康明斯ISM、ISMe和QSM11柴油發動機維修手冊之凸輪軸、凸輪軸襯套、凸輪軸齒輪的拆卸安裝與標準的維修技術參數
康明斯ISM、ISMe和QSM11柴油發動機維修手冊之凸輪軸、凸輪軸襯套、凸輪軸齒輪的拆卸安裝與標準的維修技術參數

準備步驟
- 從進氣歧管上拆下空氣管。
- 拆下搖臂室蓋。參考第 3 節中的步驟 003-011。
- 拆下發動機制動器(如果配備)。參考第 20 節中的步驟 020-024。
- 拆下推管和推桿。參考第 4 節中的步驟 004-014。
- 拆下齒輪室蓋。參考第 1 節中的步驟 001-031。
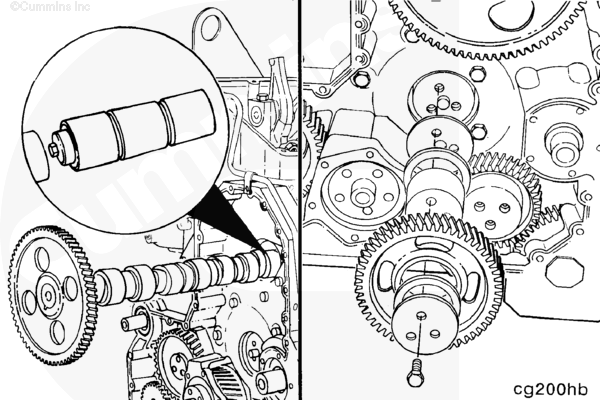
注 : 可以在不拆卸缸蓋的情況下拆卸凸輪軸。可用金屬絲系住凸輪軸隨動件,使之遠離凸輪軸。
- 拆下凸輪軸惰輪。參考第 1 節中的步驟 001-036。

拆卸
抬起凸輪軸隨動件總成,用金屬絲系住凸輪軸隨動件,使之遠離凸輪軸。
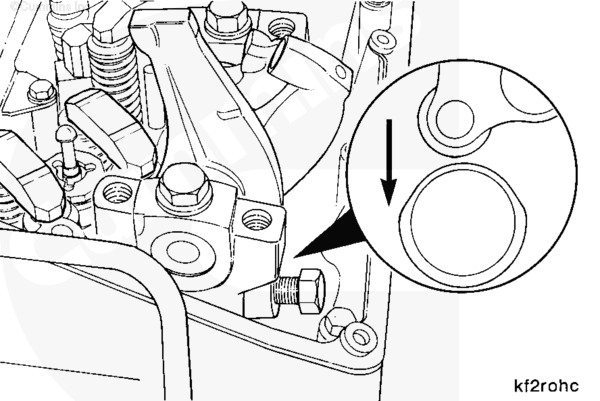
旋轉凸輪軸使得凸輪軸齒輪上的孔對準止推板螺釘。
拆卸止推板螺釘。
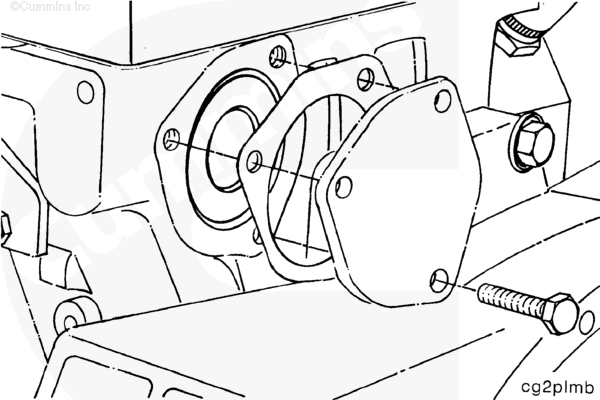
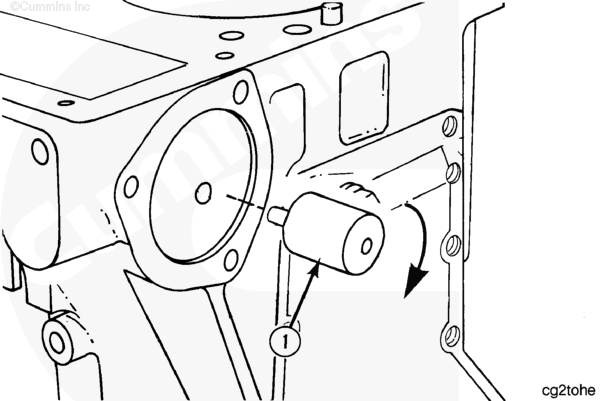
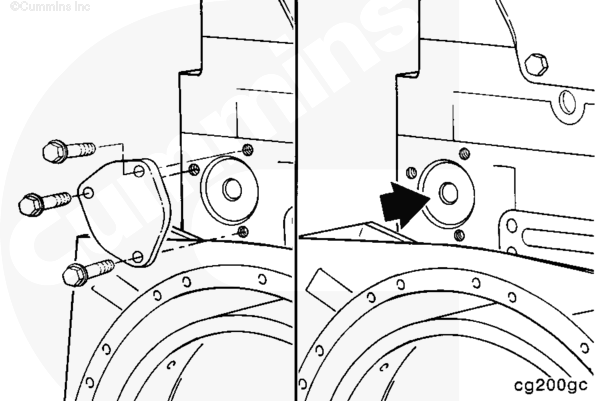
拆卸三個螺釘和凸輪軸后蓋板。
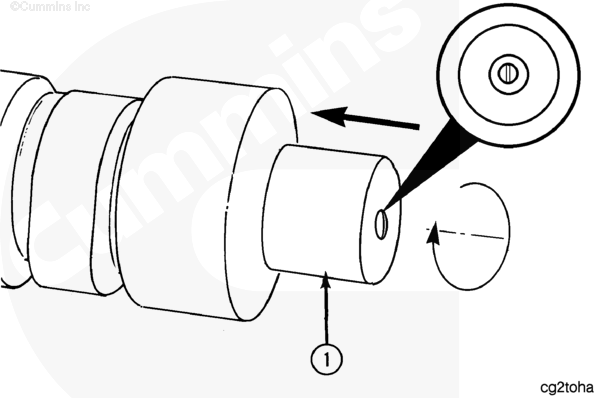
如下安裝凸輪軸安裝導向裝置(零件號 3376388):
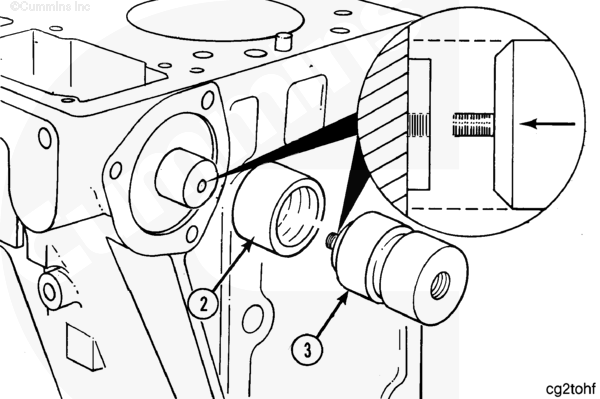
- 將擴張器 (1)(零件號 3376923)穿過后蓋板開口裝入凸輪軸中。
- 沿順時針方向將螺釘擰入擴張器,擴張膨脹塞。
- 在擴張器上安裝心軸套筒 (2)。
- 將定位導向加長桿(3)安裝到擴張器上。
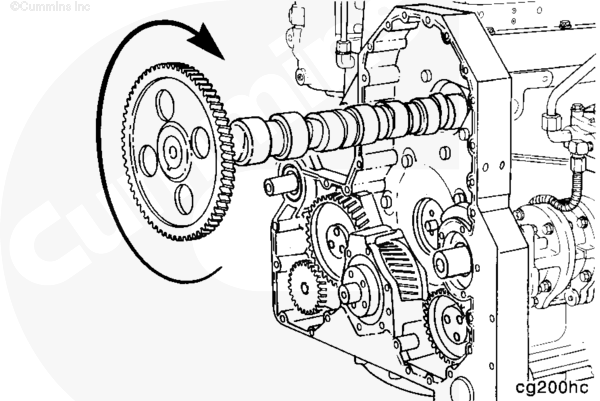
用一只手緩慢轉動凸輪軸并從缸體中取出凸輪軸,另一只手在取出過程中托住凸輪軸,保持平衡。
拆下凸輪軸導向工具。
清潔和檢查能否繼續使用
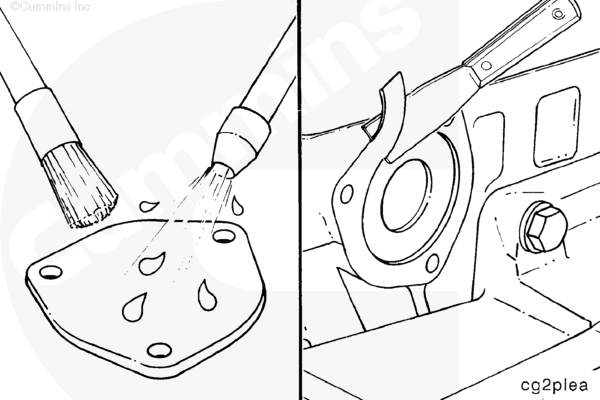
清潔凸輪軸后蓋板和缸體配合面。
