康明斯SB、ISBe、ISBe4、QSB4.5、QSB5.9和QSB6.7(共軌燃油系統)維修手冊之發動機缸體、缸體加強板拆卸組裝維修技術規格與標準參數的測量介紹
康明斯SB、ISBe、ISBe4、QSB4.5、QSB5.9和QSB6.7(共軌燃油系統)維修手冊之發動機缸體、缸體加強板拆卸組裝維修技術規格與標準參數的測量介紹
概述
缸體使用鏜孔氣缸取代了缸套。如果發生損壞或磨損,氣缸能夠進行修理。
對于排量為 3.9L 和 5.9L 的發動機,氣缸可以擴大鏜孔兩次,以使用加大尺寸的活塞和活塞環(加大 0.5mm [0.020 in] 和 1mm [0.040 in])。如果缸孔必須被鏜大 1 mm [0.040 in] 以上,也需要安裝維修套筒。參見此步驟中的“加大缸孔和/或修理套筒”部分。
注 : 對于配備排氣再循環(EGR)和船用應用類型的 5.9 L 發動機,如果氣缸擴大鏜孔或安裝修理套筒,必須使用維修專用缸蓋密封墊,以保證燃燒密封環的正確密封。
對于排量為 4.5 L 和 6.7 L 的發動機,氣缸只能擴大鏜孔一次,以使用加大尺寸的活塞和活塞環(加大 0.5mm [0.020 in])。如果缸孔必須被鏜大 0.5 mm [0.020 in] 以上,則可以安裝修理套筒。參見此步驟中的“超缸徑”部分。

初始檢查
在拆卸活塞和連桿總成以前,測量并記錄活塞伸出量。參考第 1 節中的步驟 001-054。
在解體以前測量活塞伸出量有助于決定缸體能否重修表面(如果需要)。
準備步驟
- 拆卸發動機并放在發動機支架上。參考第 0 節中的步驟 000-001。
- 解體發動機。參見第 DS 節 - 發動機解體

初始檢查:
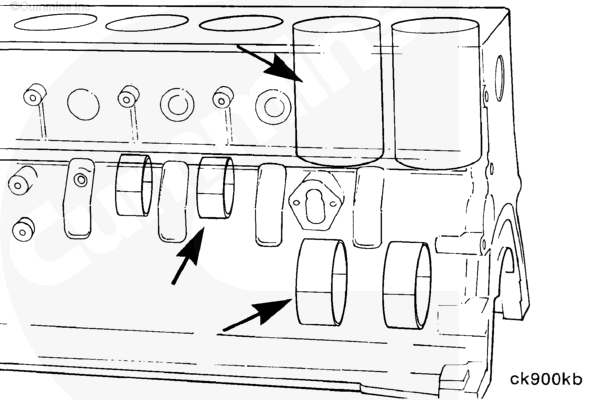
在清潔或進一步解體缸體以前,進行目視檢查,查看有無任何會妨礙繼續使用的損壞(裂紋、磨蝕等)。密切注意缸體的下列區域:
- 主軸承蓋和孔
- 凸輪軸孔
- 缸孔
- 挺桿孔
- 缸體燃燒面
- 油底殼安裝面
- 機油泵安裝區域
- 水泵安裝區域
- 缸體密封面前部和后部
- 機油冷卻器腔。
清潔并檢查能否繼續使用
檢查所有管塞、膨脹塞和直螺紋塞有無損壞或泄漏的跡象。
如果由于碎屑或污染物過多而必須徹底清潔缸體以便繼續使用,根據需要拆卸所有管塞、膨脹塞和直螺紋塞。確保所有機油和冷卻液管道清潔。
參考第 17 節中的步驟 017-002。 參考第 17 節中的步驟 017-007。 參考第 17 節中的步驟 017-011。
WARNING
當使用溶劑、酸或堿性材料清潔時,請遵循制造商的使用建議。戴上護目鏡并穿上防護服,以避免人身傷害。
使用清潔溶劑和非金屬刷清洗缸體機油孔。

徹底清潔所有密封墊密封表面上的所有密封墊殘余物。
WARNING
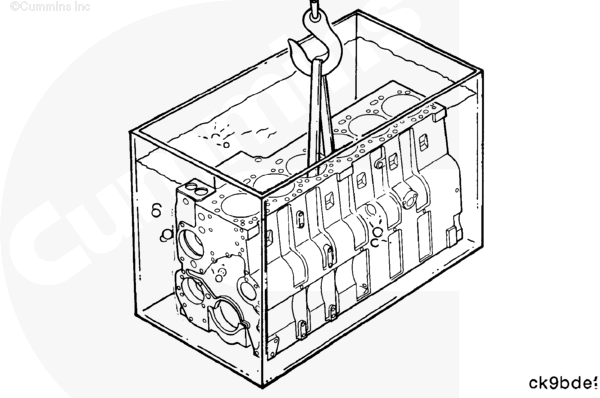
該部件或總成重達 23 kg [50 lb] 以上。若要防止造成嚴重的人身傷害,一定要尋求幫助或使用合適的提升設備來提升此部件或總成。
將缸體從發動機支架上拆下。
WARNING
當使用溶劑、酸或堿性材料清潔時,請遵循制造商的使用建議。戴上護目鏡并穿上防護服,以避免人身傷害。
