康明斯ISM、ISMe和QSM11柴油發動機維修手冊之充電機故障維修保養技術
康明斯ISM、ISMe和QSM11柴油發動機維修手冊之充電機故障維修保養技術

初始檢查
WARNING
蓄電池可能會有易爆性氣體逸出。為了盡可能避免人身傷害,在維護蓄電池前,必須保持發動機艙通風良好。為避免產生電弧,應首先拆下負極 (-) 蓄電池電纜,并最后連接負極 (-) 蓄電池電纜。
WARNING
酸是非常危險的,能損壞機器并導致嚴重的燒傷。維護蓄電池時,務必準備一桶高濃度蘇打水作為中和劑。戴上護目鏡并穿上防護服,以避免嚴重人身傷害。
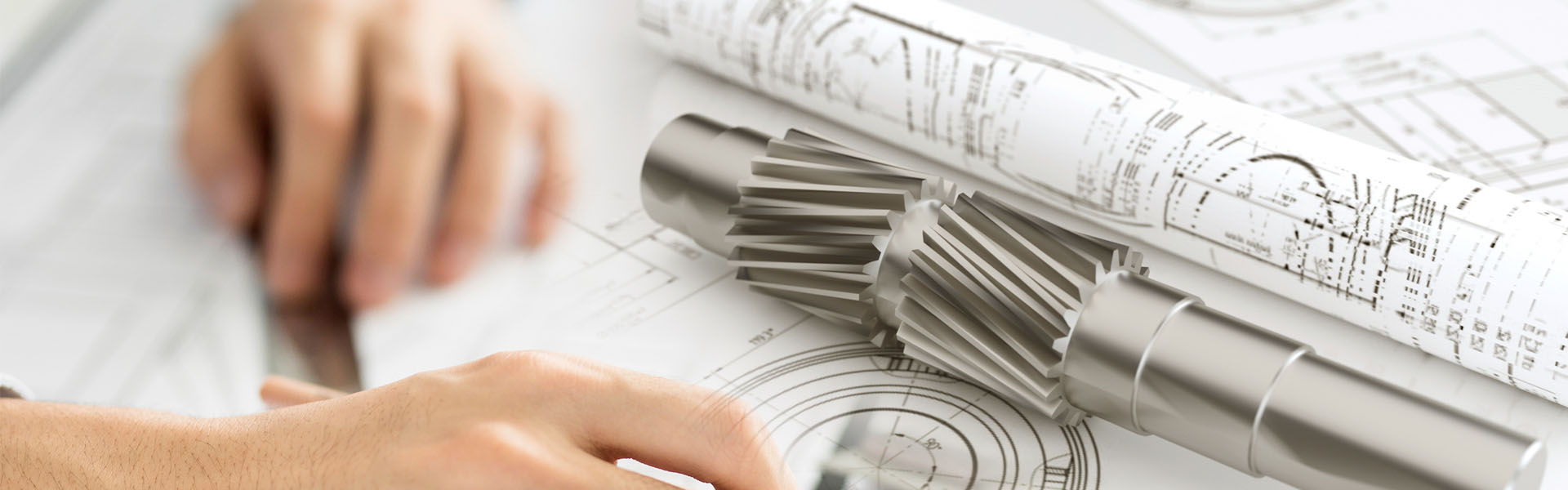
按照圖示在電流表上連接碳堆測試儀和夾子。調整碳堆測試儀上的負載至充電機的額定性能。
在正極和負極電路中測量電壓降 。將這些加在一起。總和最大不能超過 0.5 VDC 的電壓降。
按需要維修或更換導線以滿足上面的技術規范的要求。
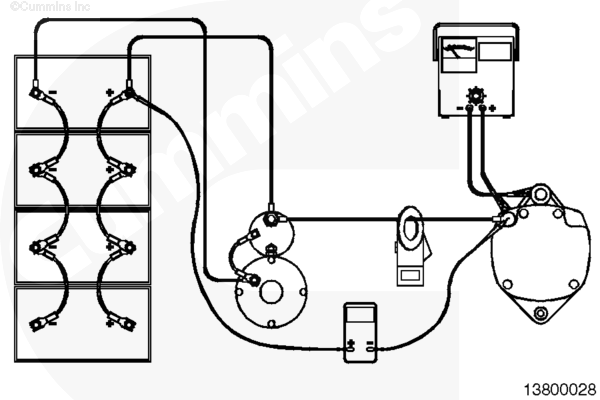
如圖所示,將萬用表連接到充電機上。
蓄電池處于完全充電狀態,所有附件都關閉,起動發動機然后在高怠速下運行。只有當電壓有足夠時間穩定后才開始讀數。
測量充電機輸出電壓 。系統最大輸出極限為 15.5 VDC。
如果電壓極限超過了最大輸出極限,則維修或更換充電機或調節器。
參考制造商的技術規范了解最低的電壓輸出。
