康明斯ISM、ISMe和QSM11柴油發動機維修手冊之熱交換器、鋅陽極維修保養診斷技術
康明斯ISM、ISMe和QSM11柴油發動機維修手冊之熱交換器、鋅陽極維修保養診斷技術

準備步驟
WARNING
不要從熱發動機上打開散熱器壓力蓋。應等冷卻液溫度降至 50°C [120°F] 以下時才能拆下壓力蓋。否則高溫冷卻液或蒸汽噴出可能會造成人身傷害。
WARNING
冷卻液有毒。避免兒童與寵物接觸冷卻液。如果不再繼續使用,應按照當地環保法規進行處理。
拆卸冷卻液壓力蓋。
從熱交換器底部拆下排放塞。
排放冷卻液后,涂敷螺紋密封膠并安裝排放塞。
| 冷卻液排放塞 | 15 n.m | [133 in-lb] |
排放熱交換器中的海水。
- 固定海水供應閥。
- 在系統內確定一個低于熱交換器的點,將海水排放到該位置。

拆卸
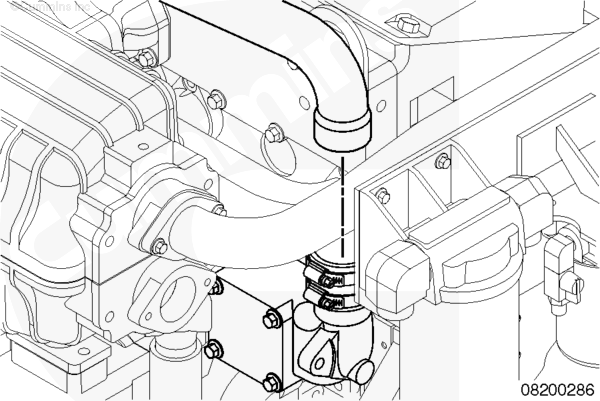
從膨脹箱斷開冷卻液排氣管。
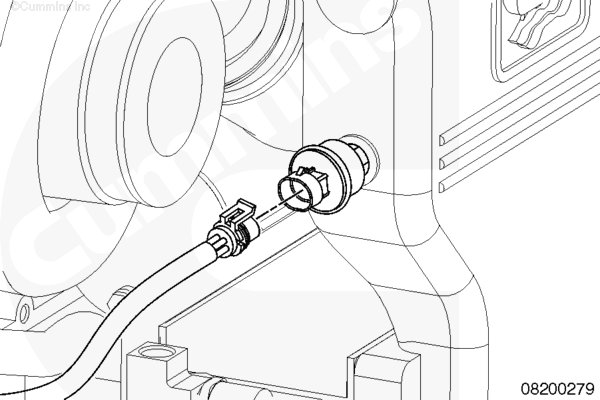
從冷卻液液位傳感器上斷開導線線束。
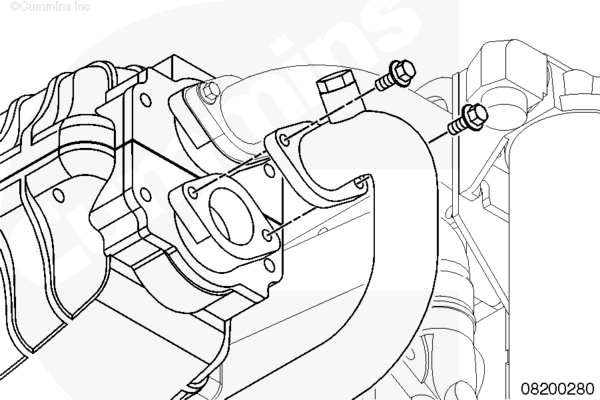
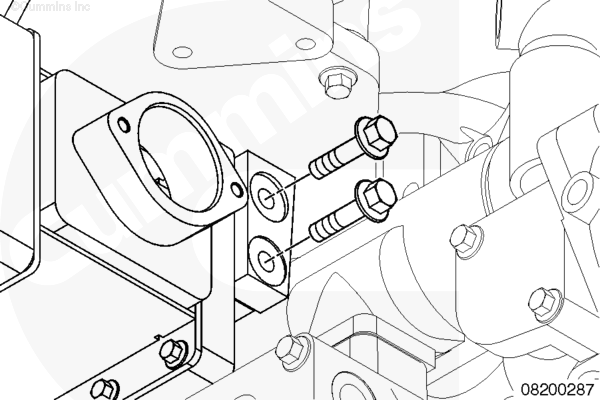
從中冷器總成上的下部海水管法蘭上拆下兩個螺釘。
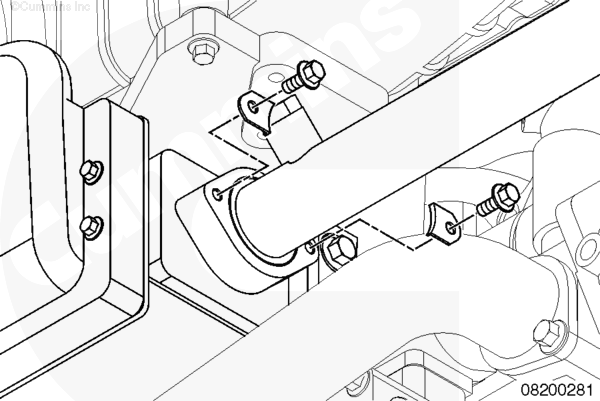
拆卸兩個螺釘和管卡箍。
從熱交換器總成上拆卸海水管。
從船用變速箱機油冷卻器上拆卸兩個螺釘,并將其從熱交換器總成的出口側斷開。
