怎樣測量康明斯發動機氣門導管安裝高度數據
怎樣測量康明斯發動機氣門導管安裝高度數據
|
將缸蓋放在缸蓋固定裝置(零件號 ST-583)中。 |
|
|
|
|
|
使用氣門導管沖頭(零件號 3163100),安裝新氣門導管。 核實氣門能在氣門導管內自由滑動。如果不能,可能需要鉸大導管孔。 參考“清潔和繼續使用檢查”步驟中的氣門導管內徑技術規范。 |
|
|
|
|
|
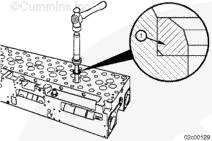
使用深度測微計測量氣門導管安裝高度。測量氣門導管頂部至下沉區底部的距離。 氣門導管高度(已安裝)
如果氣門導管高度不符合技術規范,使用安裝工具使導管座入。 |
|
| ||||||||||||
|
|
||||||||||||||
|
安裝氣門座鑲圈時,排氣和進氣門座鑲圈不同。 氣門座角度:
|
|
|
|
|
|
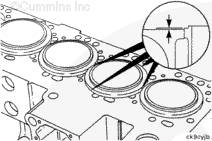
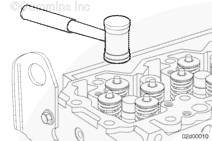
如果在解體步驟中拆下了氣門座鑲圈,必須安裝新的鑲圈。 注: 必須在安裝氣門座前安裝氣門導管。確保安裝前氣門座槽和氣門座清潔。 安裝時鑲圈倒角 (1) 必須朝向沉孔底部。 使用氣門座安裝器(零件號 3165115),將進氣門與排氣門座鑲圈壓入沉孔中。 使用普通手錘和氣門座沖頭安裝新氣門座鑲圈。 氣門座必須完全座入氣門座槽中。氣門座與槽底部間不應有間隙。 |
|
|
|
|
|
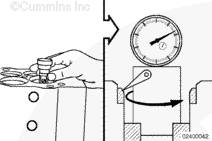
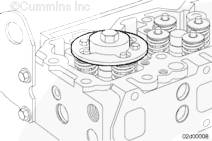
測量氣門座與氣門導管間的跳動量。使用心軸組件(零件號 3823186)和偏心儀(零件號 ST-685-4)或等同物。 氣門座與氣門導管間的跳動
如果氣門座與氣門導管間的跳動量不符合技術規范,可以采取下面的措施之一:
|
|
| |||||||||
|
|
|||||||||||
|
如果安裝了新的氣門座鑲圈,并且/或者氣門泄漏超出了技術規范,可能要研磨氣門座/氣門。 安裝氣門前,使用 SAE 15W-40 機油潤滑氣門桿。 使用細研磨劑(零件號 3375805)或等同物。在氣門上均勻地涂一薄層。 使用電動或手動抽吸研磨工具向氣門中心施加壓力。 來回轉動氣門。持續研磨直到氣門座鑲圈以及氣門上的研磨劑都顯示出均勻接觸的紋理。 |
|
|
|
|

清除各零件上的研磨劑。 測量氣門邊緣的厚度。參考“清潔和繼續使用檢查”一節。 |
|
| |
|
|

|
繼續使用的氣門必須安裝在拆卸時的同一位置。 安裝氣門前,使用 SAE 90W 或 15W-40 機油潤滑氣門桿。 安裝氣門。 |
|
|
|
|
|
將氣門油封安裝在排氣門導管上。 將氣門油封安裝在進氣門導管上。 |
|
|
|
|

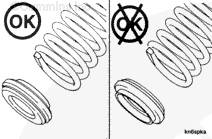
注: 如果適用,在安裝前將氣門轉子浸泡在清潔的機油中至少 10 分鐘。安裝過程中,確保將正確的彈簧組裝到排氣門(這些彈簧比進氣門彈簧略短)。 將氣門轉子安裝到排氣門彈簧上,確保接口杯可自由接合到彈簧上。 |
|
|
|
|
|
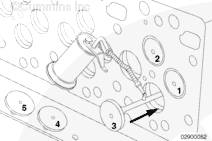
安裝氣門彈簧座和氣門彈簧。 使用氣門彈簧壓縮器(零件號 3164329)壓縮氣門彈簧。 安裝氣門鎖片并釋放彈簧張力。 |
|
|
|
|
|
組裝完畢后,用塑料錘敲擊氣門桿,確保鎖片正確座入。 |
|
|
|
|
|
標準缸蓋 測量氣門下沉量。 標準缸蓋 - 缸蓋中的氣門下沉量
如果氣門下沉量不符合技術規范,更換氣門。如果氣門下沉量依然不符合技術規范,則必須更換氣門座鑲圈或缸蓋。 |
|||||||||||||
|
扇形缸蓋 測量氣門下沉量。 扇形缸蓋 - 缸蓋中的氣門下沉量
如果氣門下沉量不符合技術規范,更換氣門。如果氣門下沉量依然不符合技術規范,則必須更換氣門座鑲圈或缸蓋。 |
|
| ||||||||||||
|
|
||||||||||||||
|
安裝缸蓋前,再次對缸蓋進行真空測試。參考本步驟“真空度測試”步驟中的上述信息。 |
|
|
|
|
|
安裝缸蓋前檢查缸套突出量。參考第 1 節中的步驟 001-028。 |
|
|
|
|