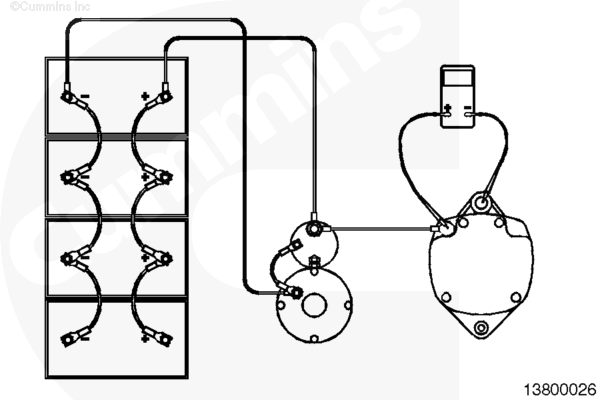
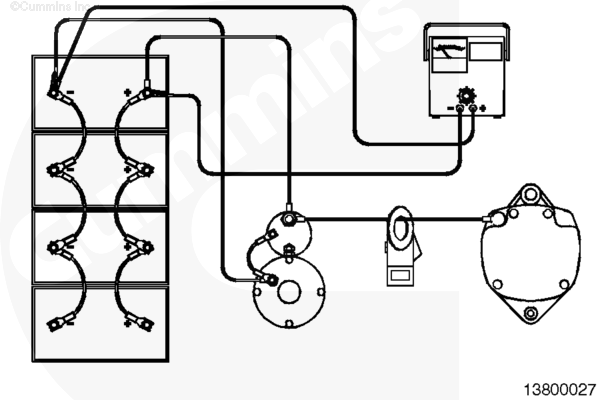
連接碳堆測試儀到并聯的蓄電池中。
卡緊充電機輸出導線周圍的感應式電流表。
如果有多根導線連接到充電機輸出端子,卡緊所有導線周圍的安培表。
起動發動機并以高怠速運轉。
確定所有的車輛負載都已關閉。
使用數字式光學轉速表檢查充電機轉速。充電機傳動皮帶滑動可能會造成輸出讀數偏低。充電機輸出電壓直接與正在運轉的充電機轉速有關。
充電機必須調整在大約額定轉速下運行。大多數重載充電機都在額定轉速 5000 rpm 下運行。檢查測試的專用充電機的制造商技術規范。
打開碳堆測試儀并進行調整,直到安培表讀數最高時。記錄該數值。
關閉碳堆測試儀,然后關閉發動機。
如果電流表讀數為零(無輸出),則當充電機正常接通時磁化轉子。即刻將蓄電池 (+) 上的跨接導線連接到充電機繼電器 (R) 或指示器 (I) 端子上。本步驟適合于負極 (-) 和正極 (+) 接地系統,并將還原正常的殘磁水平。
重復該測試。如果輸出不在額定輸出(刻印在充電機殼體上)的 10% 以內,則更換充電機。
準備步驟
WARNING
蓄電池可能會逸出爆炸性氣體。為了盡可能避免人身傷害,在維護蓄電池前,必須保持發動機艙通風良好。為避免產生電弧,應首先拆下負極 (-) 蓄電池電纜,并最后連接負極 (-) 蓄電池電纜。
