產(chǎn)品中心
康明斯QS K50 MCRS 發(fā)動機氣門調(diào)整方法間隙調(diào)整技巧維修保養(yǎng)資料
康明斯QS K50 MCRS 發(fā)動機氣門調(diào)整方法間隙調(diào)整技巧維修保養(yǎng)資料
![]()
康明斯QS K50 MCRS 發(fā)動機氣門調(diào)整方法間隙調(diào)整技巧維修保養(yǎng)資料
注: 下述步驟適用于。QS K50 MCRS 發(fā)動機
|
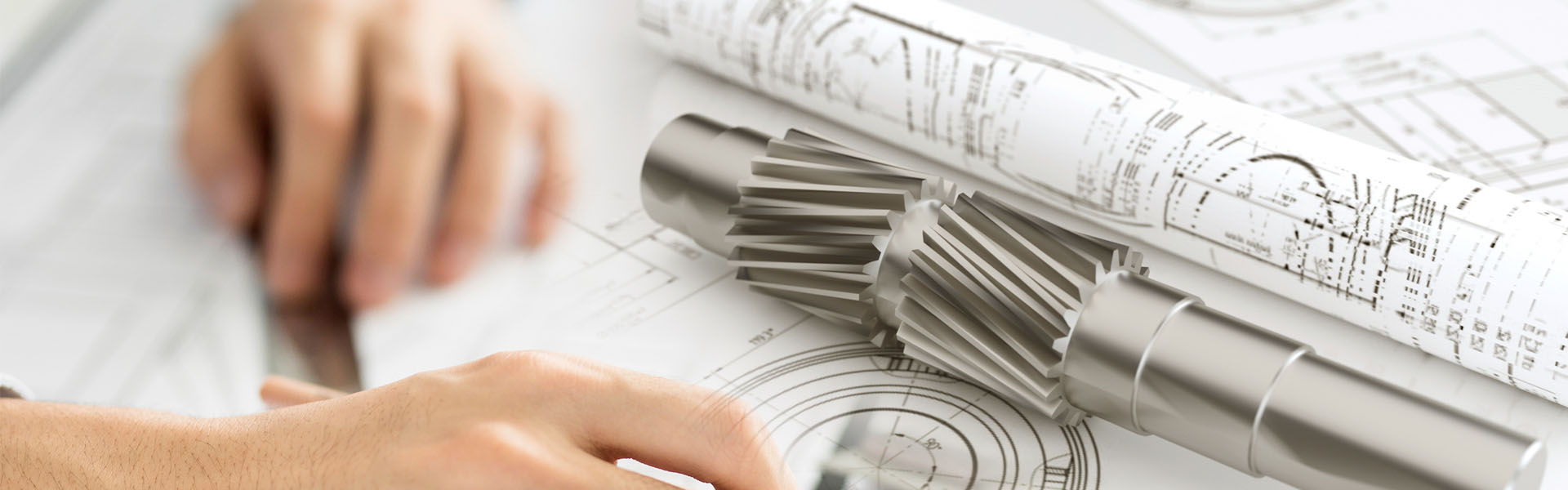
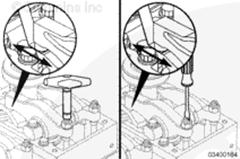
用缸蓋保護罩進行保護,避免工具掉進凸輪隨動件腔內(nèi),降低發(fā)動機損壞的可能性。 |
將缸蓋保護罩(零件號 4918282)安裝進推管孔內(nèi)。
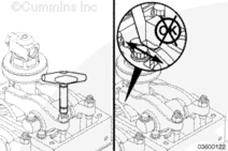
此插圖顯示發(fā)動機盤車裝置。要使用此裝置,拆卸固定夾并朝著飛輪方向推動此裝置。必須逆時針轉(zhuǎn)動盤車裝置,以按正常旋轉(zhuǎn)方向轉(zhuǎn)動飛輪和曲軸。

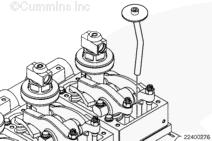
1R8R VS 標記代表右排上 1 號缸或 8 號缸的氣門設(shè)定位置。該標記用于將氣門設(shè)置在帶電動噴油器的發(fā)動機上。這使所有氣門可在 2 個位置設(shè)置。
將軸推入,轉(zhuǎn)動盤車裝置直到皮帶輪上的 1R8R VS 標記與鑄入前齒輪室蓋的附件傳動裝置密封件底座上的標記對齊。
調(diào)整螺母以上可見螺紋的圈數(shù)是不同的。進氣門調(diào)整螺釘上方可見螺紋的圈數(shù)要比排氣門的多。
如果搖臂總成已經(jīng)拆過,用此步驟確定將要進行調(diào)整的氣缸。
所有氣缸上全部調(diào)整螺釘都必須松開,并且推桿必須保持對齊。
在兩個要檢查的氣缸上執(zhí)行此步驟。
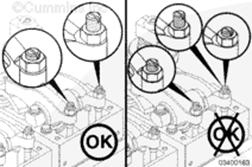
壓住兩個搖臂,緊貼跨接壓板。擰入調(diào)節(jié)螺釘直到與推桿接觸。轉(zhuǎn)動鎖緊螺母直到與搖臂接觸。
出現(xiàn)松動的氣門上的推桿相對于搖臂室殼頂部以上的高度應(yīng)該相同。
如果右排上 1 號氣缸的兩根搖臂都松動,轉(zhuǎn)至以下一步。如果右排上 1 號氣缸的搖臂沒有松動,則應(yīng)轉(zhuǎn)動曲軸 360 度后再進行下一步。
如果右排上的 1 號氣缸處在 1R8R VS 并且兩根搖臂松動,可檢查下列搖臂上的氣門間隙(頂置機構(gòu)):
|
進氣 |
排氣 |
|
1R (2) |
1R (2) |
|
4R (8) |
2R (4) |
|
6R (12) |
3R (6) |
|
7R (13) |
4R (8) |
|
5L (9) |
1L (1) |
|
6L (11) |
3L (5) |
|
7L (13) |
5L (9) |
|
8L (15) |
7L (13) |

氣門調(diào)整
|
mm |
in | |||
|
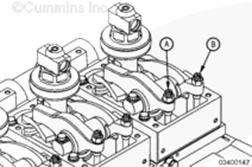
排氣門 (A) |