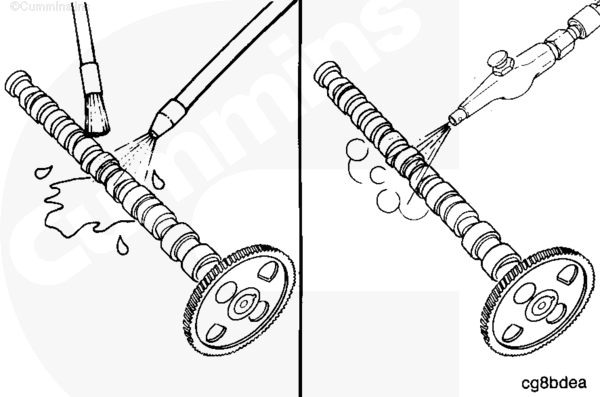
WARNING
使用蒸汽清潔器時,戴上安全眼鏡或防護面罩,并穿上防護服。熱蒸汽可能會造成嚴重的人身傷害。
WARNING
使用壓縮空氣時,戴上合適的護目鏡和防護面罩。飛揚的碎屑和臟物會造成人身傷害。
用蒸汽或溶劑清洗凸輪軸。
用壓縮空氣吹干。
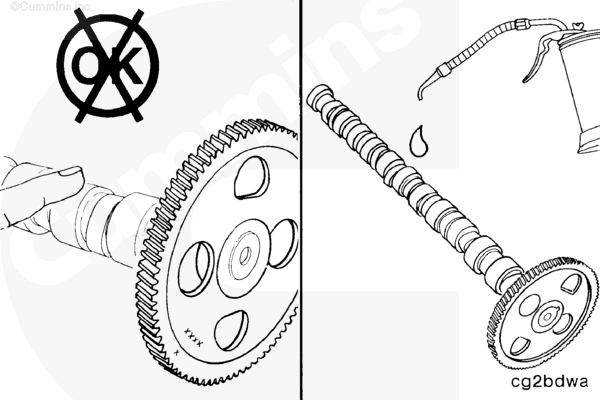
CAUTION
凸輪軸經過蒸氣清洗后,不得赤手觸摸其機加工表面。否則會生銹,從而損壞凸輪軸。處理之前,用清潔的15W-40 機油潤滑凸輪軸。
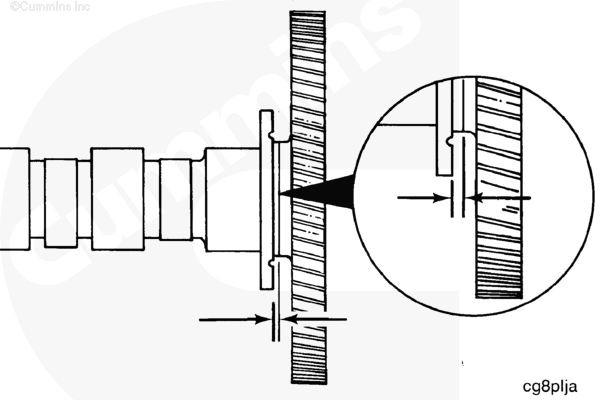
測量齒輪轂與止推板之間的間隙。
| 凸輪軸止推板間隙 | ||
| mm | in | |
| 0.13 | 最小 | 0.005 |
| 0.33 | 最大 | 0.013 |
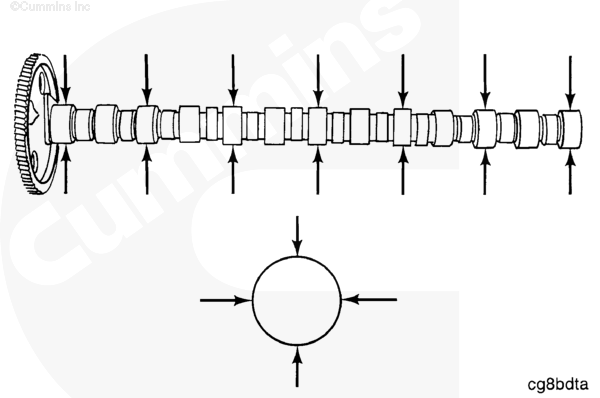
測量7個凸輪軸軸套軸頸的外徑。
| 凸輪軸襯套軸頸的外徑 | ||
| mm | in | |
| 71.960 | 最小 | 2.8331 |
| 72.013 | 最大 | 2.8352 |
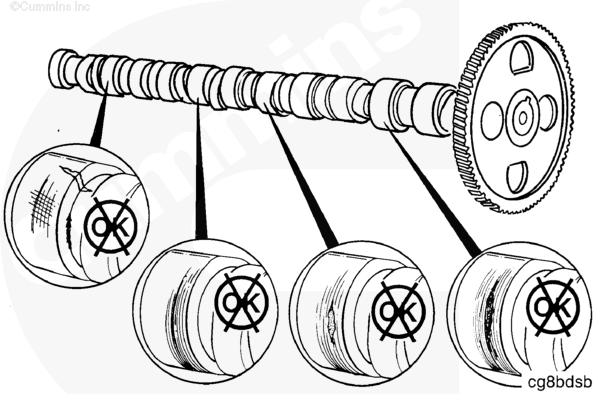
檢查凸輪軸凸輪有無裂紋、劃痕或其它損壞。
對于帶突起滾輪的發動機,參考《凸輪軸繼續使用指南》(公告號 3666052)。
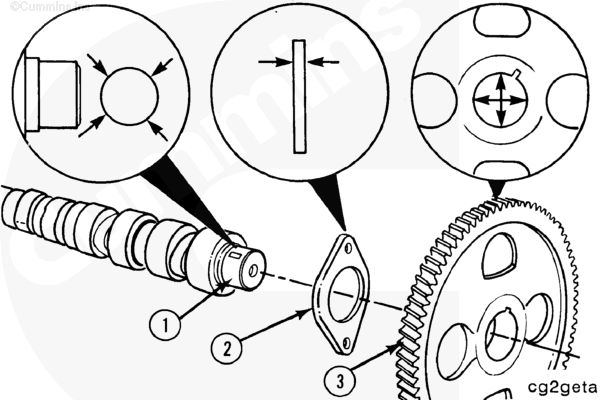
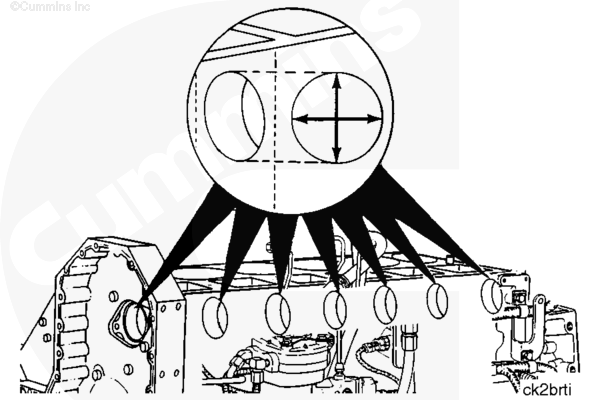
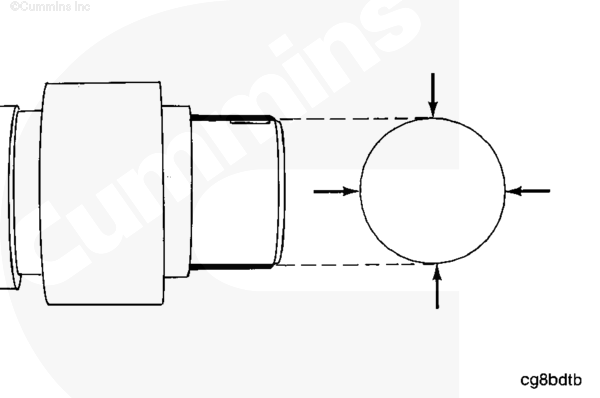
拆下凸輪軸齒輪,測量凸輪軸軸端(1)外徑、止推板(2)厚度和齒輪(3)的圖示尺寸。參考第 1 節中的步驟 001-013。
安裝
將凸輪軸齒輪安裝到凸輪軸上。參考第 1 節中的步驟 001-013。
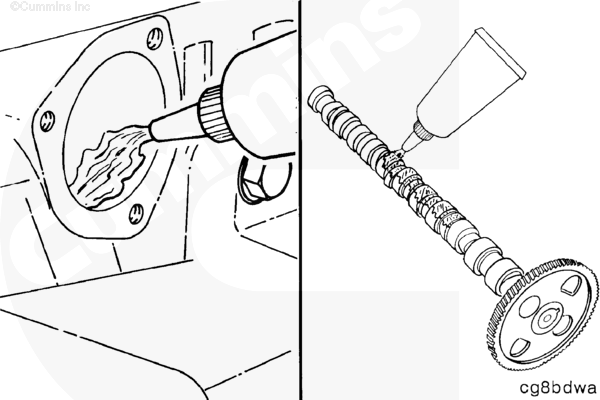
使用 Lubriplate™ 105 或等同物涂敷凸輪軸襯套和凸輪軸。
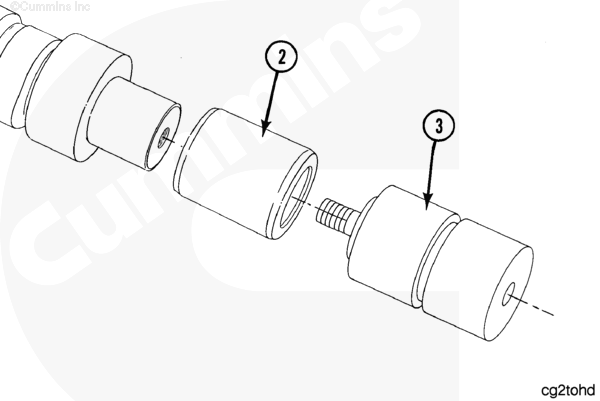
