產(chǎn)品中心
強鹿柴油發(fā)動機氣閥門/氣門彈簧
強鹿柴油發(fā)動機氣閥門/氣門彈簧
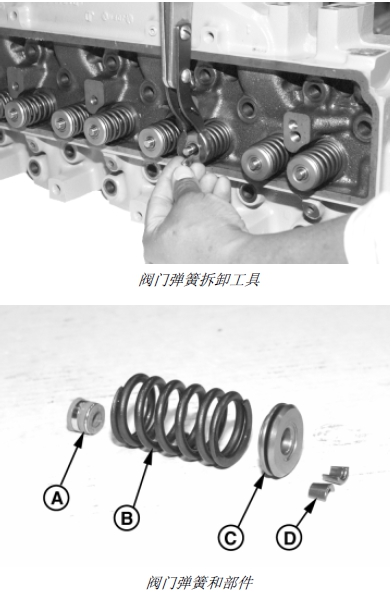
注意: 可用一小塊磁鐵吸出閥門鎖瓣。
1. 用 JDE138 閥門彈簧壓縮器盡量壓縮閥門彈簧,以便拆下閥門鎖瓣 (D)。
2. 松開彈簧并拆下閥門旋轉(zhuǎn)器 (C) 和閥門彈簧 (B)。
3. 從汽缸蓋上拆下閥門。
注意: 標(biāo)記所有部件,以便重新安裝時可裝回原來的位置。
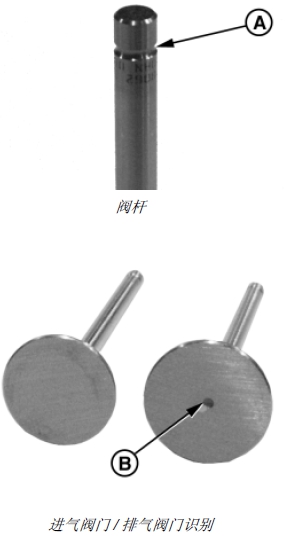
4. 從閥門導(dǎo)座上拆下閥桿密封圈 (A) (如果配備)。
A – 閥桿密封圈
B – 閥門彈簧
C – 閥門旋轉(zhuǎn)器
D – 閥門鎖瓣
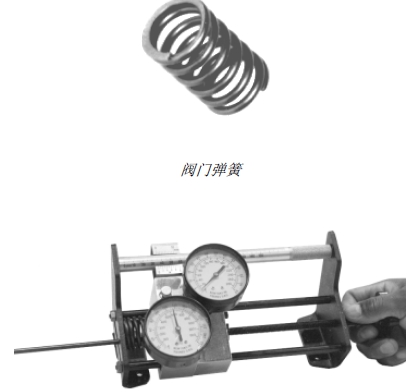
檢查并測量閥門彈簧
1. 檢查閥門彈簧是否對齊、磨損和破損。
2. 使用 D01168AA 彈簧壓縮測試器檢查閥門彈簧張力。
壓縮后的高度必須在以下給出的技術(shù)規(guī)格范圍內(nèi)。
閥門彈簧-技術(shù)規(guī)格
彈簧無壓縮時的長度 0 牛頓(0 磅外力) 1 -高度 . . . . . . . . . . . . . . . . . . . 54.0 毫米(2.125 英寸)
彈簧壓縮 240 - 280 牛頓(54 - 62 磅外力)-高度 . . . . . . . . . . . . . . . . 46.0 毫米(1.81 英寸)
彈簧壓縮 590 - 680 牛頓(133 - 153 磅外力)-高度 . . . . . . . . . . . . . . 34.5 毫米(1.36 英寸)
檢查閥門旋轉(zhuǎn)器
閥門旋轉(zhuǎn)器不能維修。閥門更換或重新磨制后,應(yīng)更換閥門旋轉(zhuǎn)器。
保證閥門旋轉(zhuǎn)器能夠左右自如轉(zhuǎn)動。如有故障,應(yīng)更換。

清洗閥門
1. 用手拿著閥門,緊抵住臺式磨床的軟線輪上清潔。
重要提示: 閥桿上殘留的積碳會影響閥門磨光機的對齊。不要使用鋼絲輪打磨閥桿電鍍部分。使用鋼絲絨或細砂布打磨閥桿,以去除鋼刷留下的擦痕。
2. 一定要清除所有位置上的積碳,包括閥門、閥門表面和閥桿非鍍層部分。
檢查和測量閥門
1. 清洗和檢查閥門、閥桿、閥桿頭和閥門鎖瓣槽 (A)。
更換磨損或損壞的閥門。
技術(shù)規(guī)格
進氣閥門-外徑 . . . . . . . . . . . . . . . . . . . . . . . . . . . 46.47 - 46.73 毫米(1.830 - 1.840 英寸)
排氣閥門-外徑 . . . . . . . . . . . . . . . . . . . . . . . . . . . 42.37 - 42.63 毫米(1.668 - 1.678 英寸)
注意: 進氣閥門的閥門外徑較大,也可以通過閥門的凹孔 (B) 來識別進氣閥門。
A – 閥門鎖瓣槽
B – 凹孔
2. 測量閥桿外徑。測量閥桿外徑,記錄測量數(shù)據(jù)并與閥門導(dǎo)管內(nèi)徑相比較。(請參閱本章中的“測量閥門導(dǎo)管內(nèi)徑”部分。)
技術(shù)規(guī)格
進氣閥桿-外徑 . . . . . . . . . . . . . . . . . . . . . . . . . . . 7.864 - 7.884 毫米(0.3096 - 0.3104 英寸)
排氣閥桿-外徑 . . . . . . . . . . . . . . . . . . . . . . . . . . . 7.848 - 7.874 毫米(0.3090 - 0.3100 英寸)
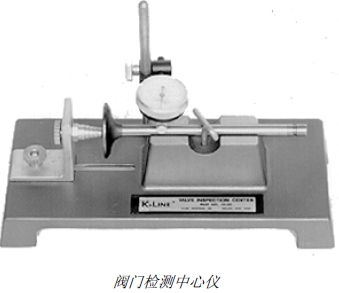
3. 使用閥門檢查中心,確定閥門是否超出圓度,是否彎曲或變形。
技術(shù)規(guī)格
閥門表面-最大徑向跳動(進氣和排氣) . . . . . . . . . . . . . . . . . . 0.038 毫米(0.0015 英寸)
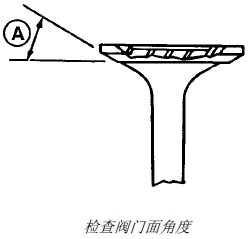
打磨閥門
重要提示: 打磨閥門表面時,不要在閥門到閥桿的區(qū)域磨出溝槽。溝槽可能導(dǎo)致閥門斷裂。打磨后銼掉所有銳邊。
將可維修的閥門進行表面打磨,使其達到指定的角度 (A)。
技術(shù)規(guī)格
閥門-面角度 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 29.25° ± 0.25°
A – 閥門面角度