CAUTION
使用不會損壞凸輪軸襯套的溶液進行清潔。
有關清洗箱,請遵循制造商的操作說明。
使用溶劑時請遵循溶劑制造商的說明。
注 : 康明斯公司不推薦任何特定的清洗溶液。經驗表明,使用加熱到 80 至 95°C [176 至 203°F] 的清洗溶液會取得最佳效果。能夠混合并且過濾清洗溶液的清洗箱會產生最佳效果。
在清洗箱中清洗缸體。
WARNING
使用蒸汽清潔器時,戴上安全眼鏡或防護面罩,并穿上防護服。熱蒸汽可能會造成嚴重的人身傷害。
WARNING
使用壓縮空氣時,戴上合適的護目鏡和防護面罩。飛揚的碎屑和臟物會造成人身傷害。
CAUTION
為了減少發動機損壞的可能,確保從螺釘孔和機油油道中清除所有碎屑。
從清洗箱里取出缸體。
用蒸汽徹底清洗缸體。
用壓縮空氣吹干缸體。
注 : 如果缸體不準備立即使用,涂抹防腐油以防止銹蝕。蓋住缸體以防止污垢粘結到機油上。
缸體清潔后,再次檢查缸體有無會妨礙繼續使用的裂紋、磨蝕和變色。
為了幫助識別缸體中的裂紋,使用裂紋檢測組件(零件號 3375432)。
密切注意缸體的下列區域:
- 主軸承蓋和孔
- 凸輪軸孔
- 缸孔
- 挺桿孔
- 缸體燃燒面
- 油底殼安裝面
- 機油泵安裝區域
- 水泵安裝區域
- 缸體密封面前部和后部
- 機油冷卻器腔。
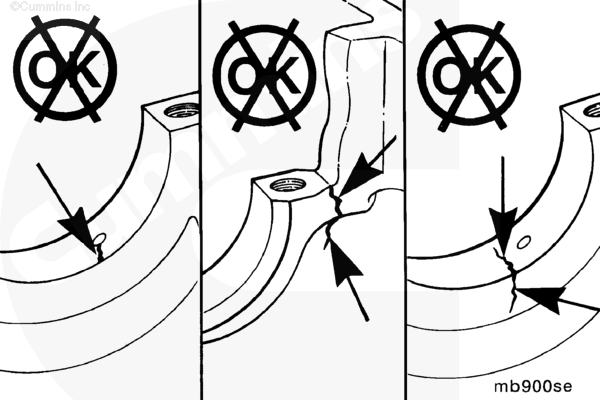
檢查主軸承蓋和主軸承鞍座區域有無裂紋、磨蝕和褪色的跡象。
如果發現任何裂紋,必須更換缸體。
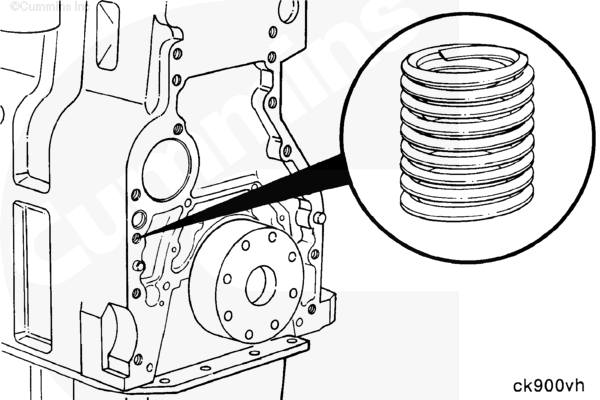
檢查所有螺釘孔有無損壞的螺紋。螺旋螺紋鑲圈可用來修理所有損壞的螺紋。
可用的維修工具螺紋鑲圈:
- 零件號 3377905,用于標準螺紋
- 零件號 3377903,用于公制螺紋
注 : 螺旋螺紋鑲圈不得用來修理主軸承鞍座螺紋螺釘孔。如果損壞,必須更換缸體。
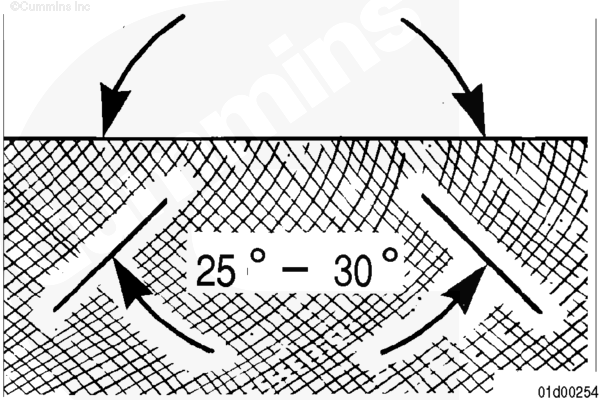
檢查缸孔是否磨光。
沒有磨光的表面具有網紋狀的外觀,線條與缸孔頂部成 25 至 30 度角。
如果需要磨光,參考本步驟的“維修”部分中的磨光信息。

檢查凸輪軸孔有無劃痕、擦傷或過度磨損。
如果發現凸輪軸孔損壞而以前未安裝過凸輪軸襯套,加工凸輪軸孔到加大尺寸,以安裝標準的凸輪軸襯套。關于技術規范,參考此步驟中的“測量”部分。
如果孔的損壞超出加工范圍,或如果以前安裝過凸輪軸襯套,必須更換缸體。不提供加大凸輪襯套。
測量
進行所有缸體測量時,必須將缸體放置在平面上并安裝好主軸承蓋和扭矩板。
如果缸體安裝在發動機支座上和/或未安裝主軸承蓋,測量值會由于扭曲而變得不正確。(缸孔、主軸承孔、凸輪軸孔等)。
檢查未安裝凸輪軸襯套的凸輪軸孔。
|
未安裝凸輪軸的凸輪軸孔直徑(最大) | |||
|
mm |
in | ||
|
凸輪軸孔(以前安裝過凸輪軸襯套) |
59.248 |
最大 |
2.3326 |
|
凸輪軸孔(以前未安裝過凸輪軸襯套) |
54.164 |
最大 |
2.1324 |
如果凸輪軸襯套以前安裝過而且凸輪軸孔不符合技術規范,必須更換缸體。不提供加大凸輪襯套。
