康明斯ISL9.5發(fā)動機缸蓋拆卸解體與真空測試資料
警告
該部件或總成重達 23 kg [50 lb] 以上。若要防止造成嚴重的人身傷害,一定要尋求幫助或使用合適的提升設備來提升此部件或總成。
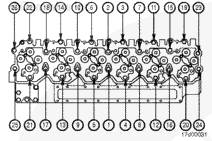
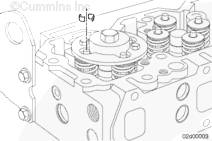
拆卸缸蓋螺釘。
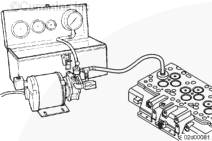
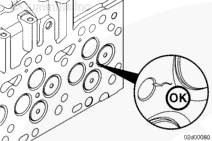
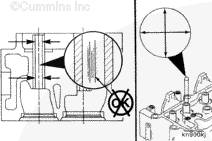
氣門與氣門座的真空度
457 mm Hg
舊的
18 in Hg
635 mm Hg
新的
25 in Hg
如果不符合技術規(guī)范,解體缸蓋并檢查氣門和/或氣門座鑲圈是否損壞。如有必要,進行維修:
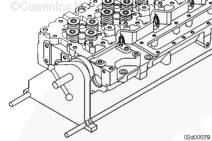
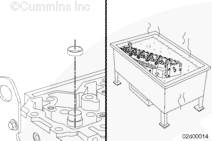
將缸蓋放在缸蓋固定裝置(零件號 ST-583)中。
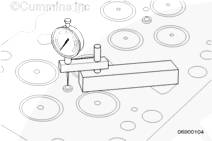
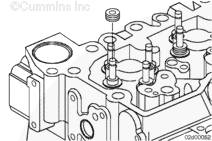
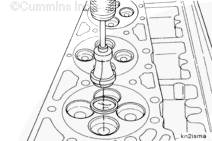
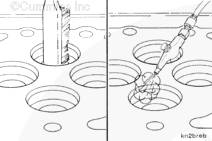
在拆卸噴油器前,使用量塊(零件號 3164438)測量噴油器的突出量。
將噴油器突出量工具放置在缸蓋的平面上。測量噴油器的最高點,得出噴油器突出量。突出量必須符合以下技術規(guī)范。
噴油器突出量
mm
in
2.25
最小
0.088
2.80
最大
0.110
拆卸噴油器。參考第 6 節(jié)中的步驟 006-026。
如果噴油器突出量超出技術規(guī)范,檢查噴油器密封墊圈的厚度。參考第 6 節(jié)中的步驟 006-026。
如果密封墊圈的厚度正確,檢查以確保噴油器孔清潔而且沒有碎屑。還應確保密封墊圈沒有“堆疊”在噴油器孔中。
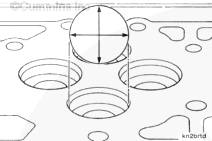
標準缸蓋
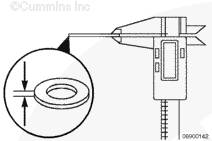
測量氣門下沉量。
標準缸蓋 - 缸蓋中的氣門下沉量
0.84
0.033
1.32
0.052
如果氣門下沉量不符合技術規(guī)范,更換氣門。如果氣門下沉量依然不符合技術規(guī)范,則必須更換氣門座鑲圈或缸蓋。
扇形缸蓋
扇形缸蓋 - 缸蓋中的氣門下沉量
0.69
0.027
1.17
0.046
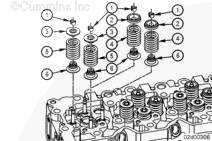
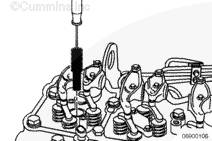
壓縮氣門彈簧并拆下氣門桿鎖片。使用氣門彈簧壓縮器(零件號 3164329)。
釋放氣門彈簧,并拆卸彈簧座和彈簧。
用套鉗(零件號 3163293)拆卸氣門桿油封。
拆卸并廢棄氣門桿油封。
測量時,將氣門置于標有編號的架子上,以便與相應的氣門座對應。
標記氣門以便于判別它們的位置。如果繼續(xù)使用氣門,只要能夠將氣門放回其原來的位置,就可以使用任何的編號方式。
