓器安裝螺母。

檢查渦輪機殼體密封面有無排氣泄漏。
如果發現泄漏,擰緊 V 形帶箍螺母。

檢查壓縮機殼體密封面有無泄漏。
如果發現泄漏,擰緊 V 形帶箍螺母。
如果有故障造成冷卻液、機油、過多燃油或過多黑煙進入排氣系統,則必須檢查后處理系統。與 Cummins® 特約維修站聯系。