如果以前未安裝過凸輪軸襯套的凸輪軸孔損壞或不符合技術規范,凸輪軸孔可以加工成加大尺寸,用來安裝標準的凸輪軸襯套。
將損壞的孔加工至 59.248 mm (2.3326 in) 的最大值以容納標準襯套。
檢查挺桿孔是否有拉痕或過度磨損。
測量挺桿孔。
| 挺桿孔徑 | ||
| mm | in | |
| 16.000 | 最小 | 0.630 |
| 16.055 | 最大 | 0.632 |
注 : 如果挺桿孔不符合技術規范,必須更換缸體。
安裝不帶主軸承的主軸承蓋。參考第 1 節中的步驟 001-006。
擰緊主軸承螺釘。
測量拆卸軸承后的主軸承孔。
| 拆卸軸承后的主軸承孔直徑 | ||
| mm | in | |
| 87.983 | 最小 | 3.4639 |
| 88.019 | 最大 | 3.4653 |
注 : 如果主軸承孔直徑不符合技術規范,檢查主軸承蓋是否安裝在正確的位置和方位上。如果主軸承蓋安裝正確,必須更換缸體。
主軸承螺釘繼續使用測量
CAUTION
在 4.5L 和 6.7L 發動機上必須完成此步。不按繼續使用指南檢查主軸承螺釘會造成發動機嚴重損壞。
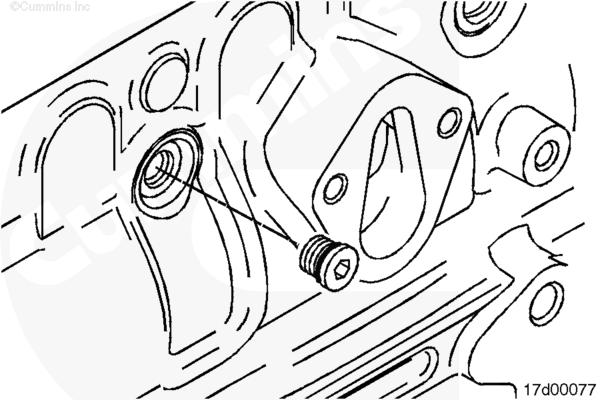
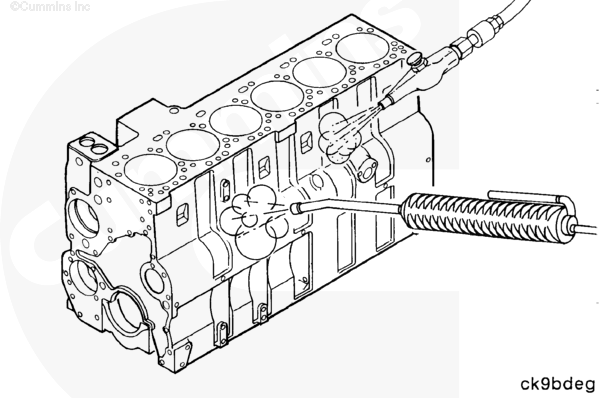
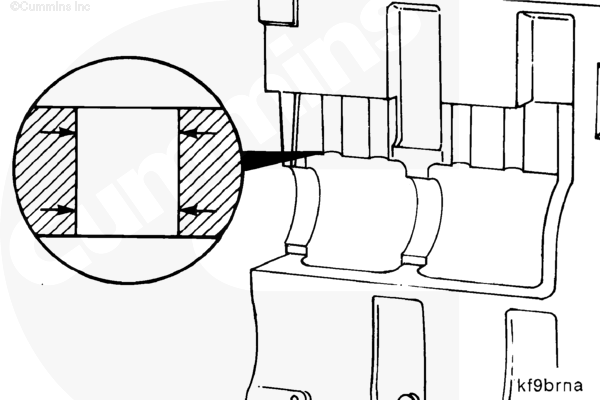
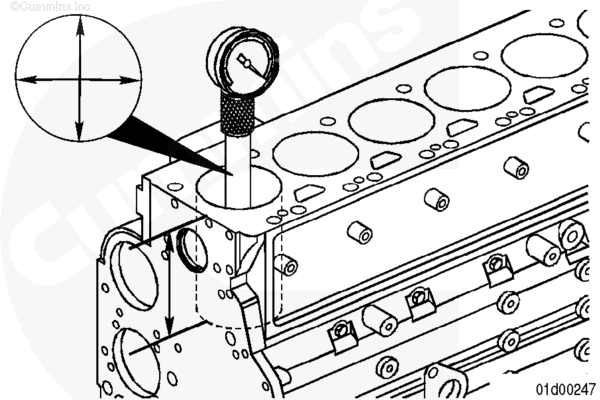
若要檢查主軸承螺釘能否繼續使用,必須按下列方法測量長度:
對于每個已經拆下的主軸承螺釘,如圖所示測量從螺釘頭部下面到螺釘尖端的長度。采用以下兩種方法之一:
- 深度千分尺(保證精度的首選方法)
- 機工尺。
如果測量值大于最大技術規范,必須更換主軸承螺釘。
| 主軸承螺釘螺桿長度 | ||
| mm | in | |
| 120.00 | 最大 | 4.724 |

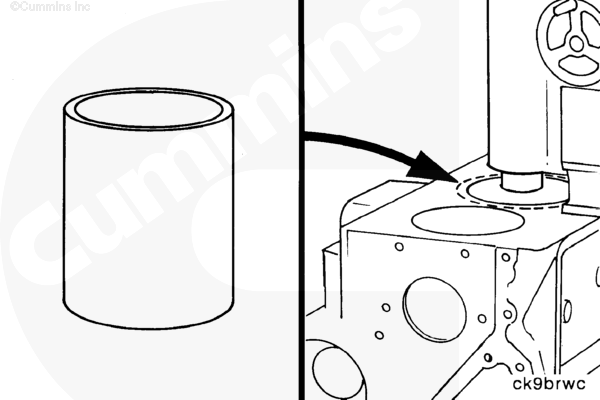
測量缸體整體平面度。
| 缸體平面度 | ||||
| mm | in | |||
| 前端到后端 | 0.076 | 最大 | 0.003 | |
| 左側到右側 | 0.051 | 最大 | 0.002 | |
檢查是否存在局部傾斜或缺陷。如果存在,必須重修缸蓋頂面。
注 : 如果滿足下列兩個標準之一,缸體燃燒面只能重新加工。
- 重新加工表面之后,可以達到正確的活塞伸出量。
- 對于使用分級缸蓋密封墊的發動機,可以使用下一個厚度的缸蓋密封墊來達到正確的活塞伸出量。
對于燃燒面重修,沒有厚度增大的特殊缸蓋密封墊可用。如果不能重修燃燒面來達到正確的活塞伸出量,必須更換缸體。
3.9L 和 5.9L 發動機
CAUTION
不要在距缸體燃燒面 50 mm (1.97 in) 的范圍內測量缸徑。測量將會不準確。
注 : 在缸體測量、磨光或鏜孔時,確保所有主軸承蓋和扭矩板就位而且被適當擰緊。參考第 1 節中的步驟 001-006。
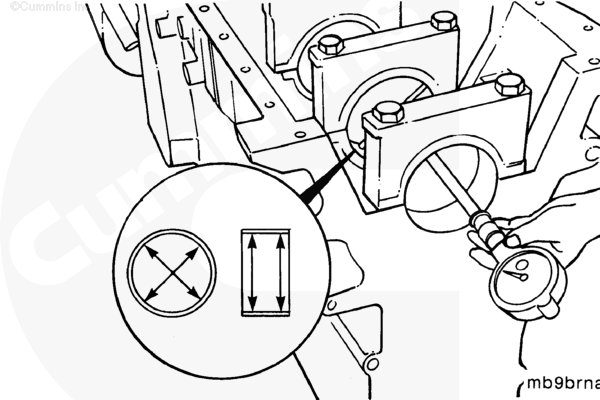