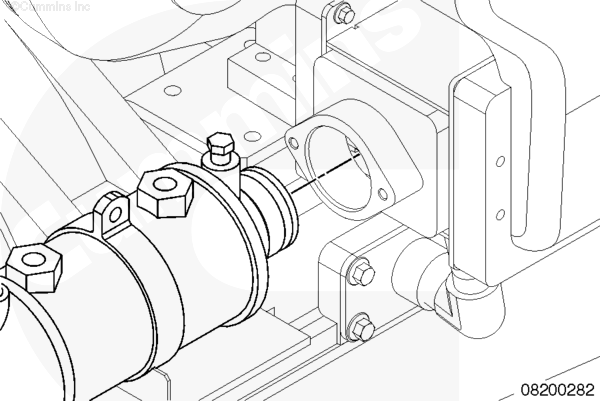
從冷卻液水泵進口的法蘭上拆卸兩個螺釘。
冷卻液管采用浮動連接。
扭動冷卻液管并將其筆直地拉出,從而從熱交換器上拆卸冷卻液管和 O 形圈。
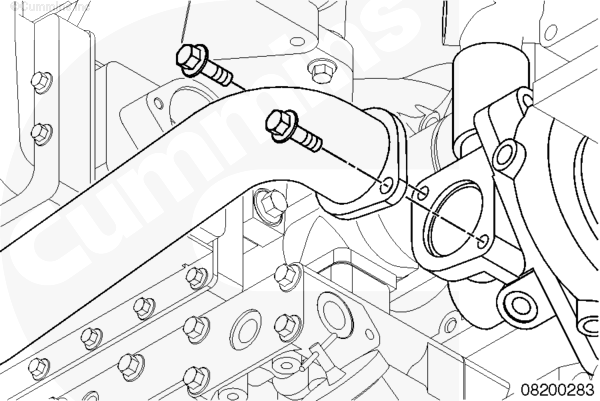
從膨脹箱的上部拆卸兩個螺釘和冷卻液回流管。
松開節溫器殼體上的兩個軟管卡箍,然后拆卸冷卻液回流管。
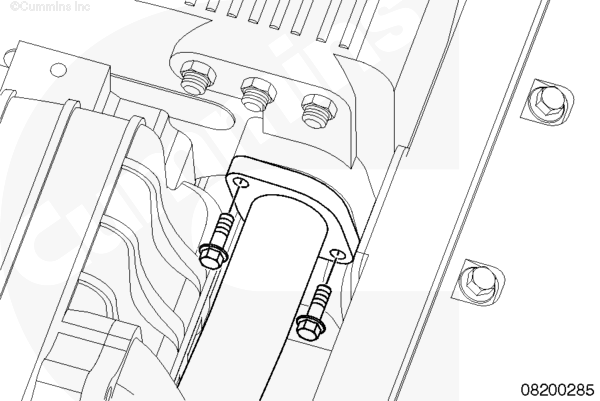
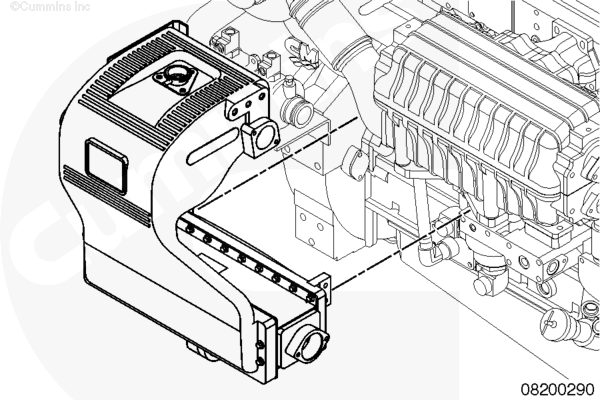
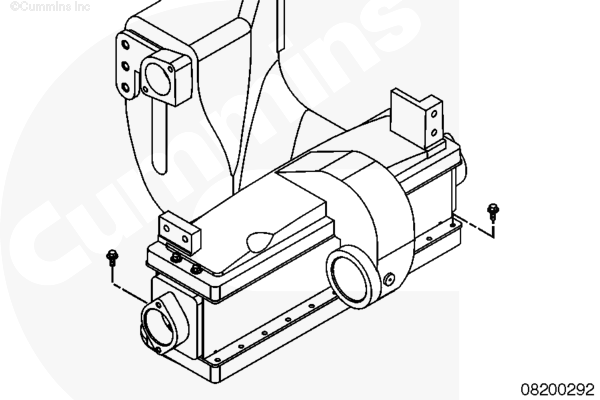
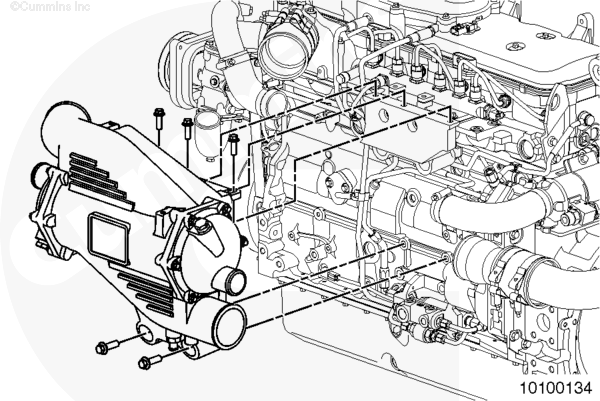
從熱交換器前部拆卸兩個安裝螺釘。
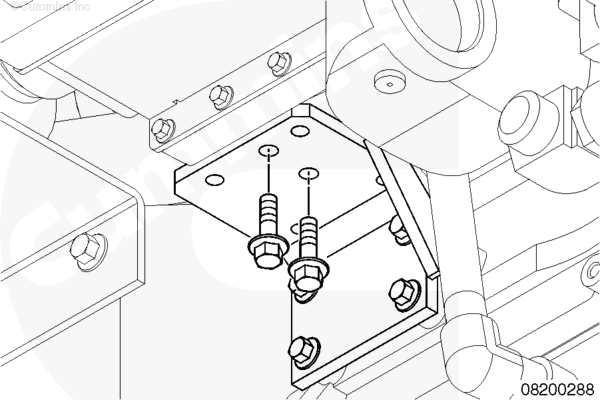
從熱交換器后下安裝支架上拆卸兩個安裝螺釘。
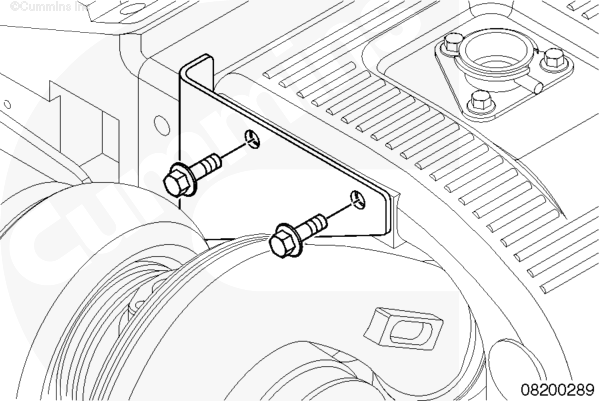
從熱交換器上部安裝支架上拆卸兩個安裝螺釘。
WARNING
該部件或總成重達 23 kg [50 lb] 以上。若要防止造成嚴重的人身傷害,一定要使用合適的提升設備來提升此部件或總成。
從發動機上拆卸熱交換器和膨脹箱總成。
拆解
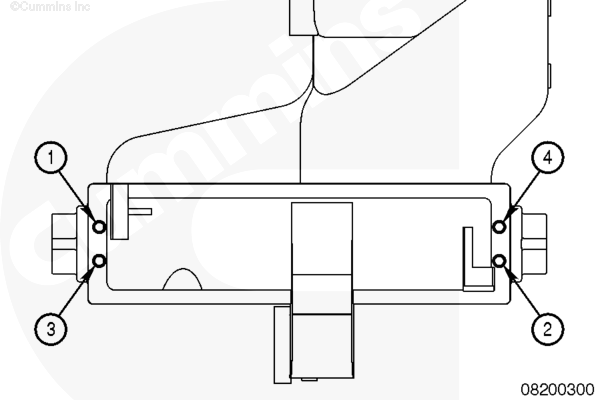
從外部殼體拆卸 4 個螺釘。這些螺釘是旋入熱交換器芯的。