如下安裝凸輪軸安裝導向裝置(零件號 3376388):
- 安裝擴張器 (1),零件號為 3376923,
- 沿順時針方向將螺釘擰入擴張器,擴張膨脹塞。
- 在擴張器上安裝心軸套筒 (2)。
- 將定位導向加長桿(3)安裝到擴張器上。
慢慢地轉動凸輪軸,將其裝入缸體中。
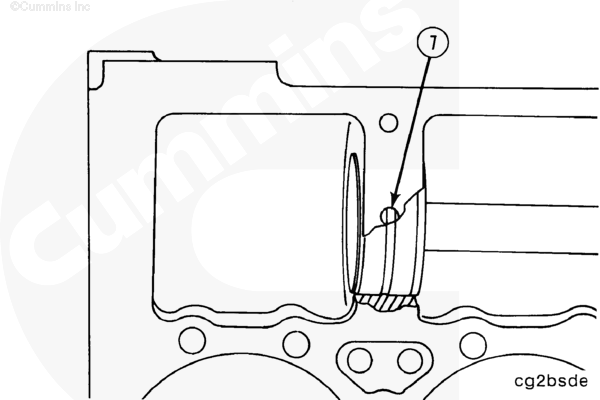
為防止凸軸安裝導向裝置與 7 號凸輪軸襯套產生干涉,必須拆解安裝導向裝置,以免與壓鑄飛輪殼頂部的凸緣發生干涉。
拆下凸輪軸導向裝置。
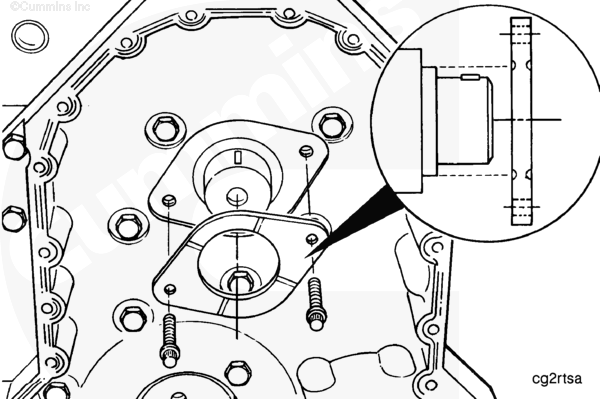
轉動凸輪軸,對準凸輪軸齒輪上的孔與缸體上的止推板螺釘孔。
對準止推板上的螺釘孔與缸體上的螺釘孔。
安裝螺釘。
安裝凸輪軸后蓋板時使用新的密封墊。
擰緊 3 個螺釘。
測量凸輪軸軸向間隙。
| 凸輪軸軸向間隙 | ||
| mm | in | |
| 0.13 | 最小 | 0.005 |
| 0.33 | 最大 | 0.013 |
不要讓凸輪軸凸輪上的凸輪軸隨動件臂跌落。
仔細將凸輪軸隨動件降至凸輪軸上。
最后步驟
- 安裝凸輪軸惰輪。參考第 1 節中的步驟 001-036。
- 檢查發動機正時。參考第 6 節中的步驟 006-025。
- 安裝齒輪室蓋。參考第 1 節中的步驟 001-031。
- 安裝推管和推桿。參考第 4 節中的步驟 004-014。
- 調整氣門和噴油器。參考第 3 節中的步驟 003-004。
- 安裝發動機制動器(如果配備)。參考第 20 節中的步驟 020-024。
- 安裝搖臂室蓋。參考第 3 節中的步驟 003-011。
- 運轉發動機,使之達到正常工作溫度,檢查有無泄漏。
準備步驟
- 拆下齒輪室蓋。參考第 1 節中的步驟 001-031。
- 拆下缸蓋。參考第 2 節中的步驟 002-004。
- 拆下凸輪隨動件。參考第 4 節中的步驟 004-001。
- 拆下凸輪軸。參考第 1 節中的步驟 001-008。
拆卸
使用凸輪軸襯套驅動器(零件號 3376637 和零件號 3376636),或液壓凸輪襯套工具(零件號 3823642 )和液壓執行器組件(零件號 3823621)拆下凸輪軸襯套。
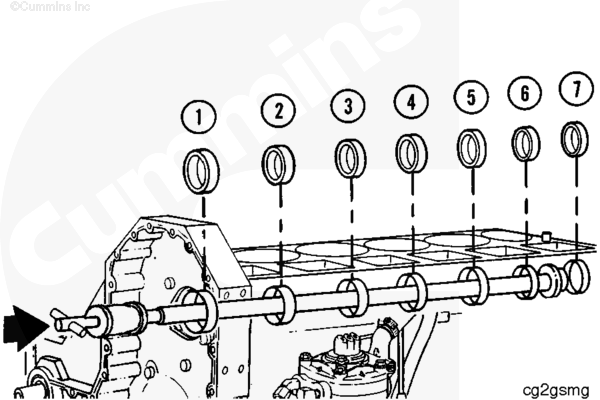
首先拆下 1 號襯套。