拆卸氣門。
使用氣門導管沖頭(零件號 3163101),拆下舊氣門導管。
使用滑錘拆卸器(零件號 3376617)及進氣門座鑲圈拉拔器(零件號 3165113)和排氣門座鑲圈拉拔器(零件號 3165114),拆下氣門座鑲圈。
將氣門座鑲圈拆卸器總成安放在氣門座鑲圈凹槽區(qū)域中。牢固地擰緊 T 形手柄,使拆卸器張開到氣門座鑲圈下或進入切槽中。
將滑錘拆卸器抵著頂部螺母敲擊,直到拆下氣門座鑲圈。逆時針轉動 T 形手柄,從拆卸器釋放氣門座鑲圈。
使用噴油器孔刷(零件號 3822509)清潔噴油器噴嘴座上的積碳。
從缸體和缸蓋的所有密封表面上刮去密封墊材料。
當使用溶劑、酸或堿性材料清潔時,請遵循制造商的使用建議。戴上護目鏡并穿上防護服,以避免人身傷害。
有些溶劑易燃并且具有毒性。使用之前,應閱讀制造商的說明書。
使用壓縮空氣時,戴上合適的護目鏡和防護面罩。飛揚的碎屑和臟物會造成人身傷害。
清潔積碳時戴上護目眼罩,避免受到傷害。
清潔冷卻液通道中的沉積物。可以在酸性溶液箱中清洗掉過多的沉積物,但是必須先拆下膨脹塞。
使用研磨墊(零件號 3823258)或等效的清潔墊以及柴油或溶劑清潔缸蓋燃燒面。最大表面光潔度(RA - 平均粗糙度)為 3.2 µm [0.0001 in]。
用安裝在鉆頭或模具磨床上的優(yōu)質鋼絲輪清除氣門套上的積碳。
用熱肥皂水溶液清洗缸蓋。
用壓縮空氣吹干。
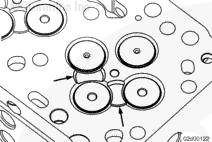
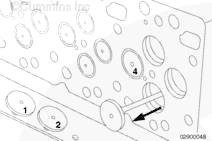
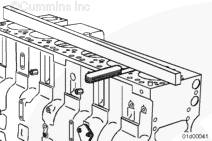
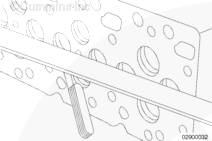
使用直尺(零件號 4918219)和塞尺測量缸體的整體平面度。
整體平面度(端到端,面到面)不得超過 0.075 mm [0.003 in]。
使用 2 ft 的直尺和 0.0254 mm [0.001 in] 的塞尺測量缸體燃燒面的局部平面度。在缸孔之間和冷卻液通道之間檢查。如果 0.0254 mm [0.001 in] 塞尺可以插在 2 英尺直尺下或者缸體發(fā)生穴蝕、有凹槽或其他損壞,必須更換缸體。
缸蓋裂紋 - 繼續(xù)使用指南
如果缸蓋上的裂紋從噴油器孔延伸到進氣門座,針對這種缸蓋的繼續(xù)使用指導方針如下:
檢查氣門座有無裂紋或燒蝕點。
如果裂紋延伸至氣門座孔或穿過氣門座孔,則必須更換缸蓋。
使用裂紋檢測組件(零件號 3375432),幫助識別缸蓋裂紋。
清潔氣門時要戴上適當?shù)姆雷o眼鏡和防護面罩。飛揚的碎屑和臟物會造成人身傷害。
如果必須拆下氣門座鑲圈,使用鋼絲刷和溶劑去除氣門座鑲圈孔中的沉積物。
如果在解體步驟中已拆下氣門座鑲圈,測量缸蓋中氣門座鑲圈孔的內徑。
缸蓋鑲圈孔內徑
39.371
1.550
39.401
1.551
如果不符合技術規(guī)范,氣門座鑲圈孔可以加大 0.254 mm [0.010 in]。
適于加大尺寸氣門座的缸蓋鑲圈孔內徑
39.625
1.560
39.655
1.561
使用直尺(零件號 4918219)和塞尺檢查缸蓋燃燒面的平面度。
缸蓋平面度
前端到后端
0.203
0.008
左側到右側
0.075
0.003