WARNING
該部件或總成重達 23 kg [50 lb] 以上。若要防止造成嚴重的人身傷害,一定要使用合適的提升設備來提升此部件或總成。
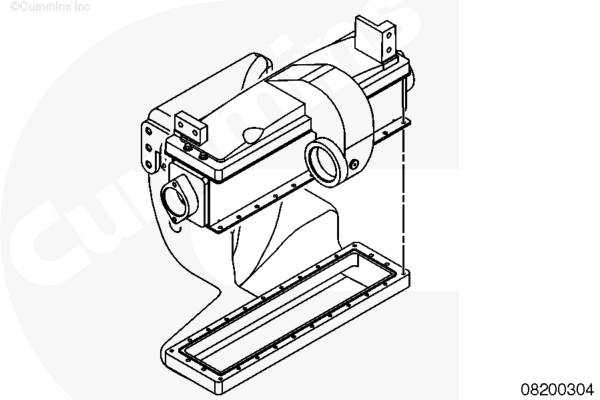
旋轉熱交換器總成,使外部殼體平放在其背部。
從連接至熱交換器芯的外部殼體拆卸 22 個螺釘。
從內部殼體拆卸 4 個螺釘。這些螺釘是旋入熱交換器芯的。
從外部殼體拆卸熱交換器芯和內部殼體。
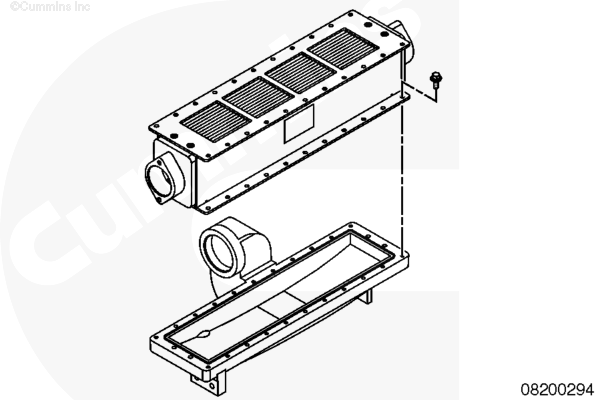
旋轉熱交換器芯,使其靠在內部殼體上。
從連接至內部殼體的熱交換器芯拆卸 22 個螺釘。
將熱交換器芯與內部殼體分離。
泄漏測試
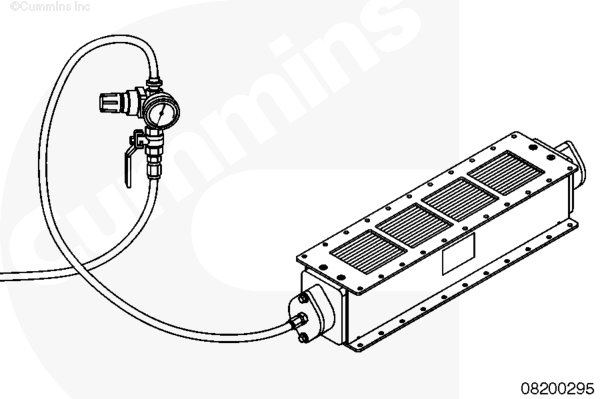
塞住熱交換器芯的一端,并將一個法蘭(本地制造)與空氣軟管接頭及空氣軟管固定到熱交換器芯的另一端。
WARNING
使用壓縮空氣時,戴上合適的護目鏡和防護面罩。飛揚的碎屑和臟物會造成人身傷害。
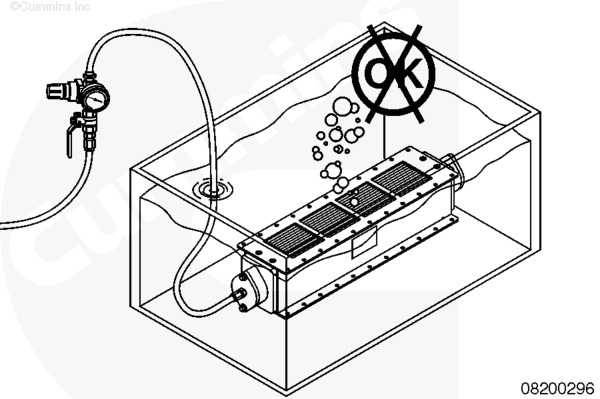
將熱交換器芯放入水槽內。
向熱交換器芯施加 103.4 kPa [15 psi] 的空氣壓力持續 1 分鐘。
觀察有無氣泡。如果出現氣泡,則熱交換器芯必須更換。
切斷氣源,并從水槽內取出熱交換器芯。
拆下壓力測試設備。
用壓縮空氣吹干熱交換器芯。
組裝
將內部殼體放置在平面上,使 O 形圈槽朝上。
使用 Lubriplate™ 劑潤滑 O 形圈,以確保密封效果良好無損壞。
