Perkins珀金斯1506A柴油發(fā)動(dòng)機(jī)T400800凸輪軸供應(yīng)商,Perkins珀金斯1506A柴油發(fā)動(dòng)機(jī)T400800凸輪軸技術(shù)價(jià)格規(guī)格咨詢服務(wù),Perkins珀金斯1506A柴油發(fā)動(dòng)機(jī)T400800凸輪軸零配件供應(yīng),Perkins珀金斯1506A柴油發(fā)動(dòng)機(jī)T400800凸輪軸售后服務(wù)中心,Perkins珀金斯1506A柴油發(fā)動(dòng)機(jī)T400800凸輪軸,Perkins珀金斯1506A柴油發(fā)動(dòng)機(jī)T400800凸輪軸詳細(xì)的技術(shù)參數(shù),

首頁(yè)
產(chǎn)品展示>Perkins珀金斯1506A柴油發(fā)動(dòng)機(jī)T400800凸輪軸
產(chǎn)品中心
美國(guó)強(qiáng)鹿柴油機(jī)維修配件技術(shù)中心
約翰迪爾John Deere柴油機(jī)配件 美國(guó)麥克福斯
卡特彼勒柴油發(fā)動(dòng)機(jī)參數(shù)
沃爾沃發(fā)動(dòng)機(jī)全系參數(shù)
英國(guó)珀金斯原廠配件
珀金斯柴油機(jī)技術(shù)中心
珀金斯發(fā)動(dòng)機(jī)零件查詢圖冊(cè)
日本三菱柴油機(jī)發(fā)電機(jī)配件
德國(guó)道依茨 韓國(guó)大宇柴油發(fā)動(dòng)機(jī)配件
康明斯全系列柴油發(fā)動(dòng)機(jī)
沃爾沃 MTU 原廠配件銷售中心
瑞典沃爾沃遍達(dá)原裝柴油機(jī)配件
康明斯維修技術(shù)中心
卡特彼勒柴油發(fā)動(dòng)機(jī)原廠配件銷售中心
品牌柴油發(fā)電機(jī)組
康明斯柴油發(fā)動(dòng)機(jī)配件中心

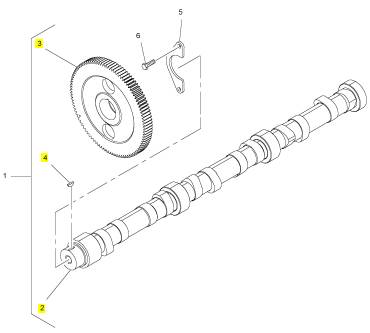
Perkins珀金斯1506A柴油發(fā)動(dòng)機(jī)T400800凸輪軸
詳細(xì)描述
項(xiàng)目 零配件號(hào)碼 新件號(hào) 描述
1 T400800 1 T400800 凸輪軸
5 T400798 1 T400798 板
6 CH11727 2 CH11727 螺拴
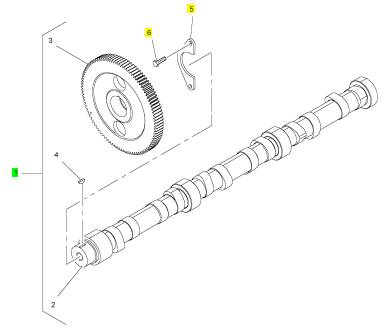
項(xiàng)目 零配件號(hào)碼 新件號(hào) 描述
2 1 凸輪軸
3 T400801 1 T400801 凸輪軸傳動(dòng)機(jī)構(gòu)
4 CH10005 1 CH10005 半圓鍵
|
6.如有必要,遵循步驟6.a.至6.c.,以便拆解 曲軸減振器組件 (5)。 |
|
2.如有必要,遵循步驟2.a.至2.c.,以便裝配 曲軸減振器組件 (5)。 |
|
a.將曲軸減振器組件(5)置于合適的支架 上。 |
|
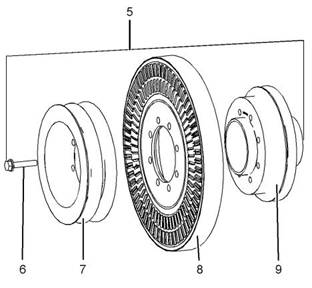
a.將適配器(9)放到合適的支架上。 |
|
b.將減振器(8)和皮帶輪(7)安裝到適配器 (9)上。對(duì)準(zhǔn)減振器和皮帶輪中的螺栓 孔。 |
|
b.拆下螺栓(6)。 |
|
c.將皮帶輪(7)、減振器(8)從適配器(9) 上拆下。 |
|
c.安裝螺栓(6)。將螺栓擰緊至扭矩 55N·m(41lbft)。 |
|
安裝步驟 |
|
注意 保持所有零件清潔無(wú)雜質(zhì)。 |
|
雜質(zhì)會(huì)造成快速磨損和縮短部件壽命。 |
|
注意 |
|
