Perkins珀金斯1506A柴油發動機T400888缸體供應商,Perkins珀金斯1506A柴油發動機T400888缸體技術價格規格咨詢服務,Perkins珀金斯1506A柴油發動機T400888缸體零配件供應,Perkins珀金斯1506A柴油發動機T400888缸體售后服務中心,Perkins珀金斯1506A柴油發動機T400888缸體,Perkins珀金斯1506A柴油發動機T400888缸體詳細的技術參數,


Perkins珀金斯1506A柴油發動機T400888缸體
詳細描述
項目 零配件號碼 新件號 描述
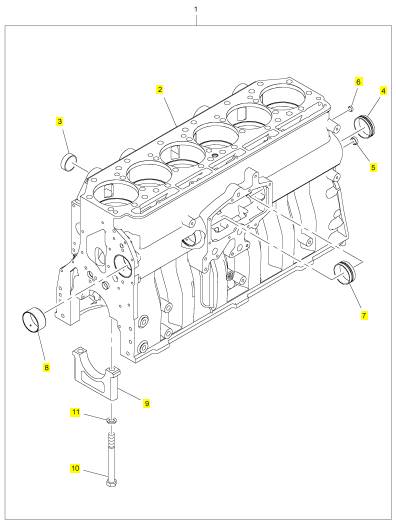
1 T400888 1 T400888 缸體組合
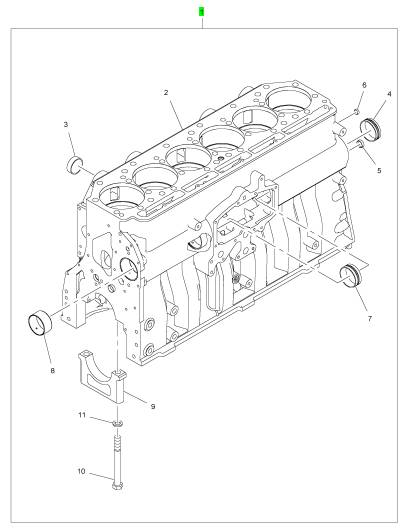
項目 零配件號碼 Qty 。 新件號 描述
2 1 臺
3 CH11752 4 CH11752 栓塞
4 T400899 1 T400899 套筒
5 CH10032 2 CH10032 栓塞
6 CH11750 2 CH11750 栓塞
7 T400900 2 T400900 套筒
8 T400901 1 T400901 套筒
9 7 帽
10 CH11758 14 CH11758 螺拴
11 CH11759 14 CH11759 墊圈
項目 零配件號碼 新件號 描述
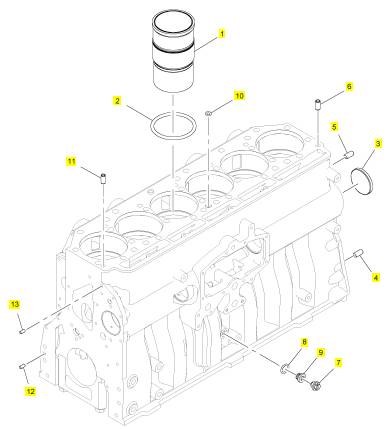
1 T400895 6 T400895 缸套 - 壓八配合
2 T400902 6 T400902 密封 -油
3 CH11709 1 CH11709 栓塞
4 CH11714 1 CH11714 合釘
5 CH11714 1 CH11714 合釘
6 T400896 1 T400896 套筒
7 T400894 1 T400894 栓塞
8 T409314 1 T409314 密封O型圈
9 T400363 1 T400363 栓塞
10 CH11711 1 CH11711 O 圈
11 T400896 1 T400896 套筒
12 CH11713 1 CH11713 合釘
13 CH11713 1 CH11713 合釘
|
拆解和組裝部分 |
|
注意 拆卸或安裝凸輪軸時不要損壞凸輪或軸承。 |
|
注意 |
|
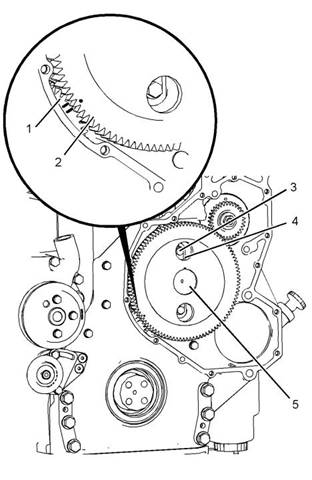
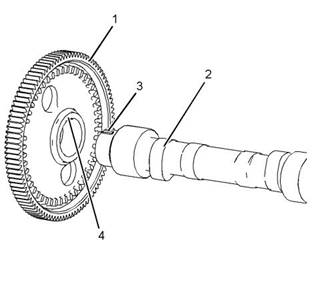
安裝凸輪軸時,確保 1 號缸位于壓縮行程的上止點, 并且正時螺栓安裝在飛輪里。 凸輪軸正時是非常重要 的。 凸輪軸驅動齒輪上的正時標記必須對準惰輪上的 正時標記。 更多信息,請參考技術規格手冊。 |
|
注:在凸輪軸安裝過程中,應向兩個方向轉動凸輪 軸,以防凸輪軸軸承孔粘連。 1.如有必要,將凸輪軸齒輪 (2)安裝到凸輪軸 上。請參閱拆解和組裝凸輪軸齒輪-拆卸和安 裝以了解正確程序。 |