- 拆下蓄電池電纜。參考第 13 節中的步驟 013-009。
- 從充電機上拆下電氣接頭。拆卸時在接頭上貼上標簽。
- 拆卸充電機驅動皮帶。參考第 13 節中的步驟 013-005。

拆卸
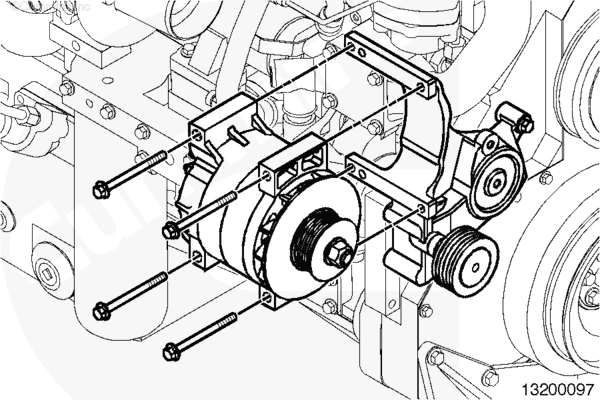
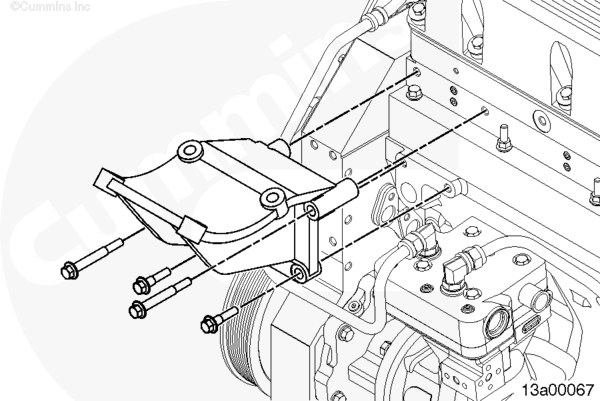
基座安裝
拆下 4 個充電機安裝螺釘。
從充電機支架上拆下充電機。
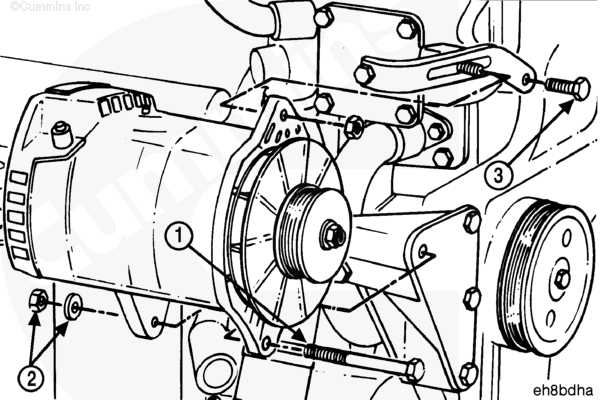
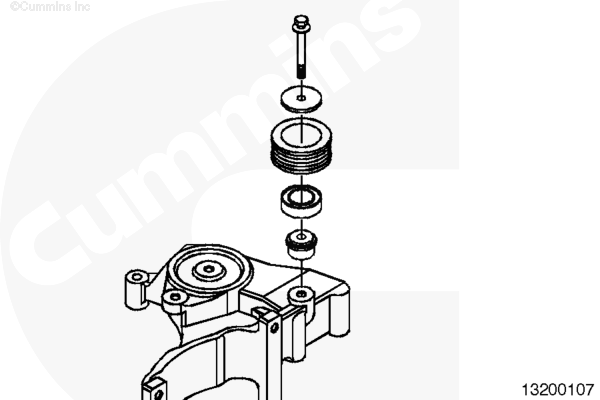
線軸安裝
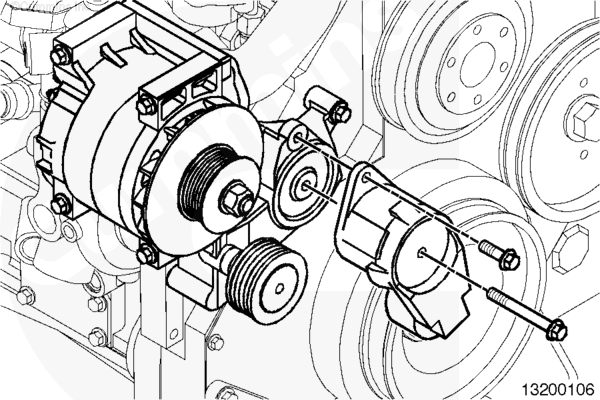
拆下調節桿安裝螺釘 (3) 和調節桿。
拆下充電機安裝螺釘 (1)、螺母、墊圈 (2) 和充電機。
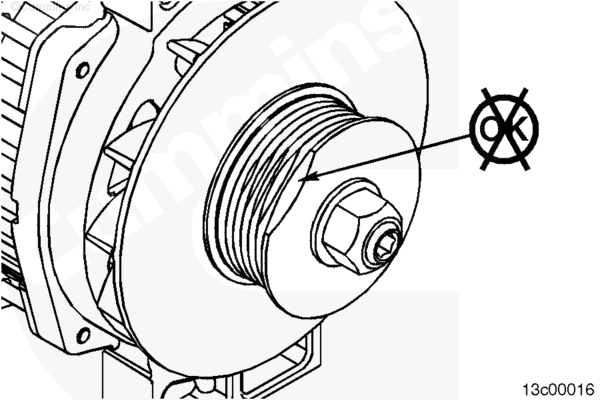
清潔和檢查能否繼續使用
檢查充電機皮帶輪有無裂紋或凹槽是否破損。
如果發現損壞,更換皮帶輪。
安裝
基座安裝
安裝充電機和 4 根安裝螺釘。
擰緊螺釘。
充電機與充電機支架無需對齊。
線軸安裝
安裝調節桿和安裝螺釘 (3)。
擰緊安裝螺釘。
將充電機、螺釘 (1)、墊圈和螺母 (2) 安裝到安裝支架和調節桿上。