按從前到后的順序拆下剩余的 6 個襯套。
清潔和檢查能否繼續使用
使用 Scotch-Brite® 7448(零件號 3823258)或等同物去除毛刺并清潔襯套孔。
測量缸體凸輪軸孔內徑。
| 缸體凸輪軸孔內徑 | ||
| mm | in | |
| 76.987 | 最小 | 3.0310 |
| 77.040 | 最大 | 3.0331 |
安裝
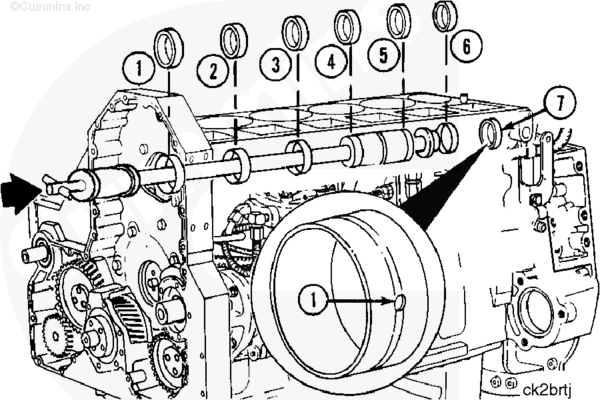
從 7 號襯套開始,按從后到前的順序安裝凸輪軸襯套。
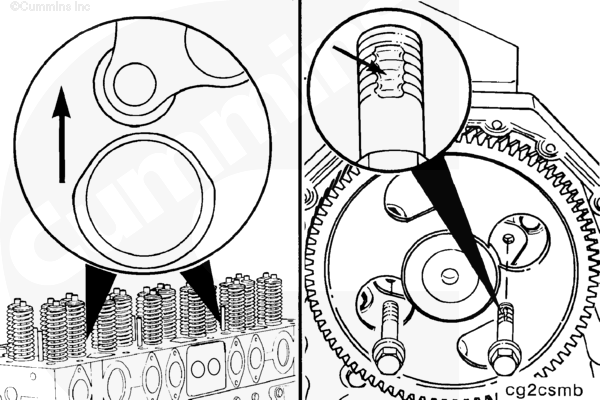
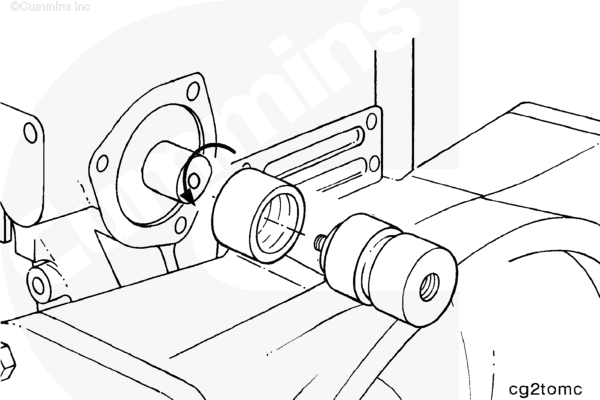
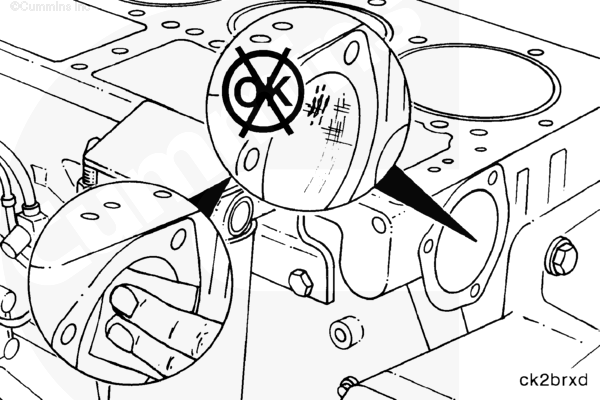
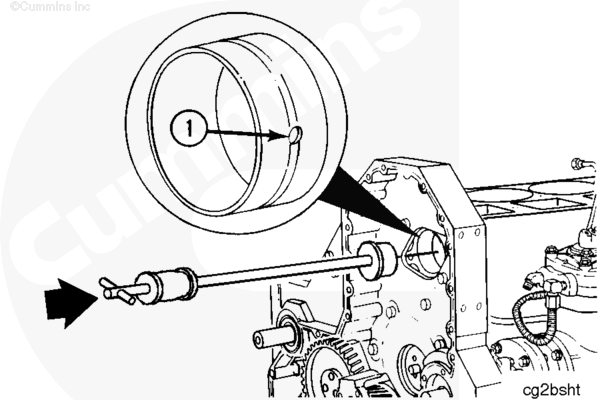
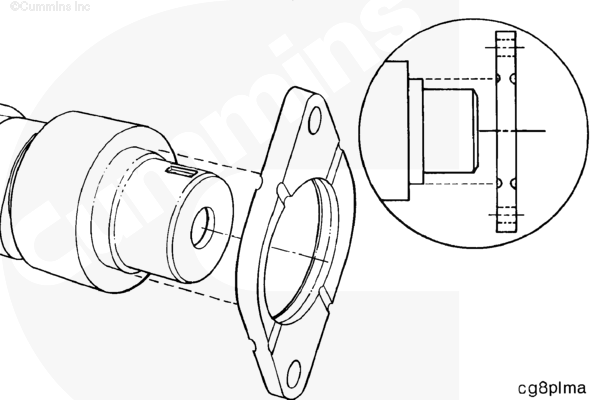
注 : 從發動機的前面觀察時,襯套中的機油孔 (1) 必須處在 3 點鐘的位置。
該步驟用于安裝 7 號襯套。
在 6 號和 5 號孔之間安裝導向 (2)(零件號 3376069)。
將新襯套 (3) 安裝在驅動器(零件號 3376070)上,當從發動機的前面觀察時,機油孔 (4) 處在 3 點鐘的位置。
將襯套安裝進孔中。

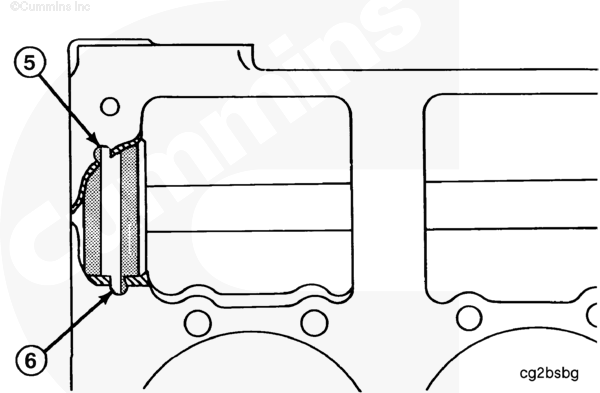
CAUTION
襯套機油槽必須在兩個缸體油道(5 和 6)中可以看到,以防損壞發動機。機油油道并沒有彼此對正。
安裝上該襯套后,利用缸體上的兩個機油油道檢查襯套機油槽的對正情況。
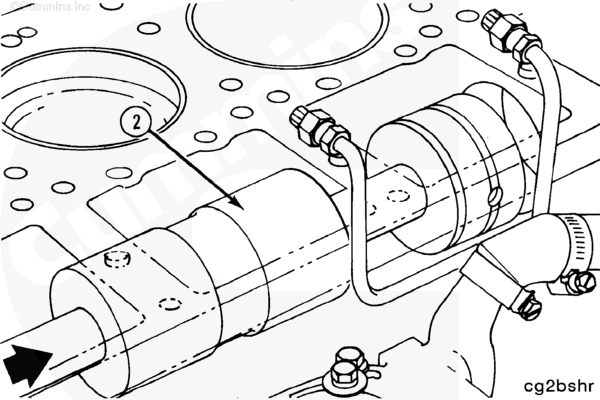
該步驟用于安裝 6 號至 2 號襯套。
使用相同的步驟安裝 6 號至 2 號襯套。
將導向 (2) 安裝在正確的位置。
將襯套安裝在驅動器上,當從發動機的前面觀察時,機油孔處在 3 點鐘的位置。
推入襯套。
CAUTION
機油槽必須能夠從凸輪隨動件雙頭螺柱孔 (7) 看到。如果機油槽沒有對正,會造成發動機損壞。
拆下凸輪隨動件雙頭螺柱。參考第 4 節中的步驟 004-001。
檢查凸輪軸襯套機油槽的位置。
該步驟用于安裝 1 號襯套。