|
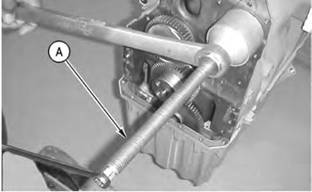
2.如有必要,使用工具 (A)轉動曲軸,使1號活 塞處于上止點位置。請參閱測試和調整確定1 號活塞上止點位置以了解正確的步驟。 |
|
圖174 |
|
g03750280 |
|
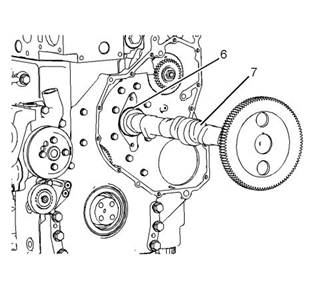
3.使用清潔的機油潤滑凸輪軸 (7)凸輪和凸輪軸 軸承軸頸。向凸輪軸軸承 (6)上涂覆清潔的機 油。 |
|
4.小心地將凸輪軸 (7)安裝到缸體上。安裝凸輪 軸時,確保凸輪軸軸承 (6)未損壞。 |
|
5.確保對齊凸輪軸齒輪 (2)與惰輪 (1)上的正時 標記。 |
|
6.將止推片 (4)安裝到凸輪軸 (5)上。 |
|
7.將螺栓 (3)安裝到止推片 (4) 上。擰緊螺栓至 扭矩為28N·m(248lbin)。 |
|
8.使用工具 (B)檢查確保磨損凸輪軸的最大容許 端隙為0.46mm(0.018in)。新凸輪軸最大容 許端隙為0.13±0.08mm(0.005±0.003in) 。 |
|
結束: |
|
a. 安裝前蓋。 請參閱拆解和組裝前蓋-拆卸和安裝以 了解正確步驟。 |
|
b. 將挺桿安裝到缸體上。 請參閱拆解和裝配挺桿總成 -拆卸和安裝,了解正確的步驟。 |
|
c. 安裝搖臂和搖臂軸。 有關正確步驟,請參閱拆解和 組裝搖臂和軸-安裝。 |
|
d. 標定轉速/正時傳感器。 有關正確的步驟,請參閱 故障診斷與排除發動機轉速/正時傳感器-標定。 |
|
圖175 |
|
g03750277 |
|
This document has been printed from SPI2. NOT FOR RESALE |
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
|
UCNR4511 |
|
99 |
|
拆解和組裝部分 |
|
i06062489 |
|
凸凸輪輪軸軸齒齒輪輪-拆拆卸卸和和安安裝裝 |
|
拆卸步驟 |
|
開始: |
|
a. 拆下凸輪軸。 有關正確步驟,請參閱拆解和裝配凸 輪軸-拆卸。 |
|
注意 保持所有零件清潔無雜質。 |
|
雜質會造成快速磨損和縮短部件壽命。 |
|
圖176 |
|
g03756138 |
|
圖177 |
|
g03756140 |
|
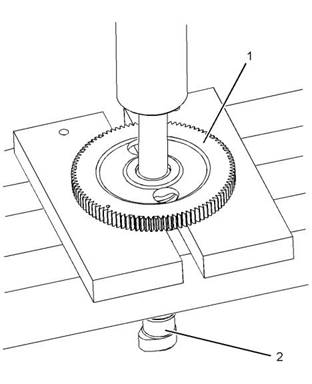
注意 從驅動齒輪擠壓時不要使凸輪軸落到地上。 同時確認 凸輪軸上的凸輪與壓力板不匹配。 |
|
1.1.用保護罩包裹凸輪軸 (2),以防止凸輪軸凸輪 或軸承表面損壞。 |
|
This document has been printed from SPI2. NOT FOR RESALE |