使用 2 ft 的直尺和 0.0254 mm [0.001 in] 的塞尺測量缸蓋燃燒面的局部平面度。在缸孔之間和冷卻液通道之間檢查。如果 0.0254 mm [0.001 in] 塞尺可以插在 2 英尺直尺下或者缸蓋發(fā)生穴蝕、有凹槽或其他損壞,必須更換缸蓋。
使用軟鋼絲輪清潔氣門頭。
使用研磨墊(零件號 3823258)或等同物和柴油或溶劑拋光氣門桿。
警
使用毛刷清潔氣門導管孔的內徑,并用壓縮空氣吹出雜物。
檢查氣門導管有無擦傷、劃痕、碎片或裂紋。
測量氣門導管內徑。
氣門導管內徑
8.019
0.3157
8.071
0.3178
如果氣門導管內徑磨損超出規(guī)定的最大值,則必須更換缸蓋。
使用深度測微計測量氣門導管安裝高度。測量氣門導管頂部至下沉區(qū)底部的距離。
氣門導管高度(已安裝)
13.15
0.518
13.65
0.537
如果氣門導管高度不符合技術規(guī)范,則必須更換缸蓋。
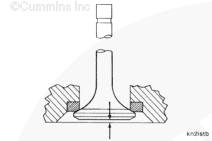
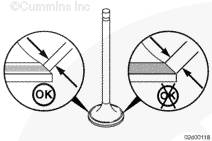
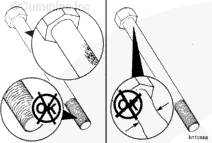
核實氣門密封區(qū)域是否在氣門的中心。如果密封區(qū)域延伸到氣門頂部或底部,必須更換氣門。
更換氣門后,重新檢查氣門密封區(qū)域。如果密封區(qū)域仍延伸到氣門頂部或底部,必須更換氣門座。
使用鉛筆或 Dykem™ 標記筆在氣門表面畫一條橫線。將氣門安裝在氣門導管中。將氣門壓在氣門座上,左右旋轉氣門三或四次。與氣門座正確接觸將破壞氣門面的標記。
氣門座角度:
檢查氣門頭和氣門桿有無異常磨損或擦傷。
測量氣門桿直徑。
氣門桿直徑
7.96
0.313
7.98
0.314
更換所有超出這些尺寸的氣門。
檢查氣門桿端部是否平直。
檢查有無彎曲的氣門。
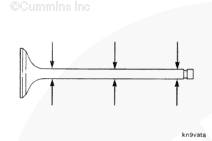
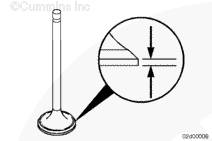
測量邊緣厚度。
如果氣門厚度不在極限值內,必須使用新的氣門。
氣門頭部邊緣厚度
排氣
1.83
0.072
進氣
2.20
0.087
檢查氣門彈簧。
測量氣門彈簧。
Measurements
近似自由長度
59.18
2.330
將彈簧壓縮至高度為 30.6 mm [1.20 in] 需要的載荷為 906 至 1007 N [204 至 226 lbf]。使用彈簧壓縮器(零件號 3375182)測量彈簧力。
如果適用,檢查轉子是否扭曲、易于旋轉以及定位杯(與氣門彈簧的接口區(qū))有無磨損或損壞跡象。
如果壓縮彈簧所需的載荷已經超出了技術規(guī)范,更換氣門彈簧。
使用汽油基溶劑清洗螺釘。
使用鋼絲刷或軟鋼絲輪,徹底清潔螺釘。可以使用非研磨性噴丸機清除螺桿和螺紋上的沉積物。
檢查缸蓋螺釘有無損壞的螺紋、腐蝕表面或直徑減小(由于螺釘被拉長)。
缸蓋螺釘出現(xiàn)以下情況時,不能繼續(xù)使用:
使用螺釘長度尺(零件號 3823921)進行自由長度測量。
檢查螺釘自由長度時,將螺釘?shù)念^部置于相應的槽中,使螺釘法蘭緊靠槽的底部。
如果螺釘?shù)亩瞬拷佑|到測量尺的底部,則該螺釘太長,因而必須廢棄。螺釘最大自由長度為 162.6 mm [6.4 in]。
缸蓋螺釘自由長度
162.6
6.4