在調整充電機皮帶之前不要擰緊螺釘和螺母。
最后步驟
- 安裝充電機驅動皮帶。參考第 13 節中的步驟 013-005。
- 連接充電機電氣接頭。
- 連接蓄電池電纜。參考第 13 節中的步驟 013-009。
- 運轉發動機并檢查運轉是否正常。
準備步驟
- 拆卸充電機驅動皮帶。參考第 13 節中的步驟 013-005。
- 拆下充電機。參考第 13 節中的步驟 013-001。
拆卸
注 : 此步驟適用于右側安裝的充電機支架的拆卸。
從充電機支架上拆下皮帶張緊器。
拆下 3 個充電機支架安裝螺釘并拆下充電機安裝支架。
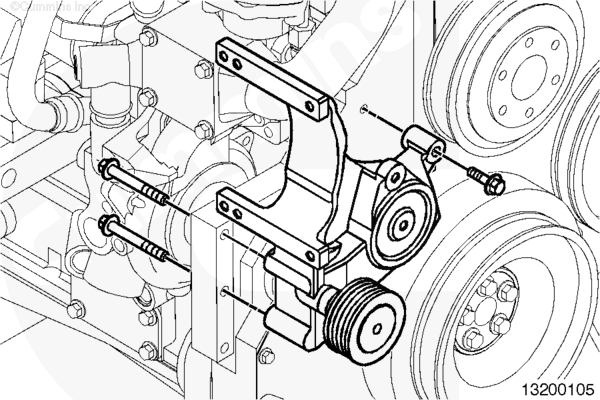
注 : 此步驟適用于左側安裝的充電機支架的拆卸。
拆下四個安裝螺釘,然后拆下充電機安裝支架。
檢查能否繼續使用
檢查充電機安裝支架有無裂紋。
如果有裂紋,則進行更換。
檢查充電機的下面和皮帶張緊器是否磨損。
如果發現磨損,則更換該充電機支架。
注 : 對于右側安裝的充電機支架,只需要檢查惰輪皮帶輪。
檢查惰輪皮帶輪有無裂紋或其他損壞。
如果發現裂紋或其他損壞,則更換惰輪皮帶輪。
如需檢查惰輪皮帶輪操作是否正確,在其安裝在發動機上的情況下旋轉皮帶輪。
如果皮帶輪 5 秒鐘后繼續旋轉,則其會自旋,需要更換。
如果皮帶輪完全不旋轉,則軸承咬住,需要更換惰輪皮帶輪。