將新的襯套安裝在驅動器(零件號 3376070)上,當從發動機前面觀察時,機油孔 (1) 處在 3 點鐘的位置。
注 : 安裝這個襯套沒有使用導向。
將襯套安裝進孔中。
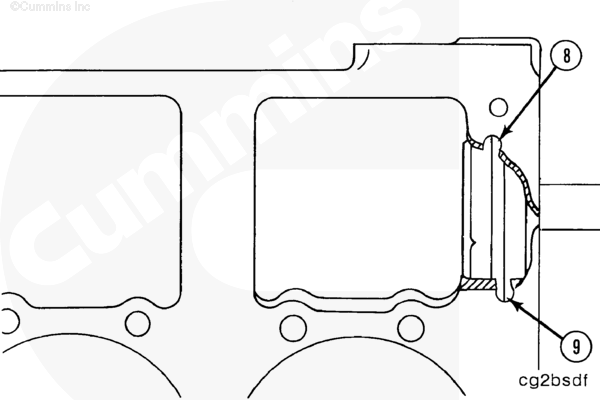
CAUTION
襯套機油槽必須從兩個缸體油道(8 和 9)可以看到,以防發動機損壞。缸體機油油道并沒有彼此對正。
測量安裝的凸輪軸襯套內徑。
| 安裝的凸輪軸襯套內徑 | ||
| mm | in | |
| 72.078 | 最小 | 2.8377 |
| 72.142 | 最大 | 2.8402 |

最后步驟
- 安裝凸輪軸。參考第 1 節中的步驟 001-008。
- 安裝凸輪隨動件雙頭螺柱和凸輪隨動件。參考第 4 節中的步驟 004-001。
- 安裝缸蓋。參考第 2 節中的步驟 002-004。
- 安裝齒輪室蓋。參考第 1 節中的步驟 001-031。
- 運轉發動機,使之達到正常工作溫度,檢查有無泄漏。
準備步驟
- 拆下齒輪室蓋。參考第 1 節中的步驟 001-031。
- 拆下凸輪軸惰輪。參考第 1 節中的步驟 001-036。
拆卸
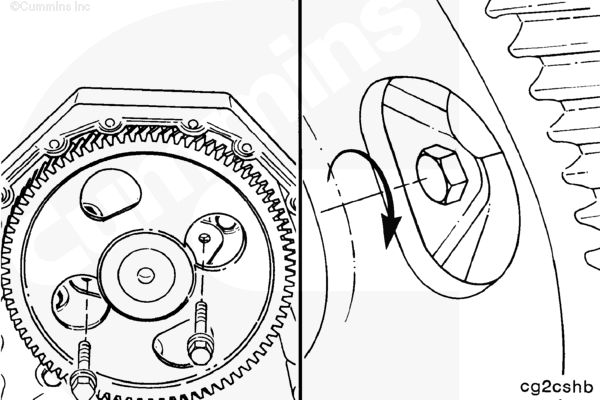
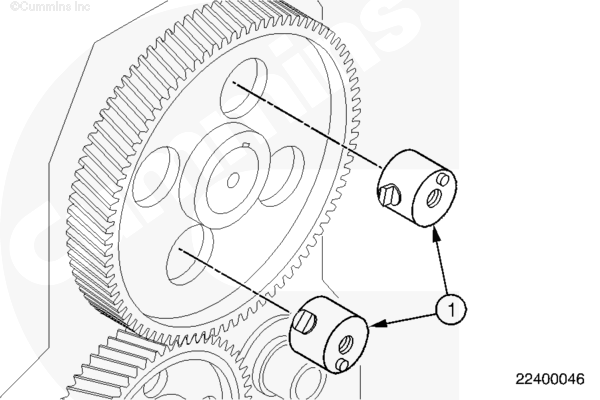
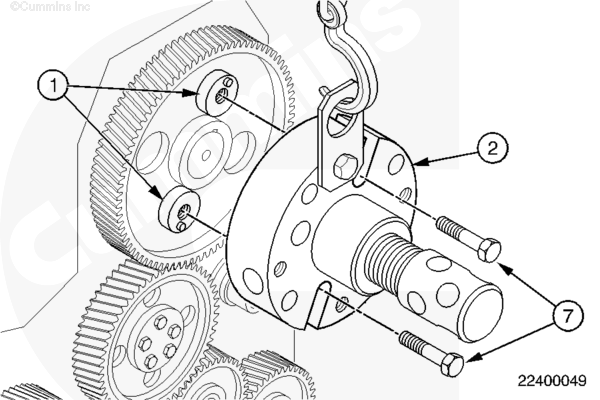
在凸輪軸齒輪兩個相對的減重孔中安裝兩個拉拔器適配器總成(1)。
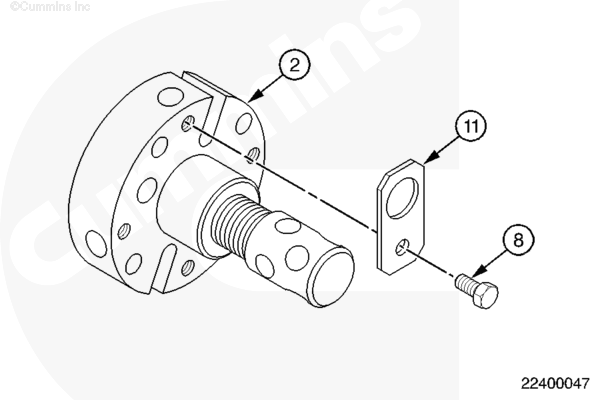
使用一個螺釘(8)將提升板(11)安裝到固定板(2)上。牢固擰緊螺釘。
將提升設備連接到提升板(11)。
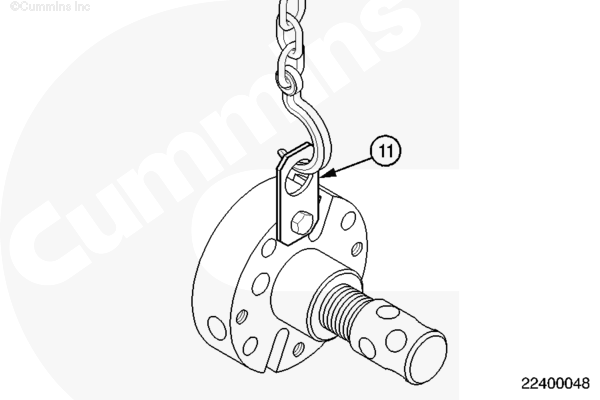
WARNING
拉拔器總成較重。使用提升設備將其固定到凸輪軸齒輪上。
確保壓緊螺釘導向器與凸輪軸中心接合,并且拉拔器適配器總成螺釘正確裝入固定板總成中。
使用提升設備,使固定板(2)緊靠凸輪軸齒輪,并將兩個螺釘(7)穿過固定板(2)裝入拉拔器適配器(1)。
牢固擰緊螺釘。
WARNING
凸輪軸齒輪和拉拔器總成松動時可能會墜落,并造成嚴重的人身傷害。
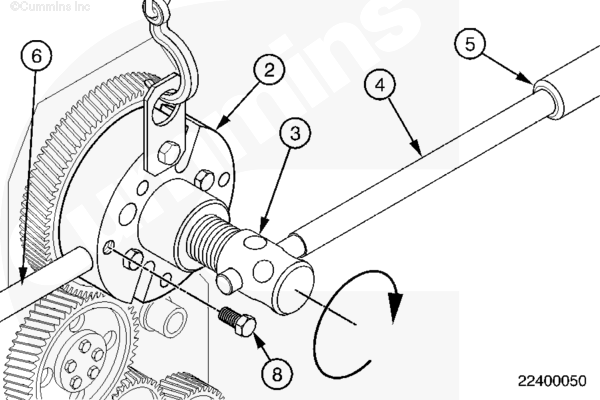