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
|
100 |
|
UCNR4511 |
|
拆解和組裝部分 |
|
2.2.使用適當的壓具,從凸輪軸齒輪 (1)上拆下凸 輪軸 (2)。 |
|
結束: |
|
a. 安裝凸輪軸。 有關正確步驟,請參閱拆解和裝配凸 輪軸-安裝。 |
|
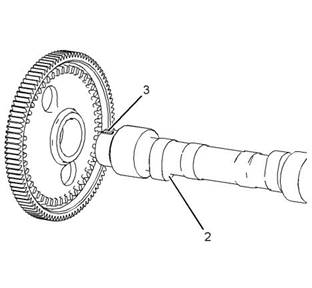
3.3.如有必要,將鍵 (3)從凸輪軸 (2)上卸下。 |
|
安裝步驟 表 39 |
|
i06062445 |
|
凸凸輪輪軸軸軸承承-拆拆卸卸 |
|
所需工具 |
|
工具 |
|
零件號 |
|
零件描述 |
|
數量 |
|
拆卸步驟 表 40 |
|
A |
|
- |
|
熱板 |
|
1 |
|
所需工具 |
|
注意 |
|
保持所有零件清潔無雜質。 |
|
工具 |
|
零件號 |
|
零件描述 |
|
數量 |
|
A |
|
T401074 |
|
凸輪軸軸承工具總成 |
|
1 |
|
雜質會造成快速磨損和縮短部件壽命。 |
|
開始: |
|
1.1.確保凸輪軸齒輪、凸輪軸和鍵清潔,沒有磨損 和損壞。 |
|
a. 拆下凸輪軸。 有關正確步驟,請參閱拆解和裝配凸 輪軸-拆卸。 |
|
b. 拆下飛輪殼體。 有關正確步驟,請參閱拆解和裝配 飛輪殼-拆卸和安裝。 |
|
注:為了便于組裝,拆卸之前記錄各個凸輪軸軸承中 機油孔的方位。 |
|
注意 保持所有零件清潔無雜質。 |
|
雜質會造成快速磨損和縮短部件壽命。 |
|
注意 |
|
在檢驗、保養、測試、調整及維修產品時,務必留 心,確保液體盛裝在容器中。 在打開任何腔室或拆解 任何儲有液體的部件之前,要準備好用合適的容器收 集液體。 |
|
按照本地法規和指令處置所有液體。 |
|
圖178 |
|
g03756238 |
|
2.2.如有必要,將鍵 (3)安裝到凸輪軸 (2)上。 |
|
3.3.將凸輪軸 (2)定位到垂直位置。確保正確支撐 凸輪軸。 |
|
4.4.使用工具 (A)將凸輪軸齒輪加熱至177°C (350°F)。 |
|
注:安安裝裝過過程程中中凸凸輪輪軸軸齒齒輪輪的的溫溫度度不不得得超超過過171777°C (353500°F)。 |
|
5.5.將鍵 (3)與凸輪軸齒輪 (1)中的鍵槽 (4)對 齊。將凸輪軸齒輪安裝到凸輪軸上。確保凸 輪軸齒輪正確座合到凸輪軸上。 |
|
圖179 |
|
g00633159 |
|
1.1.使用工具 (A)從缸體上拆下凸輪軸軸承。 |
|
This document has been printed from SPI2. NOT FOR RESALE |
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
|
UCNR4511 |
|
101 |
|
拆解和組裝部分 |
|
