柴油發動機前正時齒輪齒隙的調整方法
柴油發動機前正時齒輪齒隙的調整方法
1. 從正時齒輪蓋上卸下凸輪軸齒輪檢修蓋。(請參閱第040 章的“拆卸正時齒輪室蓋”。)
2. 從汽缸蓋上卸下搖臂罩蓋。(請參閱第 020 章的“拆卸和安裝搖臂罩蓋”部分。)
重要提示: 調整正時齒輪齒隙前應該完整安裝搖臂總成。
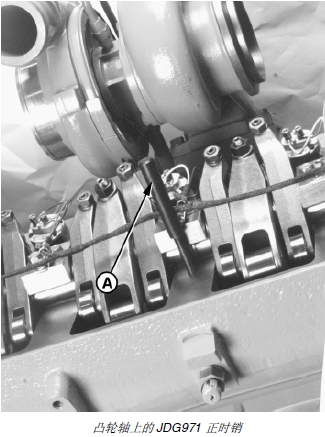
3. 用 JDG820 飛輪旋轉工具 (B) 旋轉發動機,將凸輪軸鎖定在 1 號壓縮沖程上止點,直到 JDG971 正時銷(A) 完全嚙合在凸輪軸的正時槽 (D) 里。旋轉發動機時,通過凸輪軸正時銷鏜孔觀看凸輪軸正時凸緣來確定合適的正時槽。當正時銷插入槽 (D) 時,雙正時槽(E) 大約在 11 點的位置(從發動機后面看)。這樣能使發動機鎖定在 1 號汽缸壓縮沖程的上止點。一號汽缸上的進氣和排氣搖臂應松弛。
重要提示: 旋轉發動機飛輪時,在凸輪軸正時凸緣上的雙槽在接近時鐘 11 時位置(從發動機后端看)前,禁止將正時銷完全插入汽缸體曲軸正時孔內,以避免曲軸配重使正時銷彎曲。
4. 卸下塞子,并將第二個 JDG971 正時銷 (C) 插入缸體右手側的曲軸正時孔里。用 JDG820 旋轉工具前后旋轉發動機飛輪,直到正時銷 (C) 進入曲軸配重塊的正時槽里。
A- JDG971 正時銷
B- JDG820 飛輪旋轉工具
C- JDG971 正時銷
D- 單正時槽
E- 雙正時槽

在這個區域里,曲軸驅動齒輪的鍵槽應該在 12 點位置,拆下減震器后可以看見。這是 1 號汽缸壓縮沖程的上止點。它還帶有安裝在凸輪軸上的正時銷和曲軸槽,這將保證凸輪軸與曲軸的正時在技術規格范圍內。
5. 擰松所有 6 個凸輪軸齒輪固定座帶帽螺釘。
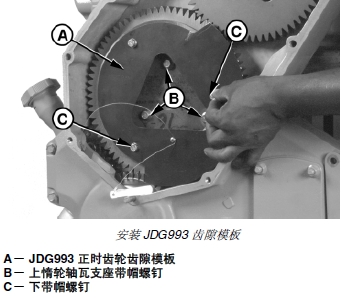
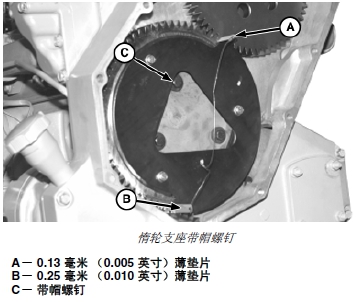
6. 擰松三個上惰輪軸瓦支座帶帽螺釘 (B),這樣就可以用手移動支座了。為了便于組裝不要擰松不必要的帶帽螺釘。
注意: 模板的上孔比較大,適合安裝上帶帽螺釘。這可以確保安裝時模板位于正確的位置。
7. 從上惰輪止推盤上卸下下面兩個帶帽螺釘 (C),如圖所示裝上 JDG993 正時齒輪輪隙模板 (A)。
技術規格
上惰輪止推盤帶帽螺釘-初始扭矩. . . . . 35 牛頓米(26 磅- 英尺)