將 O 形圈安裝到內部殼體的槽中。
注 : 需要略微拉伸 O 形圈,以將其正確裝配在內部殼體的槽中。
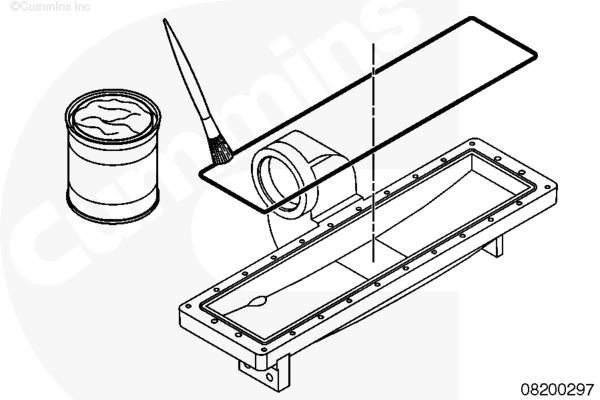
將熱交換器芯放置在內部殼體上。
確認 O 形圈在槽中保持就位。
熱交換器芯就位后,O 形圈將保持在正確位置。
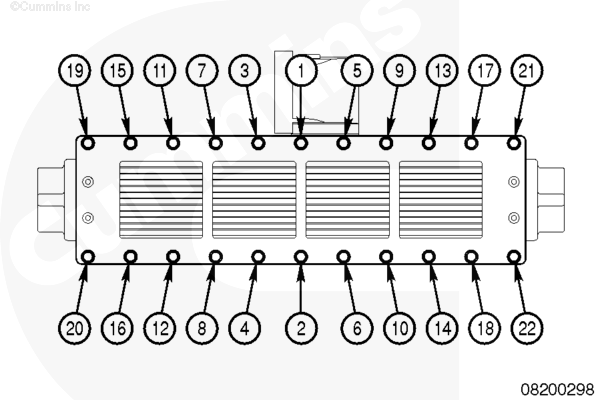
安裝將熱交換器芯固定到內部殼體的 22 個螺釘。
按圖示順序擰緊螺釘。
將外部殼體放置在平面上,使 O 形圈槽朝上。
使用 Lubriplate™ 劑潤滑 O 形圈,以確保密封效果良好無損壞。
將 O 形圈安裝到外部殼體的槽中。
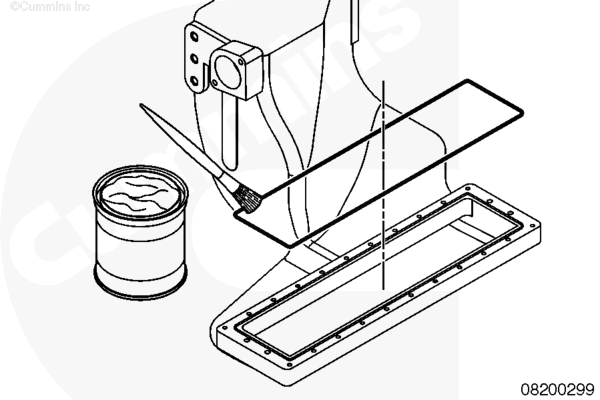
正確定位熱交換器芯,使內部殼體固定到外部殼體上。
確認 O 形圈在槽中保持就位。
熱交換器芯就位后,O 形圈將保持在正確位置。
安裝將外部殼體固定到熱交換器芯的 22 個螺釘。
按圖示順序擰緊螺釘。
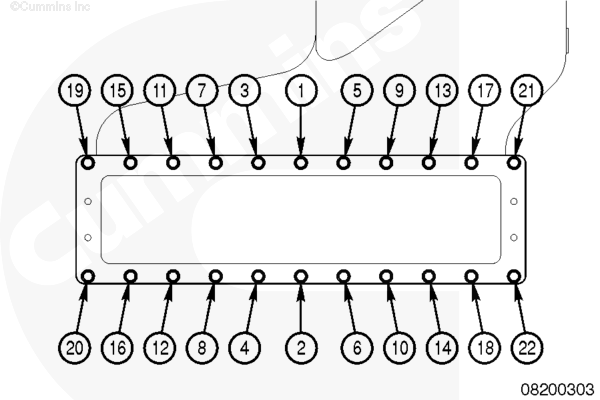
將穿過內部殼體的 4 個螺釘安裝到熱交換器芯的端部內。
按圖示順序擰緊 4 個螺釘。
WARNING
該部件或總成重達 23 kg [50 lb] 以上。若要防止造成嚴重的人身傷害,一定要使用合適的提升設備來提升此部件或總成。
旋轉熱交換器芯,使外部殼體朝上。
將穿過外部殼體的 4 個螺釘安裝到熱交換器芯的端部內。
按圖示順序擰緊 4 個螺釘。
安裝
WARNING