檢查缸孔有無損壞或過度磨損。
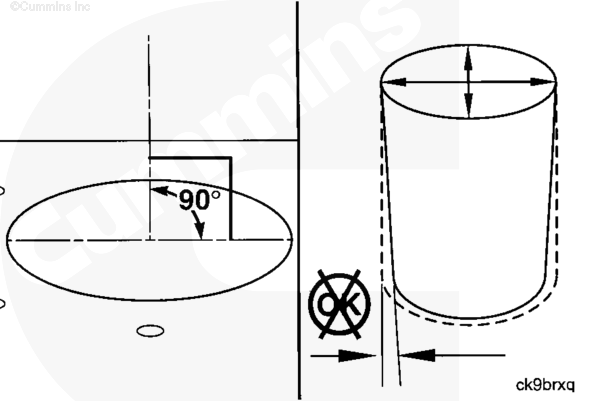
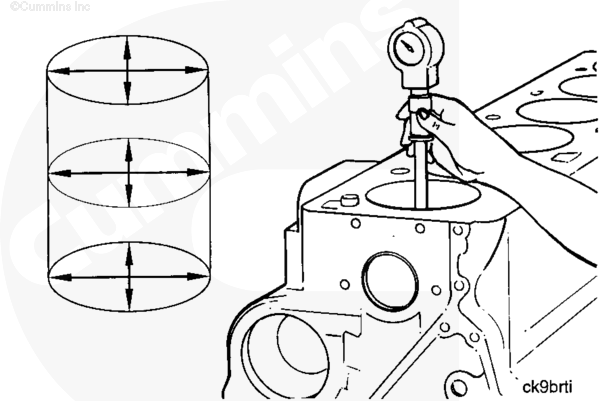
使用內徑千分表在活塞行程區域頂部和底部呈 90 度角的四個位置上分別測量缸孔。
| 缸徑 - 僅 3.9L 和 5.9L 發動機(新缸體) | ||
| mm | in | |
| 102.010 | 最小 | 4.0161 |
| 102.030 | 最大 | 4.0169 |
| 缸徑 - 僅 3.9L 和 5.9L 發動機(舊缸體) | ||
| mm | in | |
| 102.010 | 最小 | 4.0161 |
| 102.050 | 最大 | 4.0177 |
| 失圓度 | ||
| mm | in | |
| 0.038 | 最大 | 0.0015 |
| 錐度 | ||
| mm | in | |
| 0.076 | 最大 | 0.003 |
注 : 對于排量為 3.9L 和 5.9L 的發動機,氣缸可以擴大鏜孔兩次,以使用加大尺寸的活塞和活塞環(加大 0.5mm [0.020 in] 和 1mm [0.040 in])。如果缸孔必須被鏜大 1 mm [0.040 in] 以上,也需要安裝維修套筒。參見此步驟中的“加大缸孔和/或修理套筒”部分。
CAUTION
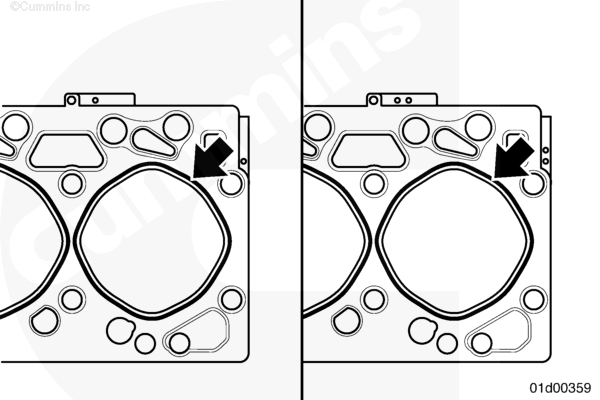
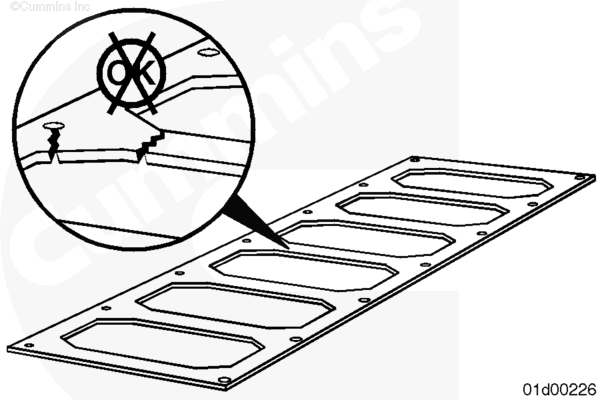
如果缸孔擴大鏜孔或安裝修理套筒,某些 5.9L 發動機需要維修專用的缸蓋密封墊。不安裝正確的缸蓋密封墊將導致發動機損壞。
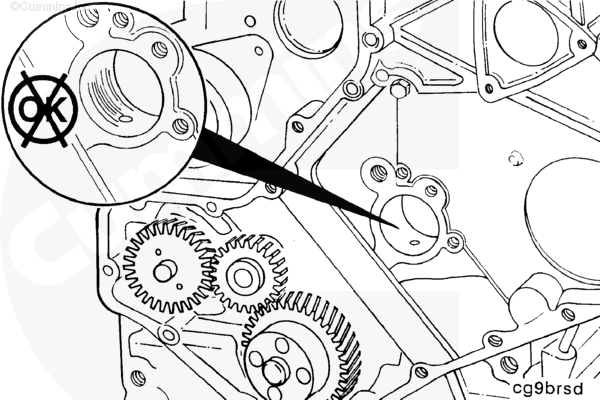
CAUTION
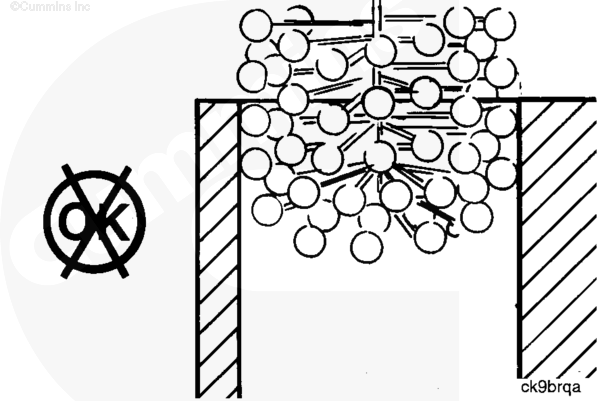
如果缸孔擴大鏜孔或安裝修理套筒,某些 5.9L 發動機需要維修專用的缸蓋密封墊。必須使用維修用密封墊來保證燃燒密封環的適當密封。
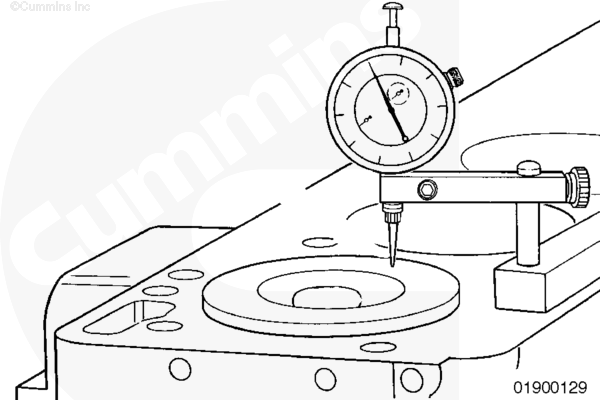
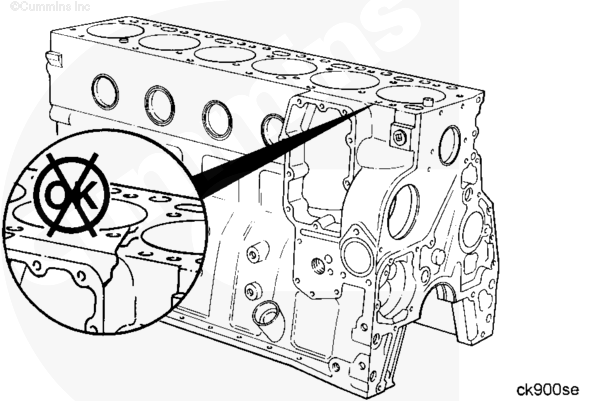
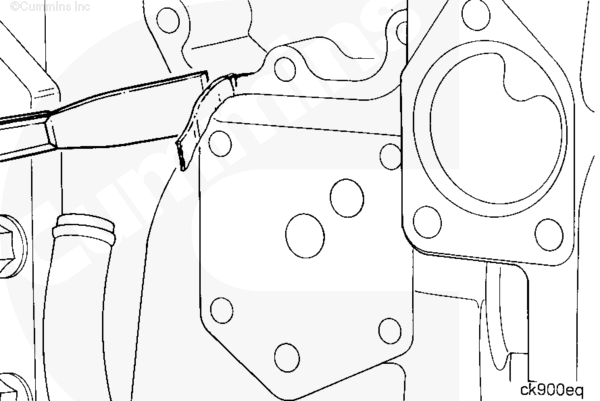
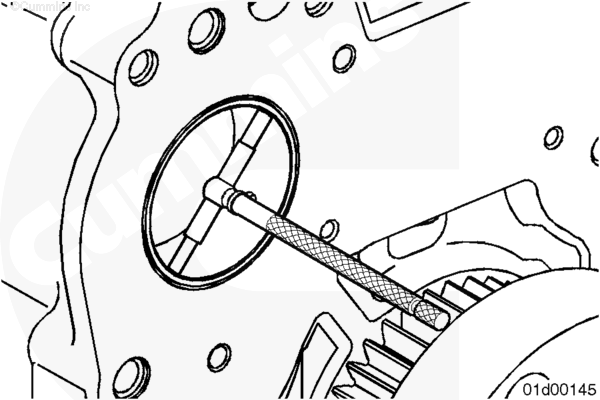
為了確定是否需要維修專用缸蓋密封墊,目視檢查已被拆下的缸蓋密封墊。如果燃燒密封環變成圖示的非圓形狀,必須使用維修用密封墊。
4.5L 和 6.7L 發動機
CAUTION
不要在距缸體燃燒面 50 mm (1.97 in) 的范圍內測量缸徑。測量將會不準確。
注 : 在缸體測量、磨光或鏜孔時,確保所有主軸承蓋和扭矩板就位而且被適當擰緊。參考第 1 節中的步驟 001-006。
檢查缸孔有無損壞或過度磨損。
使用內徑千分表在活塞行程區域頂部和底部呈 90 度角的四個位置上分別測量缸孔。
| 缸徑 - 僅 4.5L 和 6.7L 發動機(新缸體) | ||