不得使用任何種類的沖擊扳手,請使用拉拔器總成。拉拔器總成上的螺紋可能會磨損和卡住。
使用杠桿臂(4)、加長桿(5)和反轉矩桿(6)沿順時針方向轉動壓緊螺釘(3),從凸輪軸上拆下凸輪軸齒輪。
檢查能否繼續使用
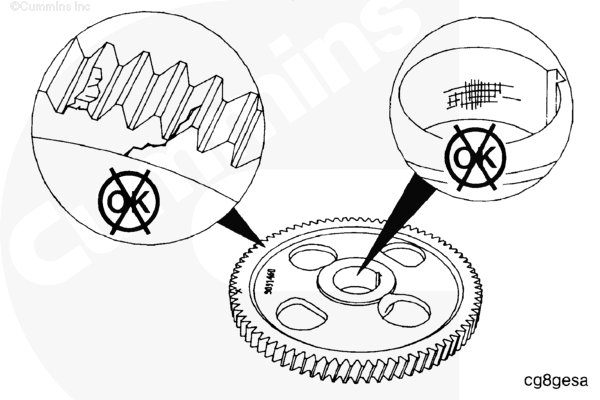
檢查凸輪軸齒輪有無裂紋以及碎裂或斷裂的齒牙。
檢查齒輪孔有無磨損或毛刺。
使用 Scotch-Brite™ 7448(零件號 3823258)、細鏜磨油石或等同工具清除所有毛刺。
如果無法清除磨蝕、毛刺或突起的材料,更換齒輪。
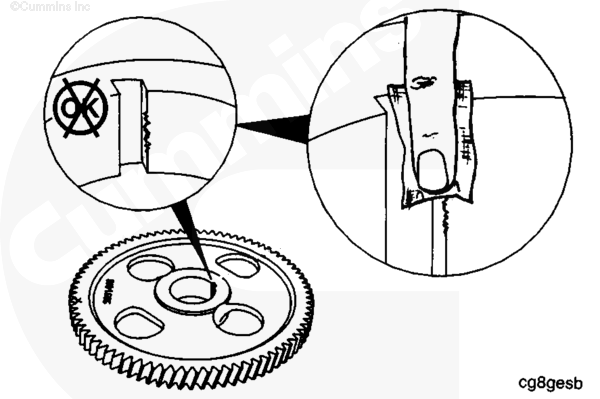
檢查齒輪鍵槽有無毛刺。
使用 Scotch-Brite™ 7448(零件號 3823258)和細鏜磨油石或等同工具清除毛刺。
如果鍵槽損壞或無法清除毛刺,必須更換齒輪。
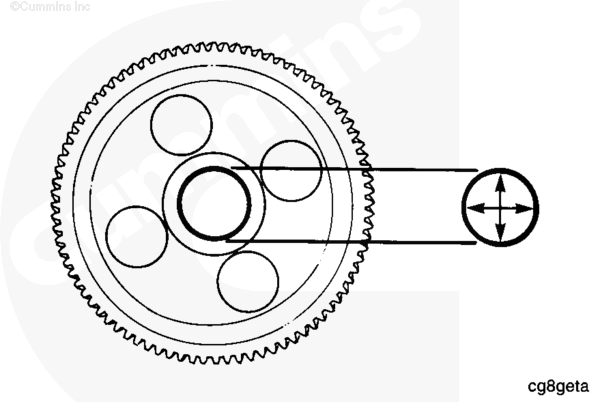
測量凸輪軸齒輪孔的內徑。
| 凸輪軸齒輪孔內徑 | ||
| mm | in | |
| 46.912 | 最小 | 1.8469 |
| 46.938 | 最大 | 1.8479 |
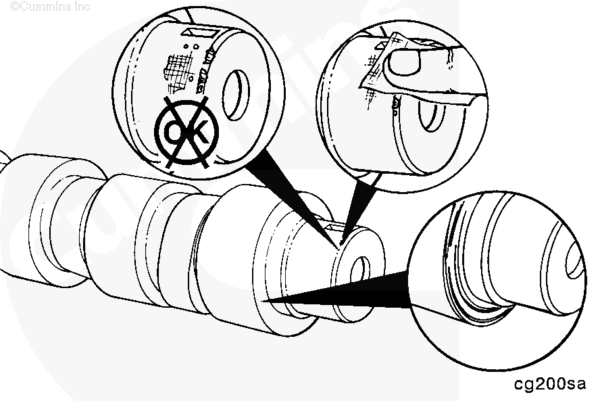
檢查凸輪軸軸端有無磨損或毛刺。
使用 Scotch-Brite™ 7448(零件號 3823258)、細鏜磨油石或等同工具清除所有毛刺。
如果無法清除磨損或毛刺,更換凸輪軸。
檢查凸輪軸的止推面有無凹槽或嚴重磨損。
測量凸輪軸齒輪軸頸的外徑。
| 凸輪軸齒輪軸頸外徑 | ||
| mm | in | |
| 46.987 | 最小 | 1.8499 |
| 47.013 | 最大 | 1.8509 |
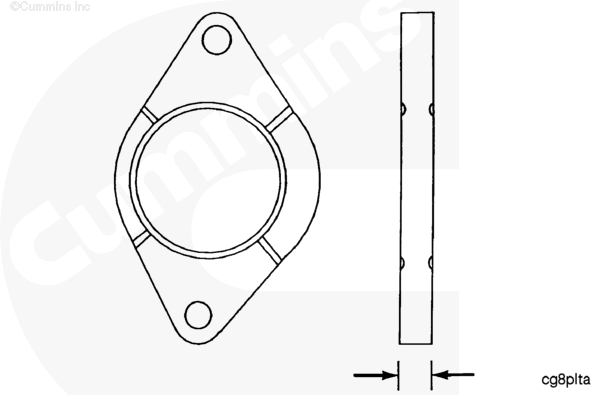
測量凸輪軸止推板的厚度。
| 凸輪軸止推板厚度 | ||
| mm | in | |
| 8.96 | 最小 | 0.353 |
| 9.04 | 最大 | 0.356 |
安裝
將止推板安裝在凸輪軸上。
安裝螺釘并擰緊。
齒輪室間隙使得鍵更難安裝。安裝鍵時應小心。
確保齒輪安裝表面清潔,沒有機油、污垢或碎屑。
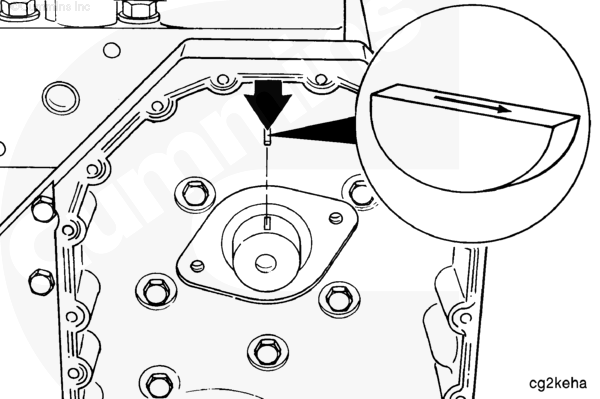
