Perkins珀金斯1506A柴油發(fā)動機T400570前后油封供應商,Perkins珀金斯1506A柴油發(fā)動機T400570前后油封技術價格規(guī)格咨詢服務,Perkins珀金斯1506A柴油發(fā)動機T400570前后油封零配件供應,Perkins珀金斯1506A柴油發(fā)動機T400570前后油封售后服務中心,Perkins珀金斯1506A柴油發(fā)動機T400570前后油封,Perkins珀金斯1506A柴油發(fā)動機T400570前后油封詳細的技術參數(shù),

產品中心

Perkins珀金斯1506A柴油發(fā)動機T400570前后油封
詳細描述
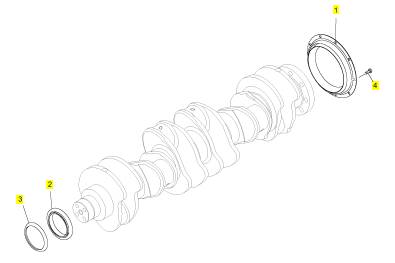
項目 零配件號碼 新件號 描述
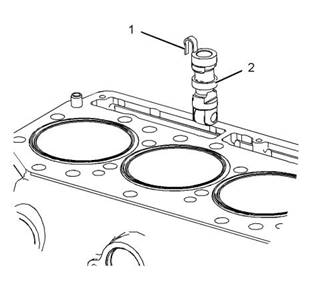
1 T400570 1 T400570 密封 -后油封
2 T400569 1 T400569 密封 -前油封
3 T400567 1 T400567 密封
4 T400568 9 T400568 螺拴
|
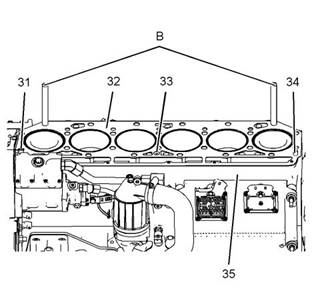
1.檢查定位銷 (31)和定位銷 (34)有無損壞。如 有必要,更換缸體中的定位銷。 |
|
2.將工具 (B)安裝到缸體 (35)上。 |
|
3.將新的密封墊 (32)與定位銷 (31)、定位銷 (34)和工具 (B)對齊。 |
|
4.將新的O形密封圈 (33)安裝到缸體 (35)的凹 槽中。確保O形密封圈正確座合到凹槽中。 |
|
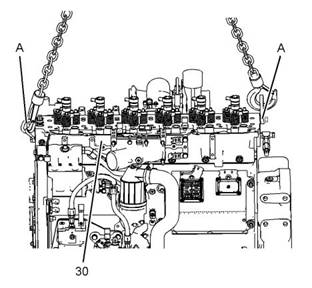
5.將工具 (A)和適當?shù)钠鸬踉O備固定到缸蓋 (28) 。缸蓋的重量約為181kg(400lb). |
|
6.使用適當?shù)钠鸬踉O備起吊缸蓋 (30)。 |
|
7.使用工具 (B)對齊缸蓋 (30)與缸體 (35) 。將 缸蓋安裝到缸體上。確保節(jié)溫器殼體的軟管 組件正確定位到水泵接頭上。 |
|
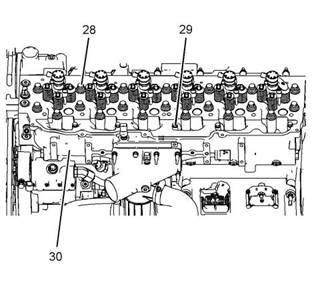
8.將工具 (C)涂敷在螺栓 (28)和螺栓 (29)的螺 紋上。 |
|
圖163 |
|
g03773234 |
|
9.將螺栓 (28)和螺栓 (29)安裝到缸蓋 (30)上。 |
|
10.將工具 (B)從缸體 (35)上拆下。將其余螺栓 (28)安裝到缸蓋 (29)上。 |
|
This document has been printed from SPI2. NOT FOR RESALE |
![]()
![]()
![]()
![]()
![]()
![]()
![]()
|
92 |
|
UCNR4511 |
|
拆解和組裝部分 |
|
圖165 |
|
g03774253 |
|
圖166 |
|
g03773237 |
|
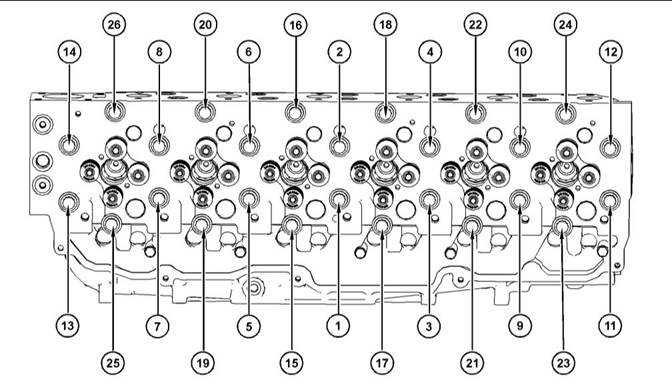
缸蓋螺栓擰緊順序 |
|
This document has been printed from SPI2. NOT FOR RESALE |
![]()
![]()
![]()
![]()
|
UCNR4511 |
|
93 |
|
拆解和組裝部分 |
|
圖167 |
|
g03773696 |