該部件或總成重達 23 kg [50 lb] 以上。若要防止造成嚴重的人身傷害,一定要使用合適的提升設備來提升此部件或總成。
將熱交換器和膨脹箱總成安裝到發動機上。
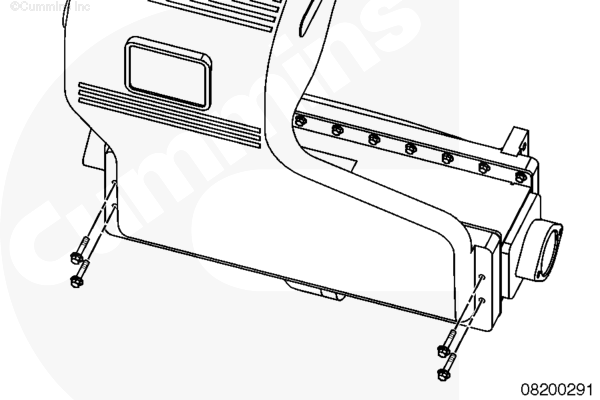
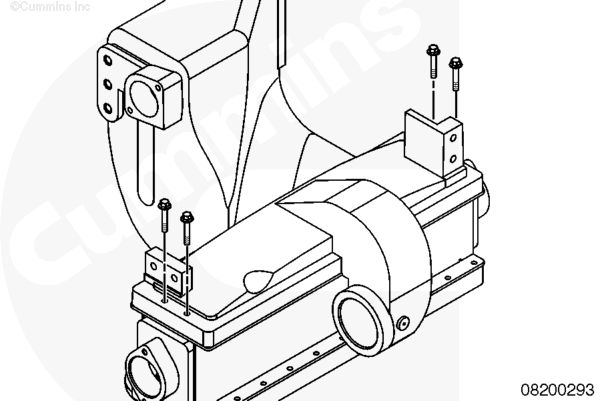
將兩個安裝螺釘安裝到熱交換器前部,但不要擰緊。
將兩個安裝螺釘安裝到熱交換器后下安裝支架上。
將兩個安裝螺釘安裝到熱交換器上部安裝支架上。
熱交換器總成就位后,用手擰緊所有螺釘。
按以下順序擰緊螺釘:
- 前部安裝螺釘
- 下部安裝螺釘
- 頂部安裝螺釘
如果松開了上部和下部安裝支架以正確定位熱交換器,將它們擰緊至下列扭矩技術規范。
| 上部支架螺釘 | 30 n.m | [22 ft-lb] |
| 下部支架螺釘 | 44 n.m | [32 ft-lb] |
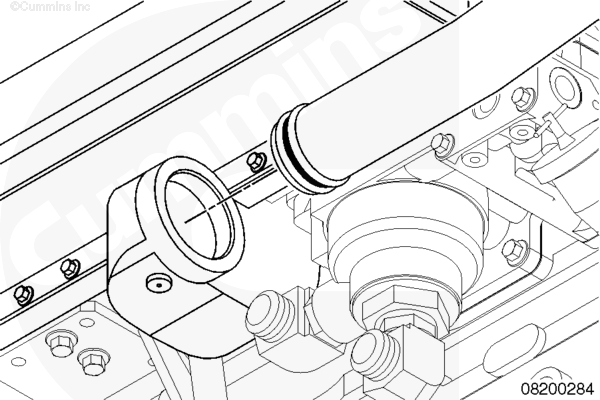
使用 Lubriplate™ 劑潤滑 O 形圈,然后將 O 形圈安裝到冷卻液管端部和冷卻液吸入管法蘭的凹槽中。

將帶有 O 形圈的冷卻液管插入熱交換器出口接頭。
確認 O 形圈仍然就位。
將管的法蘭端和兩個螺釘安裝到冷卻液水泵進口。
將冷卻液回流管插入節溫器殼體上的軟管內。
使用 Lubriplate™ 劑潤滑 O 形圈,然后將 O 形圈安裝到冷卻液回流管法蘭上。
將冷卻液回流管安裝至膨脹箱。
擰緊軟管卡箍和螺釘。
| 將管安裝至膨脹箱的螺釘 | 24 n.m | [212 in-lb] |
