康明斯QSK78柴油發(fā)動機缸蓋維修測量技術(shù)供應(yīng)商,康明斯QSK78柴油發(fā)動機缸蓋維修測量技術(shù)技術(shù)價格規(guī)格咨詢服務(wù),康明斯QSK78柴油發(fā)動機缸蓋維修測量技術(shù)零配件供應(yīng),康明斯QSK78柴油發(fā)動機缸蓋維修測量技術(shù)售后服務(wù)中心,康明斯QSK78柴油發(fā)動機缸蓋維修測量技術(shù),康明斯QSK78柴油發(fā)動機缸蓋維修測量技術(shù)詳細的技術(shù)參數(shù),

首頁
產(chǎn)品展示>康明斯QSK78柴油發(fā)動機缸蓋維修測量技術(shù)
產(chǎn)品中心

康明斯QSK78柴油發(fā)動機缸蓋維修測量技術(shù)
詳細描述

康明斯QSK78柴油發(fā)動機缸蓋維修測量技術(shù)
目錄
|
概述 | ||
|
|
| |
|
概述 |
TOC | ||
|
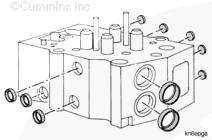
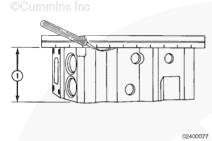
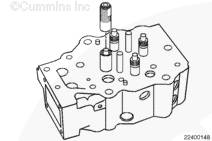
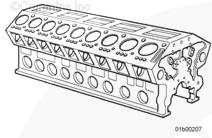
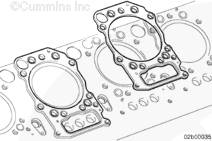
缸蓋由灰口鐵制造。采用獨特的每缸兩個進氣門和兩個排氣門設(shè)計。缸蓋中包含高效的冷卻水套,改善了熱負載燃燒面的冷卻效果。 缸蓋采用汽缸周圍的 7 顆公制螺栓連接到缸體,還使用了 2 個較小的公制螺栓用于推桿腔。扭矩轉(zhuǎn)角法用于擰緊 7 顆汽缸螺栓。直接扭矩法用于擰緊較小的推桿腔螺栓。 進氣門和排氣門及氣門座由不同材料制成,并且所在進氣與排氣位置不可互換。 QSK78 的缸蓋上沒有氣門轉(zhuǎn)子。 進氣門位于缸蓋上左側(cè),而排氣門位于缸蓋上的右側(cè)。這是 QSK78 發(fā)動機特有的設(shè)計。 缸蓋密封墊密封所有機油、冷卻液通道和螺栓孔的周圍區(qū)域。QSK45 或 QSK60 發(fā)動機的缸蓋密封墊不可互換。 QSK78 發(fā)動機采用帶柄的可調(diào)跨接壓板設(shè)計。
| |||
上次改進日期: 07-四月-2003
002-004 缸蓋
目錄
|
概述 | |||
|
準備步驟 | |||
|
拆卸 | |||
|
拆解 | |||
|
清潔和檢查能否繼續(xù)使用 | |||
|
磁力探傷檢查 | |||
|
研磨 | |||
|
|
| ||
|
泄漏測試 | |||
|
組裝 | |||
|
真空測試 | |||
|
安裝 | |||
|
最后步驟 | |||
|
概述 |
TOC | ||||||||||||||||||||||||||
|
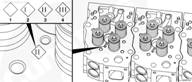
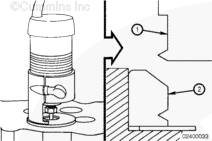
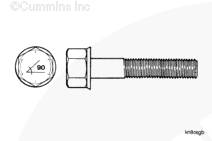
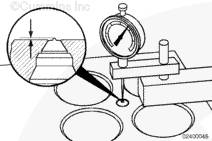
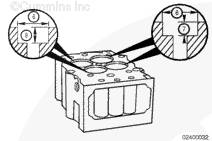
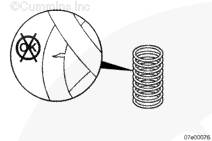
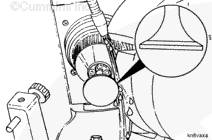
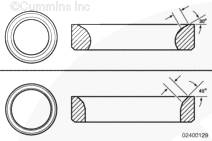
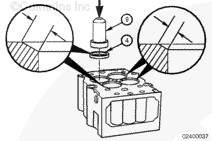
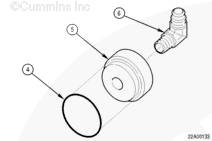
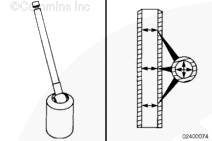
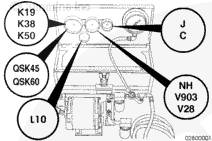
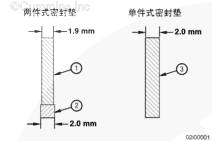
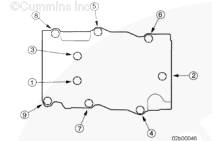
對于所有 K 和 QSK 缸蓋,ReCon® 已經(jīng)執(zhí)行了新的壓印代碼。 印記為鉆石形,位于缸蓋搖臂側(cè)的短端口排氣門與長端口進氣門之間。鉆石形內(nèi)的標記或沒有標記表明噴油器密封件的規(guī)格。 空的鉆石形表示 ReCon® 缸蓋裝備了標準尺寸的噴油器密封件。 在鉆石形內(nèi)有一個標記表示 ReCon® 缸蓋裝備了 0.25 mm [0.010 in] 的加大尺寸的噴油器密封件。 在鉆石形內(nèi)有兩個標記表示 ReCon® 缸蓋裝備了 0.51 mm [0.020 in] 的加大尺寸的噴油器密封件。 在鉆石形內(nèi)有三個標記表示 ReCon® 缸蓋裝備了 0.76 mm [0.030 in] 的加大尺寸的噴油器密封件。K 和 QSK 系列發(fā)動機的缸蓋使用不同的噴油器密封件。參考下表。
噴油器密封件標記 1. 標準 2. 0.010 加大尺寸 3. 0.020 加大尺寸 4. 0.030 加大尺寸。 | |||||||||||||||||||||||||||
|
準備步驟 |
TOC | ||||||||||
| |||||||||||

|
拆卸 |
TOC | |||||||
| ||||||||
|
拆解 |
TOC | ||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||||

|
清潔和檢查能否繼續(xù)使用 |
TOC | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||






|
磁力探傷檢查 |
TOC | |||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||

|
研磨 |
TOC | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
氣門
氣門座
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||


|
泄漏測試 |
TOC | |||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||



|
組裝 |
TOC | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

|
真空測試 |
TOC | |||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||


|
安裝 |
TOC | |||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||
|
最后步驟 |
TOC | ||||||||
| |||||||||