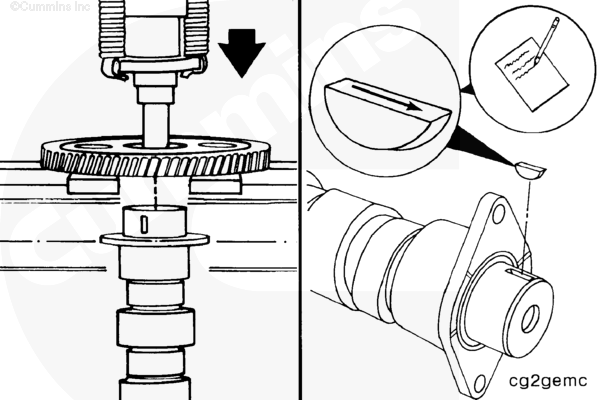
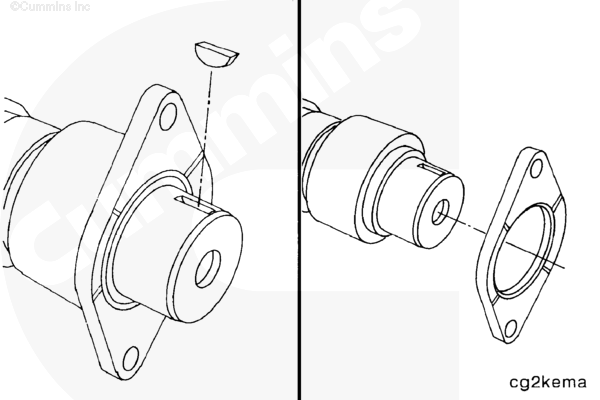
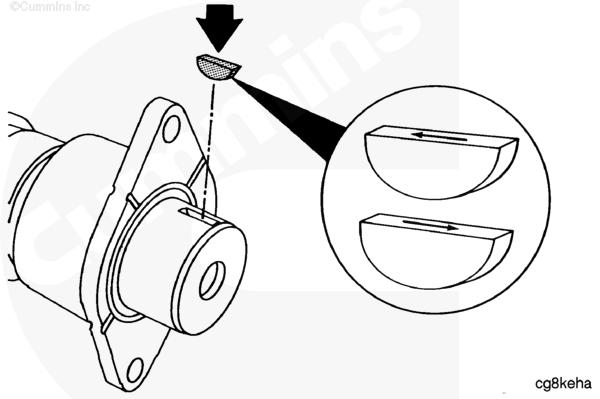
如果再次使用凸輪軸齒輪,應該使用與拆下的鍵具有相同零件號的鍵。確保鍵上的箭頭與拆卸時的方向相同。
請使用橡膠錘安裝凸輪軸齒輪鍵。
可能需要拆下凸輪軸后蓋板并在凸輪軸的末端施加壓力,使得在安裝齒輪時凸輪軸保持在靠前的位置。參考第 1 節中的步驟 001-008。
在恒溫箱中加熱齒輪至少 1 小時,但不得超過 6 小時。
| 測量 | ||
| celsius | fahrenheit | |
| 溫度: | 235 | 450 |

WARNING
處理加熱的零件時,使用隔熱手套(零件號為3823730)和/或夾鉗(零件號為3823732)。熾熱的零件可能會造成嚴重的人身傷害。
CAUTION
安裝齒輪時,正時標記和齒輪零件號必須背向凸輪軸,以防發動機損壞。
安裝凸輪軸齒輪之前,在凸輪軸鼻端涂敷 Lubriplate™ 105 或等同物。
從烘箱中取出齒輪。從恒溫箱中取出后,要在30秒內將齒輪安裝到凸輪軸上。
將齒輪上的鍵槽與凸輪軸上的鍵對齊,將齒輪安裝到凸輪軸上。

在齒輪室和凸輪軸齒輪周圍安裝一個C形鉗,將齒輪固定到位直到齒輪冷卻。
在齒輪冷卻至室溫后(大約10分鐘),拆下C形鉗。

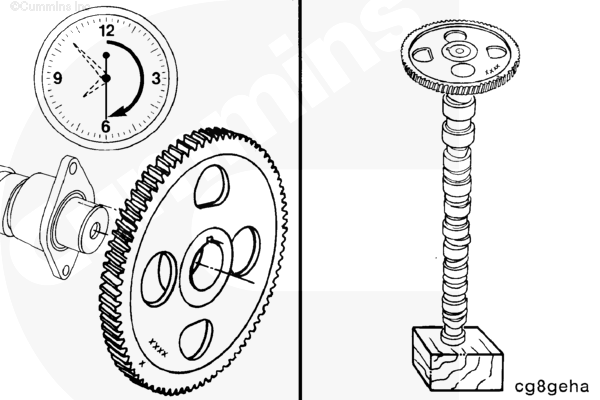
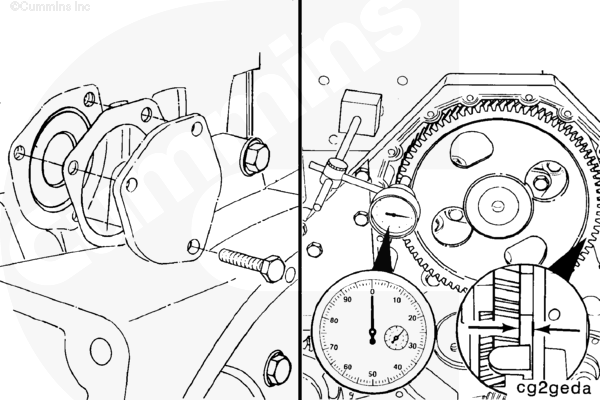
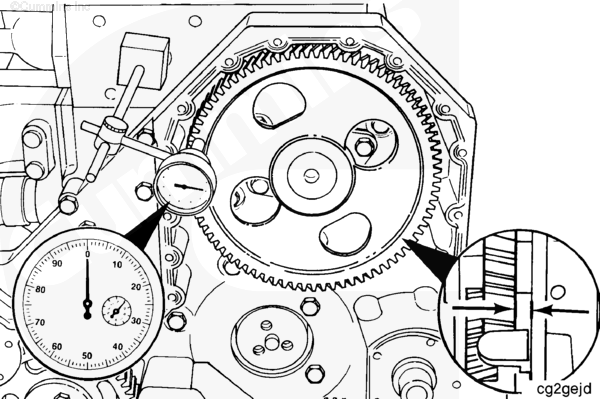
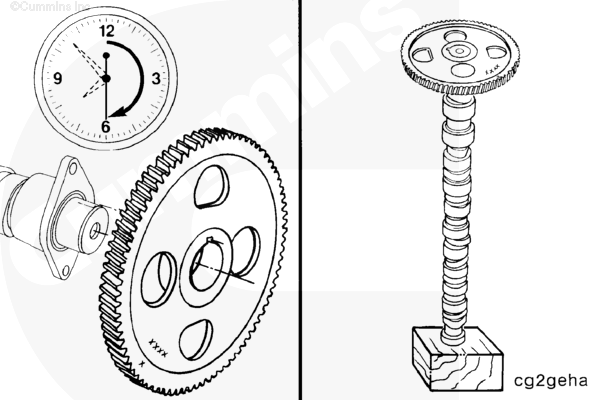
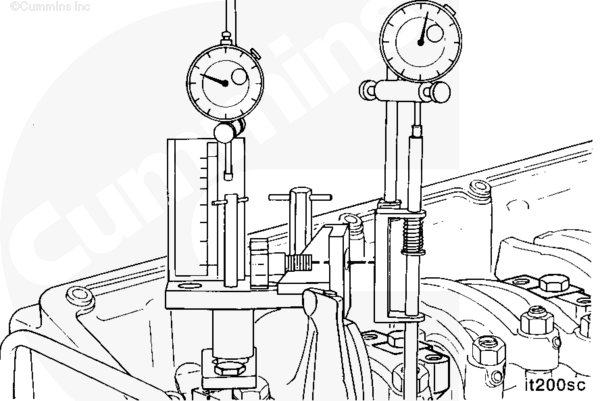
使用千分表檢查齒輪軸向間隙。
向后推動凸輪軸并將千分表置零。
拉出齒輪并測量軸向間隙。
| 凸輪軸齒輪軸向間隙 | ||
| mm | in | |
| 0.13 | 最小 | 0.005 |
| 0.41 | 最大 | 0.016 |
最后步驟
CAUTION
如果不檢查發動機正時,可能導致發動機嚴重損壞。