注 : 軸承內側新惰輪皮帶輪(小于 10,000 英里)將需要一個磨合期。惰輪皮帶輪在 100,000 英里之前可能不會旋轉。

拆解
注 : 此步驟只適用于右側安裝的充電機支架。
拆下螺釘、蓋板、半軸和惰輪/軸承總成。
組裝
注 : 此步驟只適用于右側安裝的充電機支架。
安裝半軸、惰輪/軸承總成、蓋板并擰緊螺釘。
安裝
注 : 此步驟只適用于右側安裝的充電機支架的安裝。
安裝充電機支架并擰緊螺釘。
注 : 此步驟只適用于左側安裝的充電機支架的安裝。
安裝充電機支架并擰緊螺釘。
最后步驟
- 安裝皮帶張緊器。參考第 13 節中的步驟 013-021。
- 安裝充電機。參考第 13 節中的步驟 013-001。
- 安裝充電機皮帶。參考第 13 節中的步驟 013-005。
- 運轉發動機并檢查運轉是否正常。
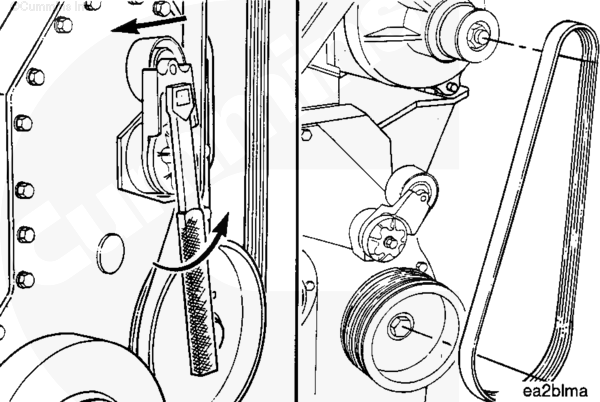
拆卸
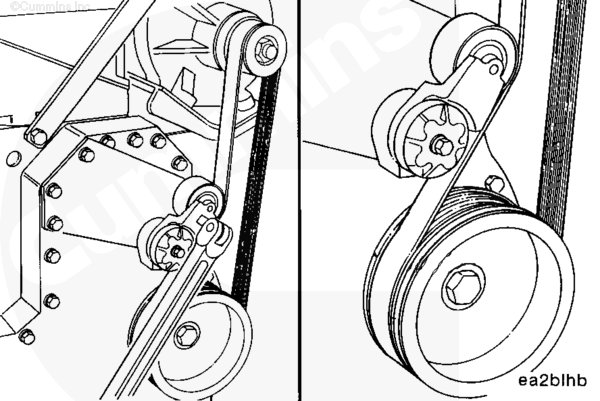
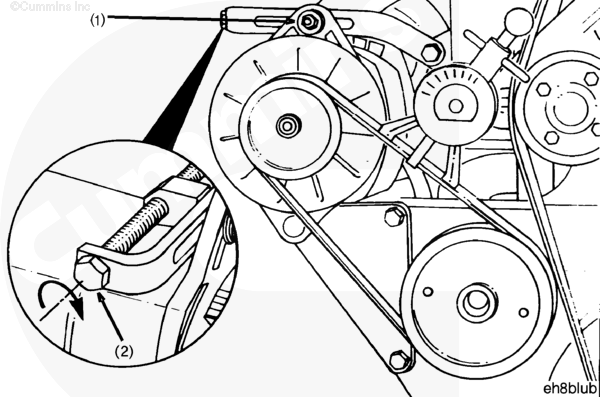
在張緊器的空擋里插入一根 3/8 英寸的撬棍。
將張緊器轉出皮帶,直至完成,
往后壓住張緊器的同時拆下充電機皮帶。
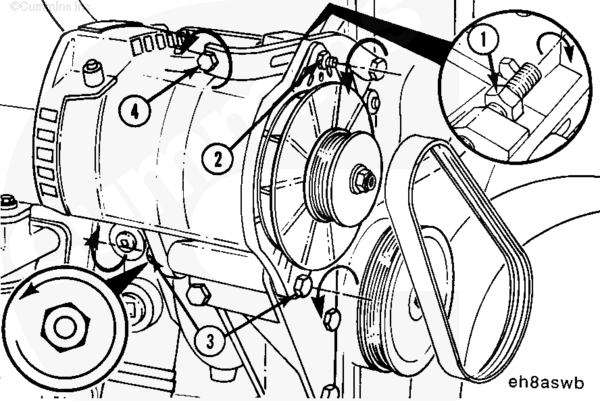
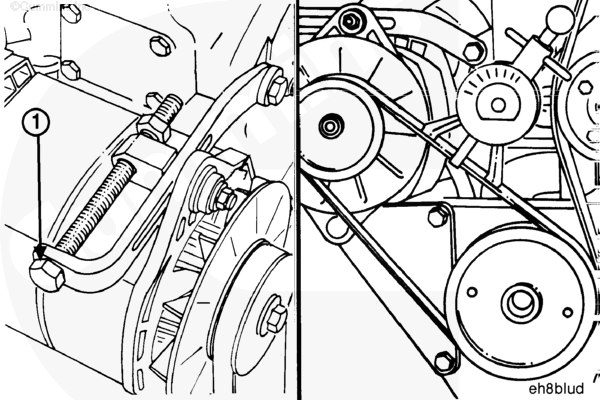