i06062462 |
|
凸凸輪輪軸軸軸承承-安安裝裝 |
|
安裝步驟 表 41 |
|
所需工具 |
|
工具 |
|
零件號 |
|
零件描述 |
|
數量 |
|
A |
|
T401074 |
|
凸輪軸軸承工具總成 |
|
1 |
|
注意 |
|
保持所有零件清潔無雜質。 |
|
圖180 |
|
g03753876 |
|
雜質會造成快速磨損和縮短部件壽命。 |
|
注意 必須把凸輪軸軸承安裝到正確位置。 不這樣做的話可 能導致發動機損壞。 |
|
圖181 |
|
g03753878 |
|
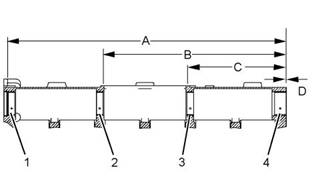
1.1.請參閱圖180了解凸輪軸軸承的位置。 |
|
(1) 凸輪軸軸承 (1) 的安裝尺寸 (A) ...........816.5±0.8mm(32.15±0.03in) |
|
(2) 凸輪軸軸承 (2) 的安裝尺寸 (B) ...........536.5±0.8mm(21.12±0.03in) |
|
(3) 凸輪軸軸承 (3) 的安裝尺寸 (C) ...........294.5±0.8mm(11.59±0.03in) |
|
(4) 凸輪軸軸承 (4) 的安裝尺寸 (D) ..........0.50±0.25mm(0.020±0.010'') |
|
This document has been printed from SPI2. NOT FOR RESALE |
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
|
102 |
|
UCNR4511 |
|
拆解和組裝部分 |
|
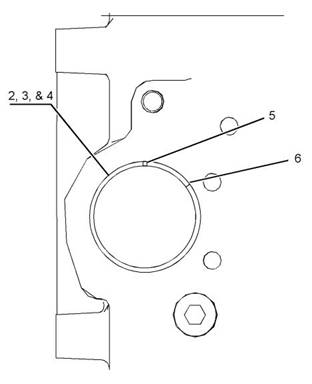
2.2.使用工具 (A)安裝前凸輪軸軸承后面的凸輪軸 軸承 (2)、(3)和 (4) 。將凸輪軸軸承安裝到正 確深度。請參閱圖180并參考步驟1。定向 凸輪軸軸承,使凸輪軸軸承中的油孔 (5)位于 缸體孔徑頂部,且凸輪軸軸承接頭 (6)按圖 181所示定位。 |
|
i06062515 |
|
發發動動機機機油油底底殼殼-拆拆卸卸和和安安裝裝 |
|
拆卸步驟 |
|
熱熱油油和和熱熱的的部部件件可可能能會會導導致致人人身身傷傷害害。。 不不要要讓讓熱熱油油或或熱熱的的部部件件與與皮皮膚膚接接觸觸。。 |
|
注意 |
|
在檢驗、保養、測試、調整及維修產品時,務必留 心,確保液體盛裝在容器中。 在打開任何腔室或拆解 任何儲有液體的部件之前,要準備好用合適的容器收 集液體。 |
|
按照本地法規和指令處置所有液體。 |
|
注意 保持所有零件清潔無雜質。 |
|
雜質會造成快速磨損和縮短部件壽命。 |
|
圖182 |
|
g03753896 |
|
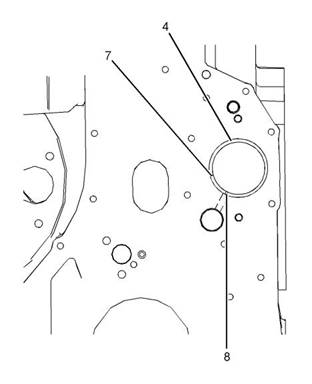