| 軟管卡箍 | 8 n.m | [71 in-lb] |
安裝冷卻液排氣管。
使用 Lubriplate™ 劑潤滑 O 形圈,然后將 O 形圈安裝到海水管兩端。
安裝下部海水管。
將 2 個螺釘安裝到連至中冷器的海水冷卻液管的法蘭端。
均勻地擰緊螺釘,以確保法蘭的平面平整地貼合在中冷器上。
| 將海水管安裝至膨脹箱的螺釘 | 24 n.m | [212 in-lb] |
將兩個卡箍和螺釘安裝到熱交換器海水進口接頭的兩側。
擰緊螺釘。
| 將海水管安裝至熱交換器卡箍的螺釘 | 24 n.m | [212 in-lb] |
將發動機導線線束連接到冷卻液液位傳感器上。
使用 Lubriplate™ 劑潤滑 O 形圈,然后將 O 形圈安裝到船用變速箱機油冷卻器上。
將船用變速箱機油冷卻器(端部帶有 O 形圈)插入熱交換器芯內。
盡可能遠地插入船用變速箱機油冷卻器,然后退出需要的量以固定支架。
安裝并擰緊 2 個螺釘。
最后步驟
WARNING
冷卻液有毒。避免兒童與寵物接觸冷卻液。如果不再繼續使用,應按照當地環保法規進行處理。
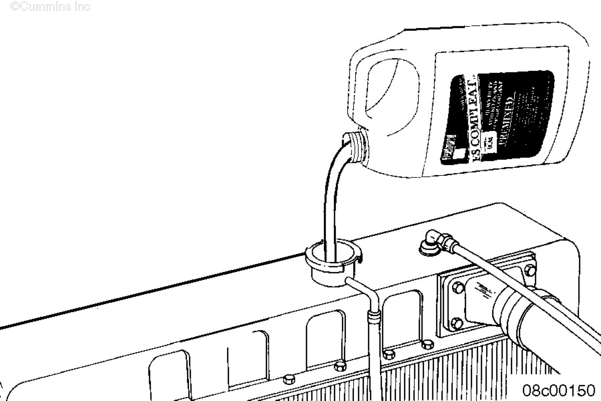
- 加注冷卻系統。參考第 8 節中的步驟 008-018(冷卻系統)。
- 運轉發動機,檢查是否正常工作,有無泄漏。
- 維修所有發現的泄漏。
概述
基于發動機的選擇,有兩種中冷器設計可供選用。
干式歧管
干式歧管總成適用于額定功率 (hp) 在 525 hp 以上的發動機。干式歧管總成是冷卻系統選擇 1 的一部分。