| mm | in | |
| 106.990 | 最小 | 4.2122 |
| 107.010 | 最大 | 4.2130 |
| 缸徑 - 4.5L 和 6.7L 發動機(舊缸體) | ||
| mm | in | |
| 106.990 | 最小 | 4.2122 |
| 107.030 | 最大 | 4.2138 |
| 失圓度 | ||
| mm | in | |
| 0.038 | 最大 | 0.0015 |
| 錐度 | ||
| mm | in | |
| 0.076 | 最大 | 0.003 |
注 : 對于排量為 4.5 L 和 6.7 L 的發動機,氣缸只能為使用加大尺寸的活塞和活塞環(加大 0.5mm [0.020 in])擴大鏜孔一次。如果缸孔必須被鏜大 0.5 mm [0.020 in] 以上,則可以安裝修理套筒。參見此步驟中的“加大缸孔和/或修理套筒”部分。
修理
CAUTION
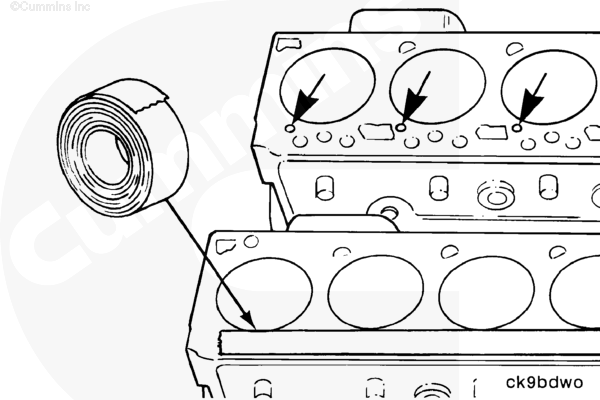
必須采取預防措施以防止任何修理操作中的碎屑進入發動機的機油油道。否則會導致發動機損壞。
在對缸孔進行任何修理之前,一定要用防水膠帶蓋住缸體頂部的機油孔和挺桿孔。
磨光:
磨光能使缸孔表面達到安裝活塞環所需的適當光滑度。磨光必須只能在缸孔仍在技術規范范圍內時進行。
注 : 新的活塞環不能座合在磨光后的缸孔中。
使用球形磨石和 300 至 400 RPM 的轉速,往復頻率為每秒上下各一次。一定要使用等級優良的鏜磨油或 SAE 30W 發動機油和柴油的等量混合物作為鏜磨潤滑劑。
注 : 垂直往復運動必須是沿著整個缸孔長度的平滑連續運動。
在往復來回 10 次后檢查缸孔。
注 : 網紋角度是鉆頭轉速和磨石垂直移動的速度大小共同作用的結果。移動太快或者太慢都會造成網紋角度不正確。
正確拋光的表面具有網紋狀的外觀,線條與缸孔頂部成 25 至 30 度角。

加大缸孔:
如果發現缸孔不符合技術規范或損壞,缸孔表面可以重新磨光以安裝加大尺寸的活塞和活塞環。
鏜缸必須由合格的人員在適當的鏜缸機上進行。必須注意確保氣缸與燃燒面垂直以及處在缸孔錐度和失圓度技術規范范圍內。
遵照鏜缸機制造商的建議調整機器以獲得最高質量的鏜孔。
注 : 下面給出的鏜孔直徑不是最終的缸孔尺寸。將通過最后的鏜磨操作獲得最終的缸徑。
鏜孔直徑尺寸如下:
注 : 每次切削的最大切削深度必須要限定在 0.228 mm [0.009 in]。
| 3.9L 和 5.9L 鏜孔直徑 | |||
| mm | in | ||
| 第一次重鏜 | 102.469 | 標稱 | 4.0342 |
| 第二次重鏜 | 102.969 | 標稱 | 4.0539 |
| B4.5 和 B6.7 發動機缸徑 | |||
| mm | in | ||
| 重鏜孔 | 107.45 | 標稱 | 4.2303 |
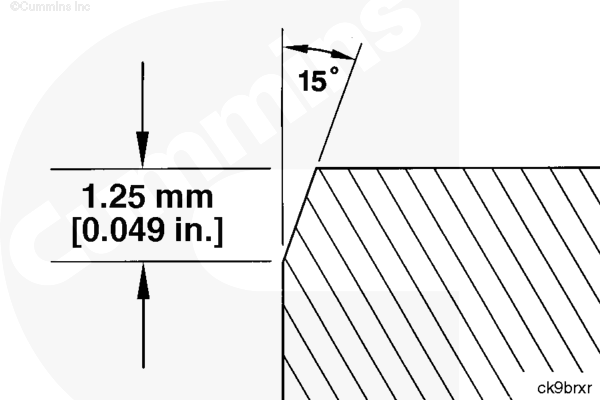
鏜缸后,使用鏜磨油石將孔邊緣以 15 度倒角磨去約 1.25 mm [0.049 in]。
修理套筒:
如果 3.9L 或 5.9L 發動機需要孔徑大于 1.00 mm [0.0394 in] 的加大尺寸孔,或者如果 4.5L 或 6.7L 發動機需要孔徑大于 0.50 mm [0.0197 in] 的加大尺寸孔,則必須重新重鏜缸孔并安裝維修套筒。安裝修理套筒后可以使用標準尺寸的活塞和活塞環。
為了準備安裝修理套筒,將需要安裝修理套筒的氣缸鏜至:
| 3.9L 和 5.9L 機加工孔直徑 (A) | ||
| mm | in | |
| 104.500 | 最小 | 4.1140 |
| 104.515 | 最大 | 4.1146 |
| 4.5L 和 6.7L 機加工孔直徑 (A) | ||
| mm | in | |
| 109.700 | 最小 | 4.3189 |
| 109.715 | 最大 | 4.3195 |
深度:
| 缸孔深度 (B) | ||
| mm | in | |
| 192.65 | 最大 | 7.5846 |
這會在氣缸底部形成一個大約 6.35 mm [0.25 in] 厚 (C) 的臺階,修理襯套就安放在它的上面。

鏜孔后在安裝修理套筒以前應徹底清除缸孔中的所有金屬屑、碎片和機油。
每安裝一個套筒,就在該缸孔的頂部涂抹一層 Loctite® 620。
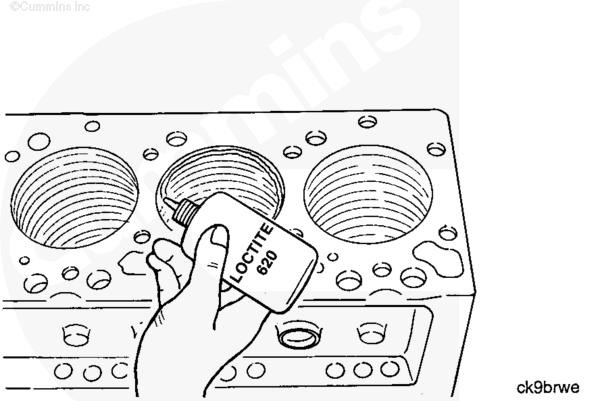
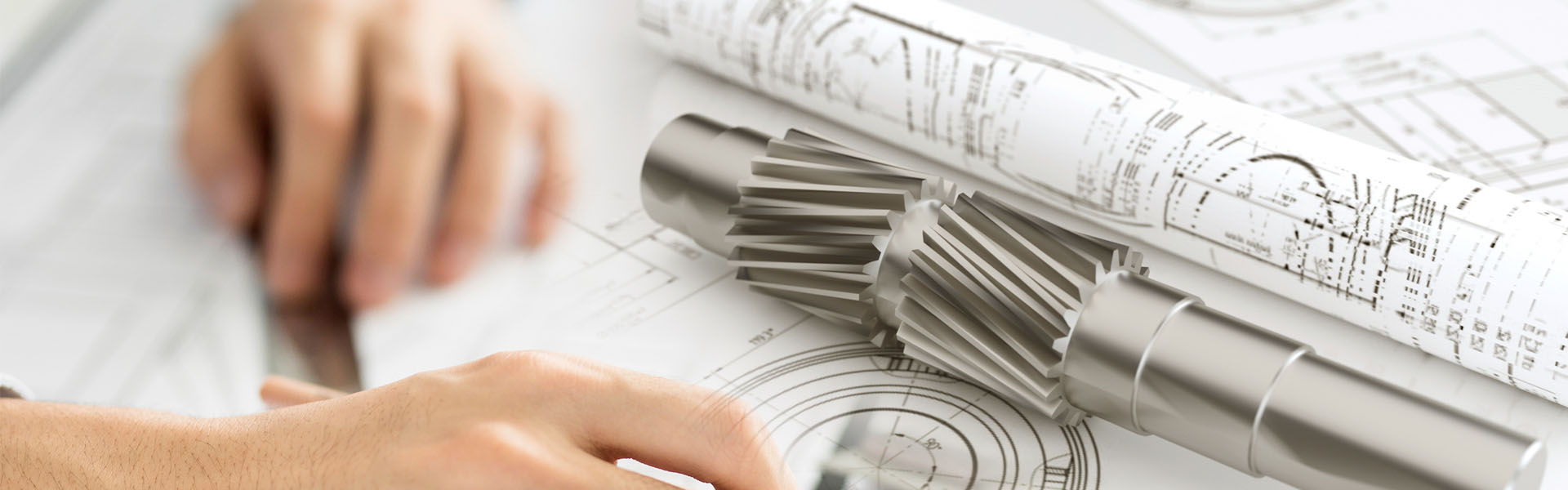
使用套筒沖頭(零件號 3823230,對于 102 mm [4.0157 in];和零件號 2892407,對于 107 mm [4.2126 in])將修理套筒壓入或沖入缸孔中,使其接觸到缸孔底部的臺階。

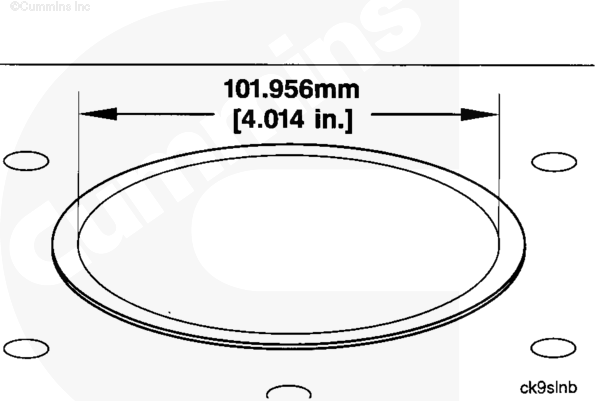
3.9L 和 5.9L 系列發動機
- 將安裝好的套筒鏜至 101.956 mm [4.014 in]。
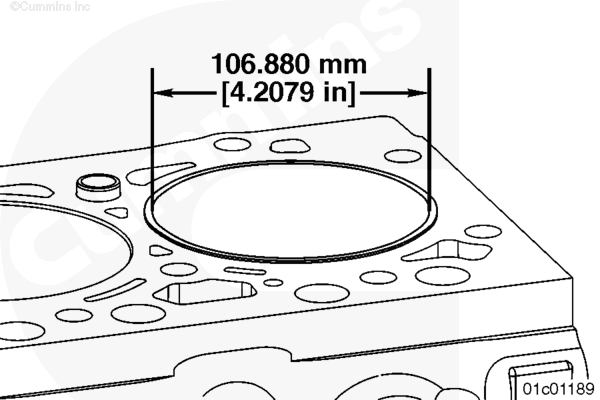
4.5L 和 6.7L 系列發動機
- 將安裝好的套筒鏜至 106.880 mm [4.2079 in]。
加工套筒的頂部,使高于燃燒面的突出量小于 0.050 mm [0.0019 in]。

鏜缸后,使用鏜磨油石將孔邊緣以 15 度倒角磨去約 1.25 mm [0.049 in]。
在氣缸加大尺寸鏜孔或修理套筒鏜孔之后,氣缸需要進行兩個階段的鏜磨過程來拋光缸孔。推薦使用高品質的發動機缸孔鏜磨專用設備。
注 : 拋光氣缸壁(需重鏜和/或安裝修理套筒)建議只使用球形磨石。
正確磨光的缸孔表面具有網紋狀的外觀,線條與缸孔頂部成 25 至 30 度角。
磨光/精磨后,使用熱水和洗滌劑的高濃度溶液清洗缸孔。

WARNING
使用壓縮空氣時,戴上合適的護目鏡和防護面罩。飛揚的碎屑和臟物會造成人身傷害。
CAUTION
磨光/精磨后立即清洗缸孔。否則會損壞發動機。
清洗孔,直到清除清潔劑。
用壓縮空氣吹干缸體。
WARNING
使用壓縮空氣時,戴上合適的護目鏡和防護面罩。飛揚的碎屑和臟物會造成人身傷害。
WARNING