|
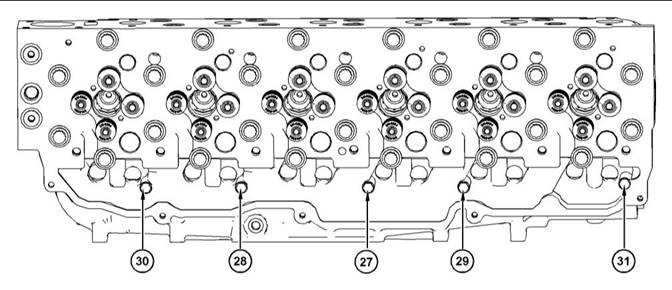
缸蓋螺栓擰緊順序 |
|
11.遵循步驟11.a.至11.g.,按照下述程序擰 緊螺栓 (28) |
|
a.按照圖166所示的數(shù)字順序將螺栓(28) 擰緊至扭矩為130N·m(96lbft)。 |
|
b.按照圖166所示的數(shù)字順序將螺栓(28) 擰緊至扭矩為130N·m(96lbft)。 |
|
c.在螺栓(28)和缸蓋(27)上做一個標記。 按照圖166所示的數(shù)字順序將螺栓額外轉 動90度。 |
|
d.完全松開螺栓(28)。 |
|
e.按照圖166所示的數(shù)字順序將螺栓(28) 擰緊至扭矩為130N·m(96lbft)。 |
|
f.按照圖166所示的數(shù)字順序將螺栓(28) 擰緊至扭矩為130N·m(96lbft)。 |
|
g.在螺栓(28)和缸蓋(30)上做一個標記。 按照圖166所示的數(shù)字順序將螺栓額外轉 動90度。 |
|
圖168 |
|
g03773233 |
|
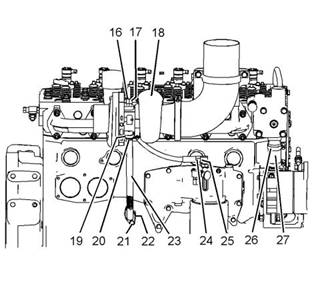
13.將軟管組件 (27)的軟管卡箍 (26)擰緊至扭矩 為7N·m(62lbin)。 |
|
12.按照圖167所示的數(shù)字順序將螺栓 (29)擰緊 至扭矩為28N·m(248lbin)。 |
|
14.將新密封墊 (19)(未顯示)和新密封墊 (22) (未顯示)定位到管組件 (23)上。 |
|
15.將管組件 (23)定位到渦輪增壓器 (18)和缸體 上。安裝螺栓 (20)和螺栓 (21),用手擰緊。 |
|
16.擰緊螺栓 (20)和螺栓 (21)至扭矩為28N·m (248lbin)。 |
|
This document has been printed from SPI2. NOT FOR RESALE |
![]()
![]()
![]()
![]()
|
17.將新O形密封圈 (17)(未顯示)和新O形密 27.將線束組件 (12)連接到油軌壓力傳感器 (13) |
|
94 |
|
UCNR4511 |
|
拆解和組裝部分 |
|
封圈 (25)(未顯示)安裝到渦輪增壓器 (18) 和發(fā)動機機油冷卻器的接頭上。確保O形密封 圈正確安裝到接頭中。 |
|
(未顯示)上。 |
|
28.將所有新的電纜扎帶 (14)安裝到線束組件 上。確保新的電纜扎帶裝回原位。 |
|
18.將軟管組件安裝到渦輪增壓器 (17)和發(fā)動機 機油冷卻器的接頭上。將管螺母 (16)和 (23) 擰緊至扭矩為45N·m(33lbft)。確保軟管 組件不受應力或與其他發(fā)動機部件接觸 |
|
注:確保電纜扎帶符合原始設備制造商(OEM)技術規(guī) 格。 |
|
29.如有必要,安裝節(jié)溫器殼體和散熱器的冷卻 液出口管組件。有關正確的步驟,請參閱OEM 信息。 |
|
30.如有必要,將管組件安裝到渦輪增壓器出口 接頭和空-空增壓冷卻器上。有關正確的步 驟,請參閱OEM信息。 |
|
31.如有必要,將管組件安裝到進氣歧管接頭和 空-空增壓冷卻器上。有關正確的步驟,請參 閱OEM信息。 |
|
32.如有必要,將OEM排氣管組件安裝到排氣彎 頭上。有關正確的步驟,請參閱OEM信息。 |
|
33.如有必要,安裝散熱器支架。有關正確的步 驟,請參閱OEM信息。 |