水冷式歧管
水冷式歧管總成適用于額定功率在 525 hp 以上的發動機。水冷式歧管總成是冷卻系統選擇 2 的一部分。
準備步驟
關閉海水供應閥。
拆卸
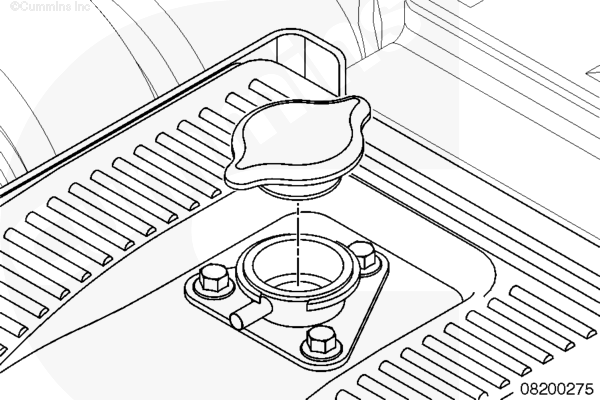
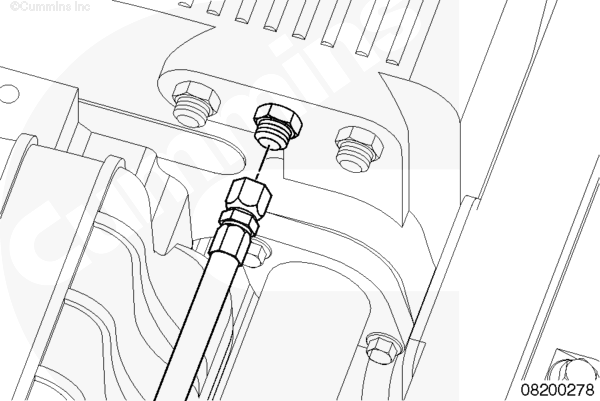
拆下鋅保護螺塞。
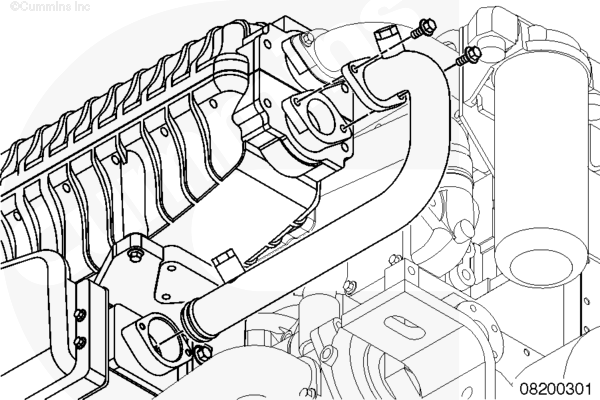
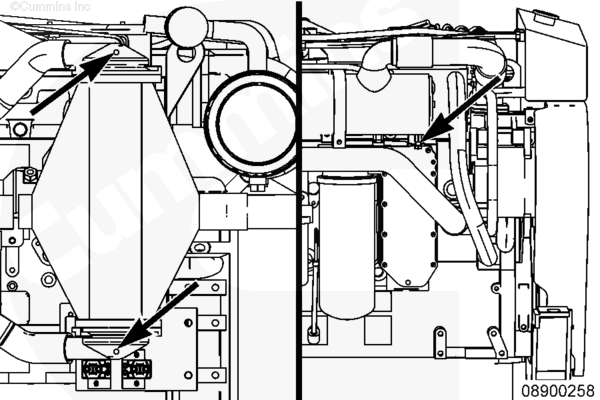
冷卻系統選擇 1:干式歧管
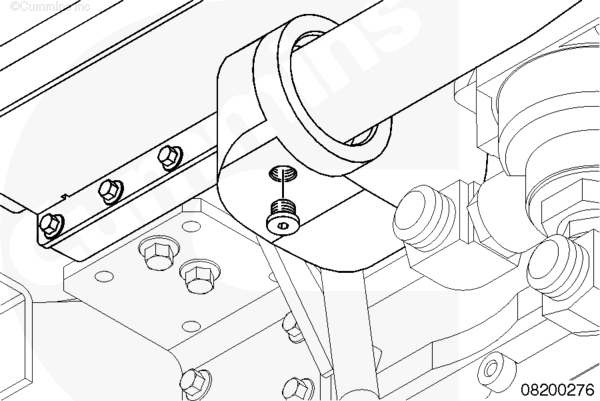
中冷器與熱交換器之間的兩個陽極。其中一個陽極位于齒輪冷卻器的底部。
冷卻系統選擇 2:水冷式歧管
中冷器中的兩個陽極。其中一個位于熱交換器中,另外一個位于齒輪冷卻器的底部。
注 : 插圖所示為一般安裝位置。有關發動機的特定位置,參考 第 E 節。
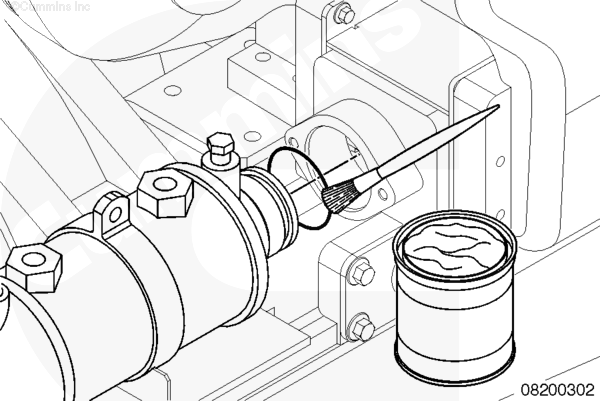
檢查能否繼續使用
測量從熱交換器上拆下的鋅保護螺塞的長度。如果鋅保護螺塞腐蝕了 50% 或更多,進行更換。
注 : 更換頻率取決于在熱交換器中循環的海水與螺塞發生化學反應的情況。
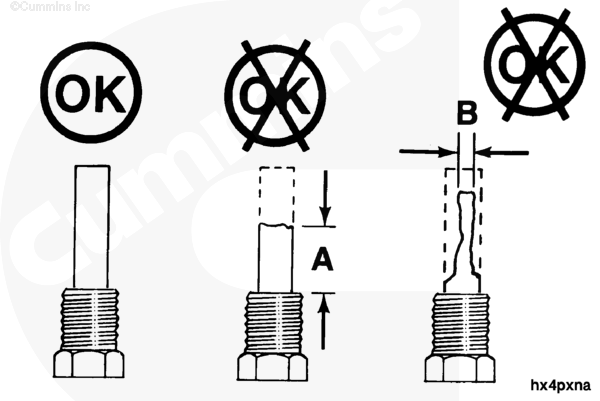
| 鋅保護螺塞腐蝕極限 | ||||
| mm | in | |||
| A | 19.0 | 最小 | 0.750 | |
