產(chǎn)品中心
約翰迪爾柴油發(fā)動機研磨閥氣門座圈方法
約翰迪爾柴油發(fā)動機研磨閥氣門座圈方法
重要提示: 只應(yīng)由熟悉該設(shè)備并且具備維修能力的經(jīng)驗豐富的技術(shù)人員研磨閥門座。為維護閥門導(dǎo)管孔到閥門座的偏心,研磨閥門座時應(yīng)保持閥門導(dǎo)管和工作區(qū)域干凈。
研磨閥門座會增加閥門座寬度和在汽缸蓋中的閥門下沉量。禁止過度研磨。閥門座研磨修復(fù)只需要幾鈔鐘的時間。必須使用油石,才能保持指定的閥門座角度。
應(yīng)支撐起研磨器的重量,以防止油石上的壓力過大。
為使閥門面與閥門座密封更緊,閥門座研磨后應(yīng)修飾所有棱角。
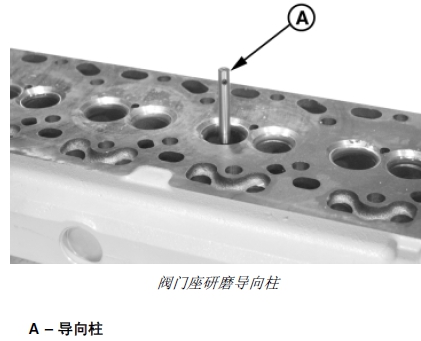
1. 在閥門導(dǎo)管孔內(nèi)安裝配套的導(dǎo)向柱 (A)。
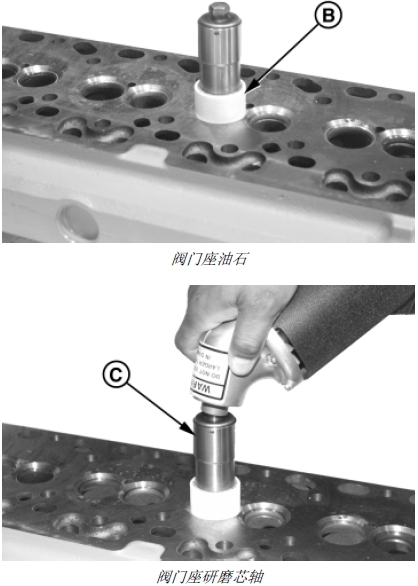
2. 在芯軸(C) 上安裝相應(yīng)的油石(B) 并裝入閥門座內(nèi)。
B – 油石
C – 柄軸
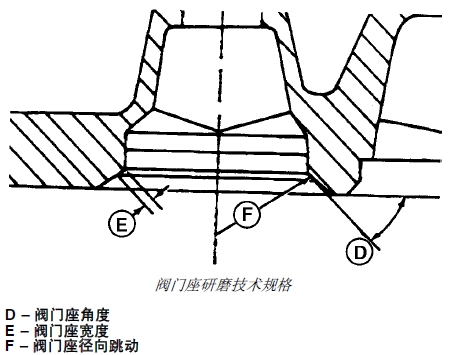
3. 用 JT05893 重型閥門座研磨套件,按照以下技術(shù)規(guī)格的要求研磨閥門座:
技術(shù)規(guī)格
閥門座研磨-閥門座角度 (D) . . . 30°
閥門座寬度 (E) . . . 1.50 - 2.00 毫米(0.059 - 0.079 英寸)
最大閥門座徑向跳動 (F) . . . . . . . . 0.08 毫米(0.003 英寸)
4. 用游標(biāo)卡尺或檢尺測量閥門座寬度。如果閥門座過寬,則改用窄油石以縮小寬度。
注意: 改用窄油石將改變閥門座頂角并縮小閥門座部分的外徑。閥門座寬度的變化會改變閥門表面與閥門座的最佳接觸。如果閥門座過窄,閥門可能燒傷或侵蝕。
5. 如果閥門放置不正確,應(yīng)使用偏心表 (A) 檢查閥門座偏心度。使用一個新的或重新研磨后的閥門,并在發(fā)藍處理后檢查閥門座和閥門面之間的間隙。如有必要,使用研磨工具和研磨復(fù)合劑將閥門研磨為適合閥門座的大小。必要時,更換閥門和閥門鑲?cè)Α?/P>
6. 打磨后,安裝新的或重新研磨的閥門并檢查汽缸蓋中閥門下沉量。(參見本章前面的“測量缸蓋閥門下沉”部分。)
A – 偏心表