|
34.向冷卻系統(tǒng)加注冷卻液。請參考操作和保養(yǎng) 手冊冷卻系統(tǒng)冷卻液(ELC)-更換和操作和保 養(yǎng)手冊容量(加注)。 |
|
35.將燃油供應轉到接通位置。 |
|
圖169 |
|
g03773232 |
|
結束: |
|
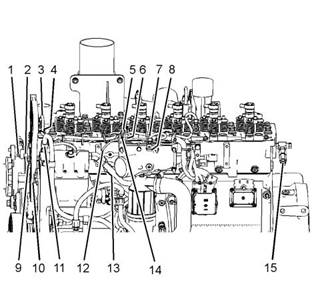
19.將支架 (10)定位到缸蓋上。安裝螺栓 (9)并 用手擰緊。安裝螺栓過程中,支承支架。 |
|
a. 安裝氣門機構罩蓋底座。 有關正確步驟,請參閱拆 解和裝配氣門機構蓋底座-拆卸和安裝。 |
|
20.將螺栓 (1)和隔套 (2)松弛地安裝到交流發(fā)電 機調整連桿上。 |
|
b. 安裝搖臂和搖臂軸。 有關正確步驟,請參閱拆解和 組裝搖臂和軸-安裝。 |
|
21.擰緊螺栓 (9)至扭矩為100N·m(74lbft) 。 |
|
c. 安裝風扇驅動裝置。 有關正確步驟,請參閱拆解和 裝配風扇驅動-安裝。 |
|
d. 安裝空氣濾清器和支架。 有關正確步驟,請參閱拆 解和裝配空氣濾清器-拆卸和安裝。 |
|
22.將軟管組件 (11)連接到缸蓋接頭上。將軟管 組件的管螺母擰緊至扭矩為30N·m (266lbin)。 |
|
23.將軟管組件連接到缸蓋的接頭 (15) 上。將軟 管組件的管螺母擰緊至扭矩為30N·m (266lbin)。 |
|
24.將線束組件 (3)連接到冷卻液溫度傳感器 (4) (未顯示)上。 |
|
25.將線束組件 (5)連接到進氣歧管壓力傳感器 (6)(未顯示)上。 |
|
26.將線束組件 (7)連接到進氣溫度壓力傳感器 (8)(未顯示)上。 |
|
This document has been printed from SPI2. NOT FOR RESALE |
![]()
![]()
![]()
|
UCNR4511 |
|
95 |
|
拆解和組裝部分 |
|
i06062532 |
|
安裝步驟 |
|
挺挺桿桿總總成成-拆拆卸卸和和安安裝裝 |
|
被被彈彈簧簧力力爆爆出出的的零零件件擊擊中中,,會會招招致致人人員員傷傷害害。。 確確保保穿穿上上所所有有必必要要的的保保護護裝裝備備。。 |
|
拆卸步驟 |
|
開始: |
|
遵遵照照建建議議的的程程序序,,并并使使用用所所有有建建議議的的工工具具以以釋釋放放彈彈 簧簧力力。。 |
|
a. 拆下缸蓋。 有關的正確程序,請參閱拆解與組裝缸 蓋-拆卸。 |
|
注意 保持所有零件清潔無雜質。 |
|
被被彈彈簧簧力力爆爆出出的的零零件件擊擊中中,,會會招招致致人人員員傷傷害害。。 確確保保穿穿上上所所有有必必要要的的保保護護裝裝備備。。 |
|
雜質會造成快速磨損和縮短部件壽命。 |
|
1.1.確保所有部件清潔、無磨損或損壞。更換任 何損壞或磨損的部件。 |
|
遵遵照照建建議議的的程程序序,,并并使使用用所所有有建建議議的的工工具具以以釋釋放放彈彈 簧簧力力。。 |
|
注意 保持所有零件清潔無雜質。 |
|
雜質會造成快速磨損和縮短部件壽命。 |
|
圖171 |
|
g03778321 |
|
典型示例 |
|
2.2.將新的導管彈簧 (1)安裝到氣門挺桿 (2)上。 |
|
3.3.安裝前,使用清潔的發(fā)動機機油潤滑滾柱銷。 注:確保滾柱旋轉自如。 |
|
圖170 |
|
g03778321 |
|
典型示例 |
|