3.3.使用工具 (A)安裝凸輪軸前軸承 (4) 。小心地 對準缸體油道中的油孔 (8)。定向接頭 (7), 如圖182所示。 |
|
結束: |
|
a. 安裝飛輪殼體。 有關正確步驟,請參閱拆解和組裝 飛輪殼-拆卸和安裝。 |
|
b. 安裝凸輪軸。 有關正確步驟,請參閱拆解和裝配凸 輪軸-安裝。 |
|
圖183 |
|
g03779396 |
|
1.1.打開排放閥 (4),將發動機機油排入合適的容 器中,以便存儲或處置。請參閱操作和維護手 冊發動機機油-更換以了解正確的步驟。 |
|
2.2.支撐發動機油底殼組件 (1)。 3.3.拆下螺栓 (2)和發動機油底殼組件 (1)。 4.4.拆卸密封墊 (3)。 |
|
This document has been printed from SPI2. NOT FOR RESALE |
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()

![]()
![]()
|
UCNR4511 |
|
103 |
|
拆解和組裝部分 |
|
圖185 |
|
g03779397 |
|
圖184 |
|
g03779397 |
|
2.如有必要,遵循步驟2.a.至2.d.,以便裝配 發動機油底殼組件 (1)。 |
|
5.如有必要,遵循步驟5.a.至5.d.,以便拆解 發動機油底殼組件 (1)。 |
|
a.將新的O形密封圈(7)(未顯示)安裝到 排放閥(4)上。將排放閥安裝到發動機油 底殼(1)上,并與臨時標記對齊。 |
|
a.在管組件(6)上做臨時標記,以便于組 裝。 |
|
b.松開螺母(5),將管組件(6)從發動機油 底殼(1)上拆下。 |
|
b.將鎖緊螺母(8)擰緊至扭矩為40N·m (30lbft)。擰緊鎖緊螺母時,使用合適 的工具固定排放閥。確保排放閥仍與臨時 標記對齊。 |
|
c.在排放閥(4)上做臨時標記,以便于組 裝。松開鎖緊螺母(8),將排放閥從發動 機油底殼(1)上拆下。 |
|
c.將管組件(6)安裝到發動機油底殼(1) 上。將管組件與臨時標記對齊。 |
|
d.將O形密封圈(7)(未顯示)從排放閥 (4)上拆下 |
|
d.將螺母(5)擰緊至28N·m(248lbin)的 扭矩。擰緊螺母時,使用合適的工具固定 管組件。確保管組件仍與臨時標記對齊。 |
|
安裝步驟 表 42 |
|
所需工具 |
|
工具 |
|
零件號 |
|
零件描述 |
|
數量 |
|
Loctite 598 黑色高性能 RTV 硅密封膠標記 |
|
A |
|
- |
|
- |
|
注意 保持所有零件清潔無雜質。 |
|
雜質會造成快速磨損和縮短部件壽命。 |
|
1.確保發動機油底殼的所有部件沒有磨損或損 壞。如有必要,更換所有磨損或損壞的部件。 |
|
This document has been printed from SPI2. NOT FOR RESALE |