當使用溶劑、酸或堿性材料清潔時,請遵循制造商的使用建議。戴上護目鏡并穿上防護服,以避免人身傷害。
CAUTION
確保在完成清洗過程后,除去蓋住挺桿孔的膠帶。否則會損壞發動機。
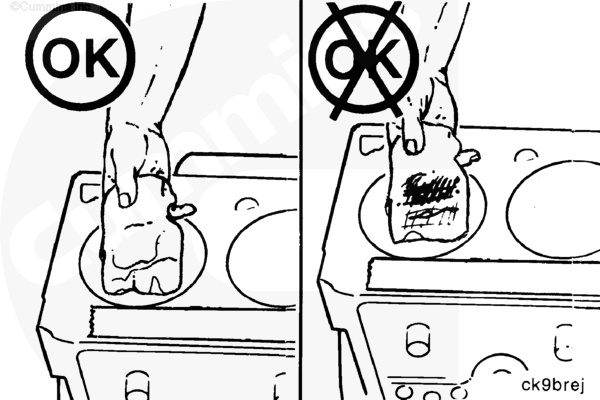
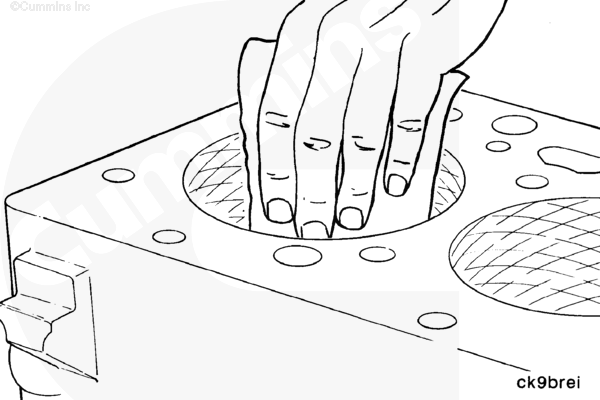
用白色、不起毛、略微浸有機油的布擦拭缸孔,檢查干凈程度。如果仍有顆粒殘留物,重復清潔過程,直到清除了所有殘留物。
使用溶劑清洗缸孔。用壓縮空氣吹干缸體。
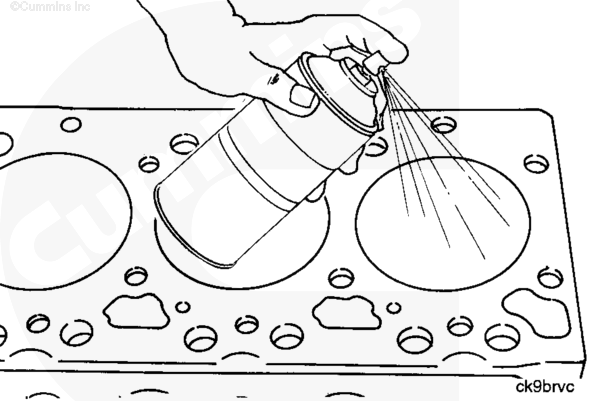
如果缸體不會馬上使用,用防銹劑涂抹所有機加工表面。
確保蓋住缸體,防止灰塵和碎片在缸體內外聚集。
如果更換缸體或使用以前存放的缸體,在使用前一定要清除掉缸孔、密封墊密封區和主軸承孔中的所有機油/防銹劑。
B3.9、B4.5 和 B5.9 發動機鏜磨流程
使用 300 至 400 RPM 的鏜磨轉速,往復頻率為每秒上下各一次。確保使用優質的鏜磨油。對于第一階段鏜磨或粗磨,使用軟(快速切削)的 80 號碳化硅磨石。在此階段中將氣缸磨至最終尺寸。
對于第二階段鏜磨或精鏜,使用中等硬度的 285 號碳化硅磨石。鏜磨氣缸 15 至 20 次,產生適當的網紋。
| B3.9、B4.5 和 B5.9 系列發動機鏜缸尺寸 | |||
| mm | in | ||
| 標準缸孔/修理套筒 | 102.000 | 最小 | 4.0157 |
| 102.040 | 最大 | 4.0173 | |
| 第一次重鏜 | 102.500 | 最小 | 4.0354 |
| 102.540 | 最大 | 4.0370 | |
| 第二次重鏜 | 103.000 | 最小 | 4.0551 |
| 103.040 | 最大 | 4.0567 | |
| B4.5 RGT 和 B6.7 系列發動機鏜磨尺寸 | |||
| mm | in | ||
| 標準缸孔/修理套筒 | 106.990 | 最小 | 4.2122 |
| 107.010 | 最大 | 4.2130 | |
| 重鏜孔 | 107.490 | 最小 | 4.2319 |
| 107.510 | 最大 | 4.2327 | |

B6.7 和 B4.5 RGT 發動機鏜磨流程
對于第一階段鏜磨或粗鏜,使用 160 粒度金剛石磨石。將氣缸鏜磨至最大尺寸 106.9873 [4.2120 in]。
對于第二階段鏜磨或精鏜,使用 280 粒度碳化硅磨石。將氣缸鏜磨至最小尺寸 106.990 mm [4.2122 in](最大尺寸 107.000 mm [4.2125 in])。使用 Plateau 鏜磨工具 (PHT) 擦磨 10 至 12 次。
正確磨光的缸孔表面具有網紋狀的外觀,線條與缸孔頂部成 25 至 30 度角。
磨光/精磨后,使用熱水和洗滌劑的高濃度溶液清洗缸孔。
WARNING
使用壓縮空氣時,戴上合適的護目鏡和防護面罩。飛揚的碎屑和臟物會造成人身傷害。
CAUTION
磨光/精磨后立即清洗缸孔。否則會損壞發動機。
清洗孔,直到清除清潔劑。
用壓縮空氣吹干缸體。
WARNING