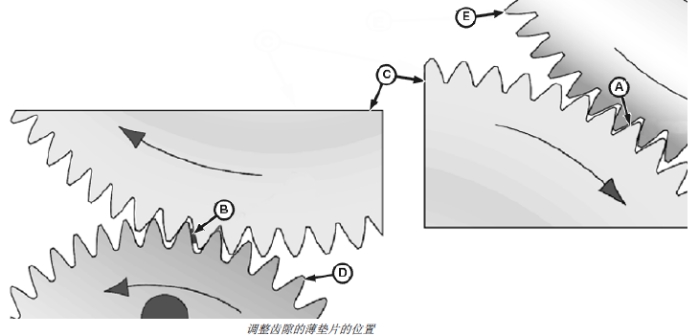
A- 0.13 毫米(0.005 英寸)薄墊片
B- 0.25 毫米(0.010 英寸)薄墊片
C- 惰輪
D- 油泵齒輪
E- 凸輪軸齒輪
8. 如圖所示,將薄墊片(A 和 B)安放在緊靠齒隙模板上翼片的一側(未加載的)。另外,薄墊片也要放在嚙合最深的齒輪齒之間。
• 在惰輪和凸輪軸齒輪齒隙之間使用 0.13 毫米(0.005 英寸)薄墊片 (A)。
• 在惰輪和油泵齒輪齒隙之間使用 0.25 毫米(0.010英寸)薄墊片 (B)。
技術規格
凸輪軸齒輪與上惰輪-齒隙. . . . . . 0.13 毫米(0.005 英寸)
油泵齒輪與上惰輪-齒隙. . . . . . . . 0.25 毫米(0.010 英寸)
重要提示: 擰緊惰輪帶帽螺釘之前或之后一定要塞緊齒輪齒之間的兩片薄墊片。
9. 齒輪的重量會將惰輪和支座總成固定在薄墊片(A 和B)之間,因此兩個薄墊片繃得很緊,不會從齒輪齒上掉下來。
10. 依次卸下三個惰輪支座的帶帽螺釘 (C),并涂抹上LOCTITE® 242 螺紋固定和密封劑。重新安裝并按技術規格擰緊。
技術規格
上惰輪止推盤帶帽
螺釘-初始扭矩. . . . . 35 牛頓米(26 磅- 英尺)
齒輪齒間的兩個薄墊片必須固定牢靠。
11. 按照技術規格擰緊惰輪支座的帶帽螺釘。
技術規格
上惰輪止推盤帶帽
螺釘-最終扭矩. . . . . 35 牛頓米(26 磅- 英尺)
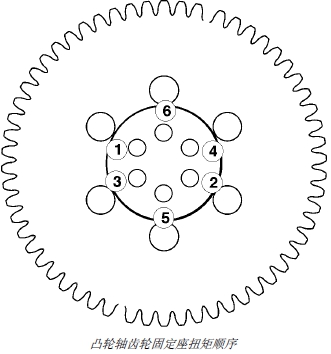
12. 按照圖中所示順序依次卸下曲軸彈簧上的 6 個帶帽螺釘,并涂上 LOCTITE® 242 螺紋緊固密封劑。重新安裝并按技術規格擰緊。
技術規格
凸輪軸齒輪固定座與凸輪軸-最終扭矩. . 100 牛頓米(74 磅- 英尺)
13. 然后,根據圖中的順序按技術規格擰緊帶帽螺釘。
技術規格
凸輪軸齒輪固定座與凸輪軸-二次扭矩. 150 牛頓米(110 磅- 英尺)
14. 最后,根據圖中的順序按技術規格擰緊帶帽螺釘。
技術規格
凸輪軸齒輪固定座與凸輪軸-最終扭矩. 150 牛頓米(110 磅- 英尺)
15. 卸下惰輪止推盤下面兩個帶帽螺釘和齒隙模板,旋轉發動機飛輪,卸下薄墊片。將這兩個帶帽螺釘涂上LOCTITE® 242 螺紋固定和密封劑。重新安裝并按技術規格擰緊。
技術規格
上惰輪止推盤帶帽螺釘-最終扭矩. . . . . 35 牛頓米(26 磅- 英尺)