松開調節螺釘鎖緊螺母 (1)。
松開調整連接鎖緊螺釘 (2)。
松開充電機安裝螺釘 (3)。
逆時針擰調節螺釘 (4),以釋放張力。
拆下充電機皮帶。
安裝
壓住張緊器的同時將新的皮帶安裝在皮帶輪上。當在帶有法蘭的皮帶輪上進行作業時,小心不要損壞皮帶。
釋放張緊器并除去撬棍。
配備自動皮帶張緊器的皮帶驅動系統不可調。皮帶張力規不能精確測量皮帶張力。使用自動皮帶張緊器可使皮帶在整個使用壽命中都能保持正確的皮帶張力。只需檢查張緊器。
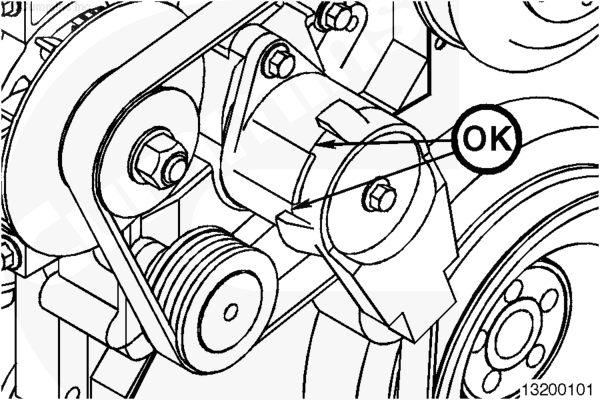
當皮帶的長度和形狀正確時,皮帶張緊器可在限位塊限定的張力臂移動范圍內滑動。
如果張緊器在工作時撞擊限位塊,檢查安裝支架和皮帶長度。支架松動、支架故障、張緊器移動、皮帶長度不正確或皮帶故障可導致張緊器突破極限值。

注 :, 如果皮帶工作了 10 分鐘或更長時間,則認為該皮帶是已使用過。
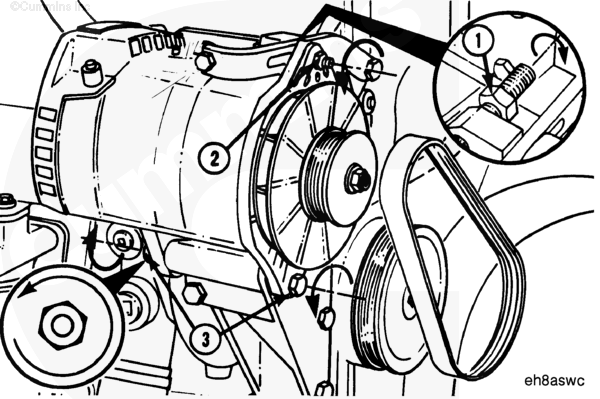
將新皮帶安裝到水泵和充電機皮帶輪上。為防止損壞,不要在皮帶輪上卷動皮帶或使用工具撬動皮帶。
順時針擰調節螺釘 (1),以增加張力。
使用皮帶張力規(零件號 ST-1293)或等同工具測量皮帶的張力。有關所安裝的皮帶的正確張力值,參考第 V 節中的步驟 018-005。
擰緊座上的調整螺釘鎖緊螺母 (2)。
擰緊調整連接鎖緊螺釘 (3)。