使用壓縮空氣時,戴上合適的護目鏡和防護面罩。飛揚的碎屑和臟物會造成人身傷害。
WARNING
當使用溶劑、酸或堿性材料清潔時,請遵循制造商的使用建議。戴上護目鏡并穿上防護服,以避免人身傷害。
CAUTION
確保在完成清洗過程后,除去蓋住挺桿孔的膠帶。否則會損壞發動機。
用白色、不起毛、略微浸有機油的布擦拭缸孔,檢查干凈程度。如果仍有顆粒殘留物,重復清潔過程,直到清除了所有殘留物。
使用溶劑清洗缸孔。用壓縮空氣吹干缸體。
如果缸體不會馬上使用,用防銹劑涂抹所有機加工表面。
確保蓋住缸體,防止灰塵和碎片在缸體內外聚集。
如果更換缸體或使用以前存放的缸體,在使用前一定要清除掉缸孔、密封墊密封區和主軸承孔中的所有機油/防銹劑。
準備步驟
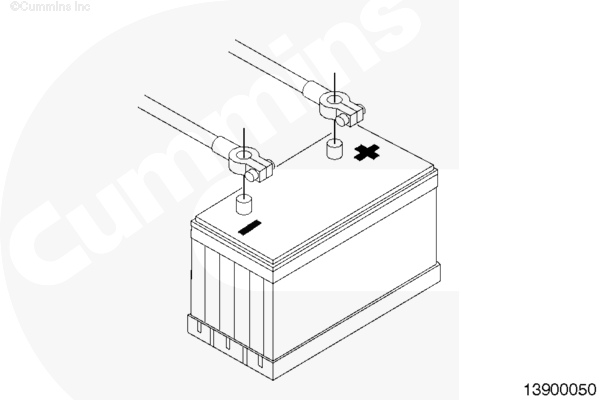
WARNING
蓄電池可能有易爆性氣體逸出。為避免人身傷害,在維護蓄電池前,必須保持發動機艙通風良好。為了避免產生電弧,應首先拆下負極 (-) 蓄電池電纜,并最后連接負極 (-) 蓄電池電纜。
斷開蓄電池。
WARNING
美國的一些州和聯邦機構已經認定使用過的機油有致癌作用,而且能產生生殖疾病。應避免吸入機油蒸汽、誤吞以及長時間接觸用過的機油。
WARNING
為了減小人身傷害的可能性,應避免皮膚直接接觸熱機油。
排放機油。參考步驟 007-037
拆下油底殼。參考步驟 007-025
拆下機油吸油管。參考步驟 007-035
拆卸
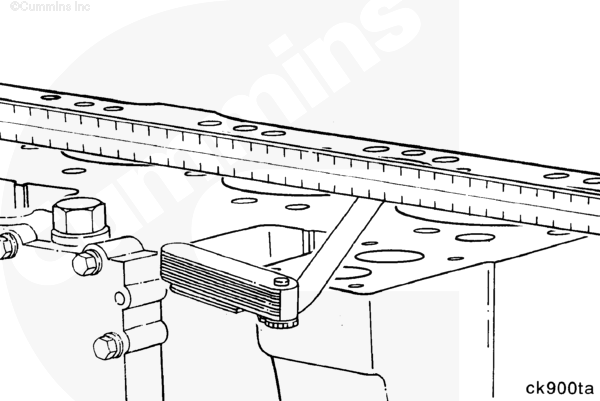
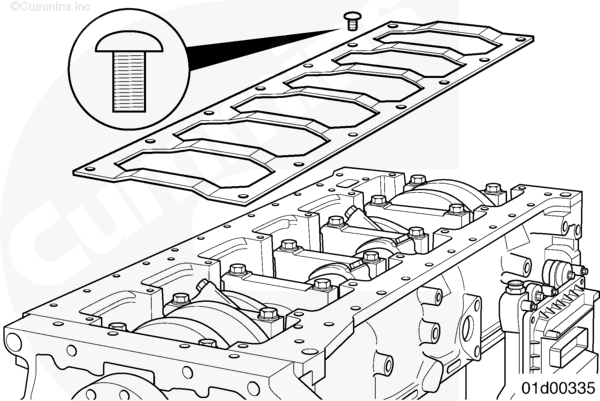
注 : 對于有些油底殼/吸油管配置,緊鄰吸油管的缸體加強板螺栓可能與其他的螺栓不同。如果配備,注意安裝螺釘的位置。有些應用中使用低螺釘頭的螺釘可確保吸油管和缸體加強板安裝螺釘之間有足夠的間隙。
拆下螺釘和缸體加強板。
清潔并檢查能否繼續使用
WARNING
當使用溶劑、酸或堿性材料清潔時,請遵循制造商的使用建議。戴上護目鏡并穿上防護服,以避免人身傷害。
WARNING
使用壓縮空氣時,戴上合適的護目鏡和防護面罩。飛揚的碎屑和臟物會造成人身傷害。
用溶劑清潔缸體加強板。用壓縮空氣吹干。
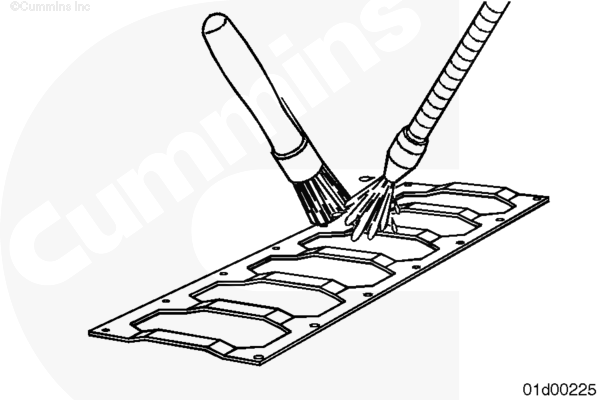
檢查缸體加強板是否有裂紋。如果發現有損壞進行更換。
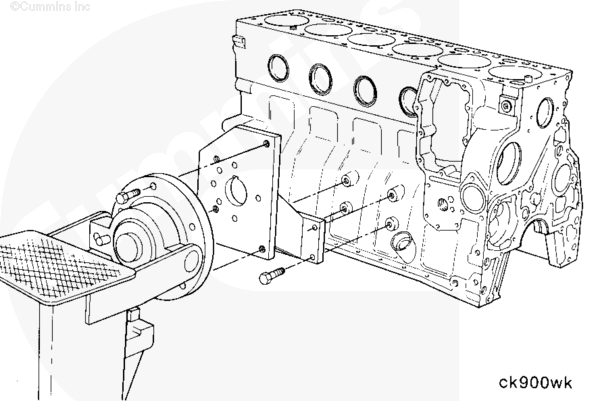
安裝
注 : 必須安裝缸體加強板以便彎曲中央肋使之偏離缸體,確保與缸體主蓋之間的正確間隙。
注 : 有些 6 缸發動機使用 4 缸缸體加強板。安裝缸體加強板時,確保它位于缸體中部。
注 : 對于有些油底殼/吸油管的配置,其中有一個缸體加強板的安裝螺栓與其余螺栓不同。這個有低螺釘頭的螺釘應安裝在與吸油管安裝位置相鄰的開口處。有些應用中使用低螺釘頭的螺釘可確保吸油管和缸體加強板安裝螺釘之間有足夠的間隙。
安裝缸體加強板,讓帶有凹槽的缸體加強板外延部分與位于發動機前部的吸油管安裝位置相鄰。
安裝缸體加強板安裝螺釘。
- 1. 43 n•m [ 32 ft-lb ]