- 安裝凸輪軸惰輪。參考第 1 節中的步驟 001-036。
- 檢查發動機正時。參考第 6 節中的步驟 006-025。
- 安裝齒輪室蓋。參考第 1 節中的步驟 001-031。
- 運轉發動機,使之達到正常工作溫度,檢查有無泄漏。
拆卸
CAUTION
當將凸輪軸齒輪從凸輪軸上壓下來時,將凸輪軸齒輪支撐在中央輪轂上。不這樣做會導致齒輪損壞。
拆下凸輪軸。參考步驟 001-008。
使用液壓機安裝凸輪軸和齒輪總成。
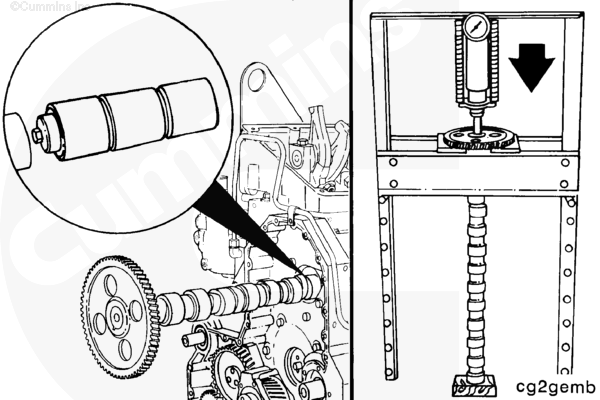
將凸輪軸從齒輪上壓下。
注 : 如果凸輪軸鍵上標有箭頭,記錄箭頭的指向。
拆下凸輪軸鍵子。
拆下止推板。
安裝
附表列出了不同的凸輪軸鍵零件號、偏移量的度數以及相應的噴油器正時相對標稱的改動。

將止推板安裝在凸輪軸上。
確保齒輪安裝表面清潔,沒有機油、污垢或碎屑。
請使用橡膠錘安裝凸輪軸齒輪鍵。
注 : 如果再次使用凸輪軸和齒輪,應該使用與拆下的鍵具有相同零件號的鍵。確保鍵上的箭頭與拆卸時的方向相同。如果使用了不同的凸輪軸和齒輪,安裝直鍵。
WARNING
處理加熱的零件時,使用隔熱手套(零件號為3823730)和/或夾鉗(零件號為3823732)。熾熱的零件可能會造成嚴重的人身傷害。
在烘箱中加熱齒輪至少 1 小時,但不要超過 6 小時。
| 測量 | ||
| celsius | fahrenheit | |
| 溫度 | 235 | 450 |
安裝凸輪軸齒輪之前,在凸輪軸軸端涂敷 Lubriplate™ 105 或等同物。
CAUTION
安裝齒輪時,正時標記和齒輪零件號必須背向凸輪軸,以防發動機損壞。
齒輪從恒溫箱中取出后,必須在 30 秒鐘內安裝。
從烘箱中取出齒輪。將齒輪上的鍵槽與凸輪軸上的鍵對正,將齒輪安裝到凸輪軸上。
使凸輪軸齒輪保持豎直向上的位置,直到齒輪冷卻。
測量齒輪轂與止推板之間的間隙。
| mm | in | |
| 0.13 | 最小 | 0.005 |
| 0.33 | 最大 | 0.013 |
安裝凸輪軸。參考步驟 001-008。
安裝凸輪軸惰輪。參考步驟 001-036。
CAUTION
如果不檢查發動機正時,可能導致發動機嚴重損壞。
檢查發動機正時。參考步驟 006-025。
安裝齒輪室蓋。參考步驟 001-031。
運轉發動機,使之達到正常工作溫度,檢查有無泄漏。