擰緊樞軸螺釘 (4) 和螺母 (5)。
調整
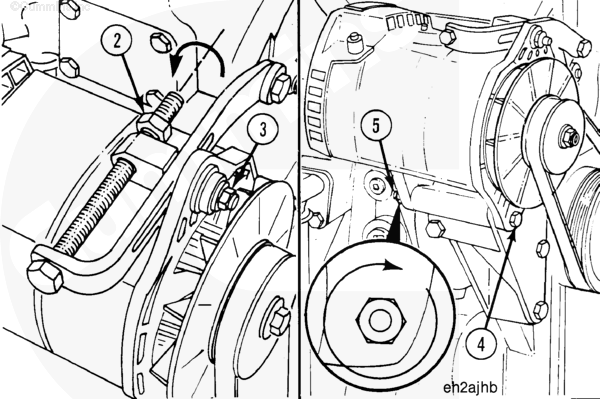
松開調節螺釘鎖緊螺母 (1)。
松開調整連接鎖緊螺釘 (2)。
松開樞軸螺釘和螺母 (3)。
注 : 如果皮帶工作了 10 分鐘或更長時間,則認為該皮帶是已使用過。
使用皮帶張力規(零件號為 ST-1293)測量皮帶的張力。
順時針擰充電機調節螺釘 (1),以擰緊皮帶。參考第 V 節中的步驟 018-005。
擰緊座上的調整螺釘鎖緊螺母 (2)。
擰緊調整連接鎖緊螺釘 (3)。
擰緊樞軸螺釘 (4) 和螺母 (5)。
配備自動皮帶張緊器的皮帶驅動系統不可調。皮帶張力規不能精確測量皮帶張力。自動皮帶張緊器可在皮帶整個使用壽命期限中保持正確的皮帶張力。只需檢查張緊器。
當皮帶的長度和形狀正確時,皮帶張緊器可在限位塊限定的張力臂移動范圍內滑動。
如果張緊器在工作時撞擊限位塊,檢查安裝支架和皮帶長度。支架松動或故障、充電機錯位、皮帶長度不正確或皮帶故障均可造成張緊器撞擊限位塊。
- 目錄
- 準備步驟
- 拆卸
- 清潔和檢查能否繼續使用
- 安裝
- 最后步驟
準備步驟
- 拆卸充電機驅動皮帶。參考第 13 節中的步驟 013-005。
拆卸
從支架上拆下安裝螺釘和皮帶張緊器。
清潔和檢查能否繼續使用
WARNING
皮帶張緊器是彈簧承載的。不要嘗試拆解張緊器。會導致人身傷害。