|
0.69 |
最大 |
0.027 |
|
進氣門 (B) |
|
0.36 |
最大 |
0.014 |
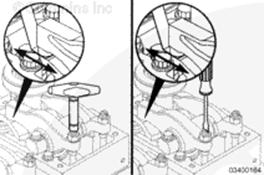
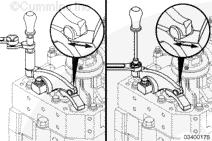
使用維修工具(零件號 3163171(進氣))或(零件號 3163172(排氣))。選擇符合氣門間隙技術(shù)規(guī)范的塞尺。將塞尺插入搖臂套筒和跨接壓板之間。
確定跨接壓板牢固固定在氣門桿頂部。
確保塞尺位于球頭和套筒的中心下方,否則套筒可能搖擺或傾斜,導(dǎo)致調(diào)整錯誤。檢查氣門間隙時固定住旋轉(zhuǎn)座避免卡住,這樣可以避免產(chǎn)生錯誤讀數(shù)。
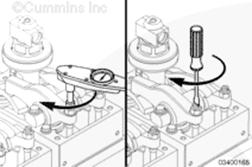
有如下兩種不同的氣門間隙調(diào)整方法:
扭矩扳手法 - 用英寸磅扭矩扳手(零件號 3376592)以 1 N•m [9 in-lb] 扭矩貼著塞尺擰緊調(diào)節(jié)螺釘。
塞尺法 - 用平頭螺絲刀轉(zhuǎn)動調(diào)節(jié)螺釘,搖臂與塞尺一接觸就停下來。
任一種方法都是可行的。扭矩扳手法被認為是最行之有效的方法。
根據(jù)下列步驟,采用扭矩扳手法進行氣門調(diào)整:
確保零件都已對正,并且擰緊調(diào)節(jié)螺釘,將機油擠出氣門機構(gòu)。
松開調(diào)節(jié)螺釘至少一圈。
將塞尺插入搖臂套筒和跨接壓板之間。
使用扭矩扳手(零件號 3376592)擰緊調(diào)節(jié)螺釘。
取出塞尺。
扭矩值: 0.7 n.m [6 in-lb]
根據(jù)下列步驟,采用塞尺法進行氣門調(diào)整:
確保零件已對準,并且擰緊調(diào)整螺釘,將機油擠出氣門和噴油器機構(gòu)。
松開調(diào)整螺釘至少一圈。
將塞尺插入搖臂套筒和跨接壓板之間。
擰緊調(diào)整螺釘直到搖臂與塞尺接觸。
擰緊鎖緊螺母時,不得轉(zhuǎn)動調(diào)節(jié)螺釘。使用或不使用扭矩扳手適配器(零件號 3163196)施加鎖緊螺母扭矩。
擰緊鎖緊螺母。
對于扭矩法(帶有適配器),應(yīng)使用扭矩扳手適配器(零件號 ST-669)。
扭矩值:
帶適配器 48 n.m [35 ft-lb]
扭矩值:
不帶適配器 60 n.m [44 ft-lb]
試著將厚度比氣門間隙規(guī)格值大 0.03 mm [0.001 in] 的塞尺插入。如果更厚的塞尺可以插入,則氣門間隙不正確。
重復(fù)調(diào)節(jié)過程直到獲得適合的間隙。
使用盤車工具將曲軸轉(zhuǎn)動 360 度。采用以前的步驟和技術(shù)規(guī)范設(shè)置以下?lián)u臂上的氣門間隙:
|
進氣 |
排氣 |
|
2R (4) |
5R (10) |
|
3R (6) |
6R (12) |
|
5R (10) |
7R (14) |
|
8R (16) |
8R (16) |
|
1L (1) |
2L (3) |
|
2L (3) |
4L (7) |
|
3L (5) |
6L (11) |
|
4L (7) |
8L (15) |
拆卸推桿孔內(nèi)的缸蓋保護罩(零件號 4918282)。