4.4.將氣門挺桿 (2)安裝到缸體上。確保舊挺桿安 裝位置正確。 |
|
1.1.使用合適的工具將氣門挺桿 (2)從缸體上拆 下。 |
|
5.5.重復步驟2到步驟4,安裝其余的挺桿。 |
|
注:在每個挺桿上做臨時標記,以識別挺桿,方便安 裝。 |
|
結束: |
|
a. 安裝缸蓋。 有關正確的步驟,請參閱拆解與組裝氣 缸蓋-安裝。 |
|
2.2.將導管彈簧 (1)從氣門挺桿 (2)上拆下。 |
|
3.3.對其余挺桿重復步驟1到步驟2。 |
|
This document has been printed from SPI2. NOT FOR RESALE |
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
|
96 |
|
UCNR4511 |
|
拆解和組裝部分 |
|
i06062468 |
|
凸凸輪輪軸軸-拆拆卸卸 |
|
拆卸步驟 |
|
表 37 |
|
所需工具 |
|
工具 |
|
零件號 |
|
零件描述 |
|
數(shù)量 |
|
A |
|
CH11148 |
|
發(fā)動機盤車工具 |
|
1 |
|
開始: |
|
a. 拆下?lián)u臂和搖臂軸。 有關正確步驟,請參閱拆解和 組裝搖臂和軸-拆卸。 |
|
b. 從缸體上拆下挺桿。 請參閱拆解和裝配挺桿總成- 拆卸和安裝,了解正確的步驟。 |
|
c. 拆下前蓋。 請參閱拆解和組裝前蓋-拆卸和安裝以 了解正確步驟。 |
|
注意 保持所有零件清潔無雜質。 |
|
雜質會造成快速磨損和縮短部件壽命。 |
|
圖172 |
|
g03750318 |
|
This document has been printed from SPI2. NOT FOR RESALE |

![]()
![]()
![]()
![]()
![]()
![]()
|
UCNR4511 |
|
97 |
|
拆解和組裝部分 |
|
注意 保持所有零件清潔無雜質。 |
|
雜質會造成快速磨損和縮短部件壽命。 |
|
圖173 |
|
g03750417 |
|
1.1.使用工具 (A)轉動曲軸,使1號活塞處于上止 點位置。有關正確的步驟,請參閱系統(tǒng)操作、 測試和調整查找1號活塞上止點位置。 |
|
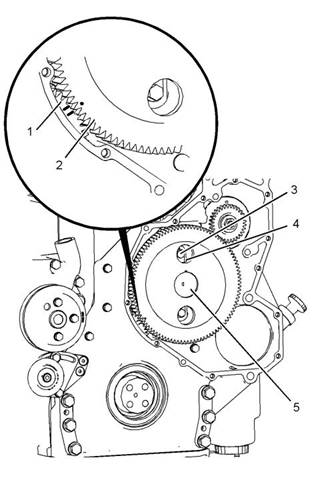
2.2.確保對齊凸輪軸齒輪 (2)與惰輪齒輪 (1)上的 正時標記。 |
|
3.3.將螺栓 (3)從止推片 (4)上拆下。 4.4.將止推片 (4)從凸輪軸 (5)上拆下。 |
|
注意 拆卸或安裝凸輪軸時不要損壞凸輪或軸承。 |
|
5.5.使用合適的工具將凸輪軸 (5)從缸體上拆下。 拆卸凸輪軸時,確保凸輪軸軸承 (6)未損壞。 |
|
6.6.如有必要,將凸輪軸齒輪 (2)從凸輪軸上拆 下。請參閱拆解和組裝凸輪軸齒輪-拆卸和安 裝以了解正確程序。 |
|
i06062458 |
|
凸凸輪輪軸軸-安安裝裝 |
|
安裝步驟 表 38 |
|
所需工具 |
|
工具 |
|
零件號 CH11148 21825617 - |
|
零件描述 |
|
數(shù)量 |
|
A |
|
發(fā)動機盤車工具 |
|
1 1 1 |
|
千分表 |
|
B |
|
磁性座和支架 |
|
This document has been printed from SPI2. NOT FOR RESALE |