WARNING
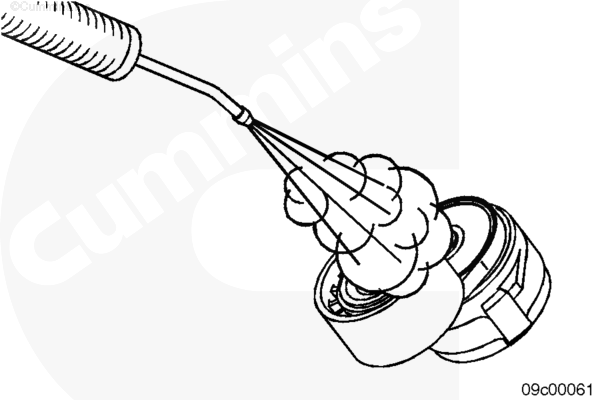
當使用溶劑、酸或堿性材料清潔時,請遵循制造商的使用建議。戴上護目鏡并穿上防護服,以避免人身傷害。
檢查張緊器上是否有污物積聚。如果張緊器中有污垢沉積,將其除去,并使用安全的溶劑清潔皮帶張緊器。
在發動機關閉但仍然裝有皮帶的情況下,核實頂部和底部的張緊器限位塊不能接觸到張緊器上的凸臺。如果任一限位塊與凸臺接觸,則拆卸皮帶。
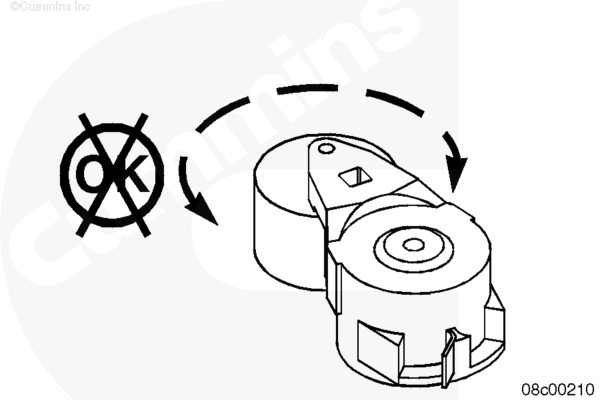
在整個移動范圍內旋轉張緊器。張緊器移動時必須有一定的阻力,否則更換張緊器。
如果檢查正常,檢查皮帶零件號。對于此選裝件號,確保皮帶正確。
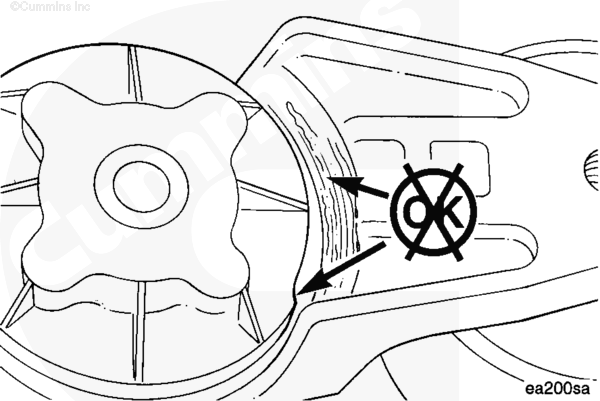
檢查皮帶張緊器皮帶輪和張緊器體有無裂紋。如果發現裂紋,應更換張緊器。
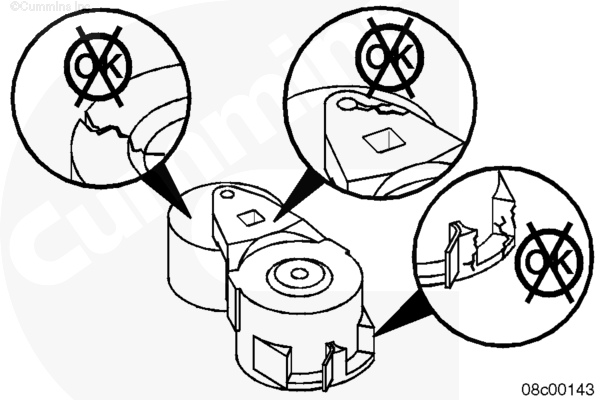
旋轉張緊器皮帶輪。皮帶輪必須能夠轉動自如。如果皮帶輪不能自由旋轉,更換皮帶張緊器。
檢查皮帶張緊器上的樞軸張緊器是否與張緊器或充電機支架的固定的圓形基座接觸。如果是這樣,則樞軸襯套過度磨損。更換皮帶張緊器。
安裝
安裝皮帶張緊器。
安裝并擰緊螺釘。
最后步驟
- 安裝充電機驅動皮帶。參考第 13 節中的步驟 013-005。