| 新的 | 51.0 | 最大 | 2.000 | |
| B | 6.4 | 最小 | 0.250 | |
| 新的 | 16.0 | 最大 | 0.630 | |
注 : 如果鋅保護螺塞不符合技術規范,使用新的鋅保護螺塞將其更換。
冷卻系統選擇 1:干式歧管
如果鋅保護螺塞不符合技術規范,使用新的鋅保護螺塞將其更換。
冷卻系統選擇 2:水冷式歧管
如果鋅保護螺塞不符合技術規范,使用新的鋅保護螺塞將其更換。
在檢查鋅陽極時,檢查中冷器單向閥。
拆下中冷器單向閥。
檢查閥有無下列狀況:
- 搖晃時內部活塞應發出震顫聲。
- 閥應使空氣在低壓下暢行無阻。
- 閥應在高壓下關閉。來自閥螺紋側超過 0.5 psi 的壓力應使其關閉。
可使用壓縮空氣檢查是否工作正常。如果工作不正常,更換閥。
檢查閥內表面的沉積物是否過量。白色沉積物達到 1/16" 或閥堵塞表明內部海水泄漏,需要拆解中冷器進行檢查。參考第 10 節中的步驟 010-005。
檢查進水接頭和殼體的接合面。泄漏、過度腐蝕或鹽沉積物表明內部海水泄漏,需要拆解中冷器進行檢查。參考第 10 節中的步驟 010-005。
安裝
安裝并擰緊鋅保護螺塞。
注 : 不要在鋅保護螺塞的螺紋上使用 Teflon™ 膠帶或管密封膠。使用任何密封膠都會使鋅陽極絕緣,并導致接地不良。
1/4-英寸塞堵 12 n•m [ 106 in-lb ]
3/8-英寸塞堵 22 n•m [ 195 in-lb ]
1/2 英寸塞堵 30 n•m [ 22 ft-lb ]
最后步驟
打開位于船體上的海水進口閥。
運轉發動機,檢查有無泄漏。