仔細(xì)檢查粘性減振器有無(wú)泄漏跡象,或殼體有無(wú)凹痕 或損壞跡象。 這兩個(gè)情況中的任何一個(gè)都可能導(dǎo)致重 塊與殼體相接觸。 重塊與殼體相接觸會(huì)影響粘性減振 器操作。 |
|
1.確保曲軸減振器組件的所有部件沒有磨損或損 壞。更換所有磨損或損壞的部件。 |
|
圖116 |
|
g03783877 |
|
3.安裝一個(gè)新的曲軸前油封。有關(guān)正確的步 驟,請(qǐng)參閱拆解和裝配曲軸前油封-安裝。 |
|
This document has been printed from SPI2. NOT FOR RESALE |
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
|
64 |
|
UCNR4511 |
|
拆解和組裝部分 |
|
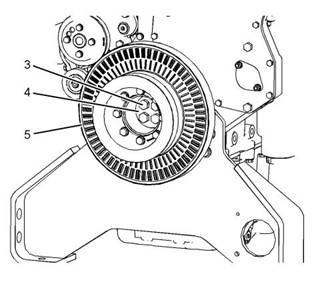
4.4.將合適的起吊設(shè)備連接到曲軸減振器組件 (5) 上。安裝曲軸減振器組件。曲軸減振器組件 的重量約為50kg(110lb)。安安裝裝曲曲軸軸減減振振器器 組組件件時(shí)時(shí),,確確保保曲曲軸軸前前油油封封未未損損壞壞。 |
|
開始: |
|
a. 拆下減振器組件和皮帶輪。 有關(guān)正確步驟,請(qǐng)參閱 拆解和裝配減振器和皮帶輪-拆卸和安裝 |
|
。 |
|
注意 |
|
5.5.將止推塊 (4)和螺栓 (3)安裝到曲軸減振器組 件 (5) 上。用手?jǐn)Q緊螺栓。 |
|
在檢驗(yàn)、保養(yǎng)、測(cè)試、調(diào)整及維修產(chǎn)品時(shí),務(wù)必留 心,確保液體盛裝在容器中。 在打開任何腔室或拆解 任何儲(chǔ)有液體的部件之前,要準(zhǔn)備好用合適的容器收 集液體。 |
|
6.6.使用適當(dāng)?shù)墓ぞ撸骨S固定不動(dòng),并將螺栓 (3)擰緊至扭矩為160N·m(118lbft)。 |
|
按照本地法規(guī)和指令處置所有液體。 |
|
注意 保持所有零件清潔無(wú)雜質(zhì)。 |
|
雜質(zhì)會(huì)造成快速磨損和縮短部件壽命。 |
|
圖117 |
|
g03783858 |
|
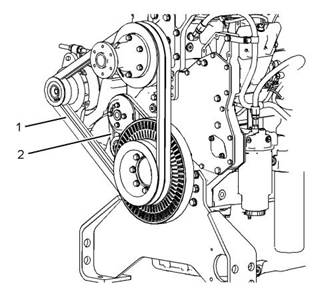
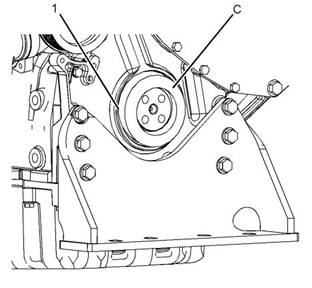
7.7.安裝皮帶 (1) 。有關(guān)正確的步驟,請(qǐng)參閱拆解 和裝配V形皮帶-拆卸和安裝(充電交流發(fā)電 機(jī)傳動(dòng)帶)。 |
|
8.8.安裝皮帶 (2) 。有關(guān)正確的步驟,請(qǐng)參閱拆解 和裝配V形皮帶-拆卸和安裝(水泵傳動(dòng) 帶)。 |
|
圖118 |
|
g01276176 |
|
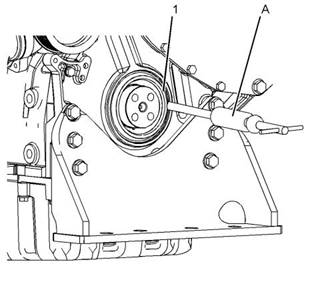
1.1.向工具 (B)上涂覆清潔的潤(rùn)滑脂,以防止產(chǎn)生 的任何切屑進(jìn)入發(fā)動(dòng)機(jī)。小心地使用工具 (B) 在曲軸前油封 (1)上鉆出三個(gè)等距的孔。 |
|
i06062465 |
|
曲曲軸軸前前油油封封-拆拆卸卸 |
|
注:在前油封上鉆孔時(shí),確保不要損壞殼體或曲軸。 |
|
2.2.交替在鉆孔間使用工具 (A),拆下曲軸前油封 (1)。 |
|
拆卸步驟 表 28 |
|
所需工具 |
|
工具 A |
|
零件號(hào) 27610311 - |
|
零件描述 |
|
數(shù)量 |
|
滑錘拉拔器 |
|
1 1 |
|
B |
|
鉆頭3 mm (0.118 in) |
|
This document has been printed from SPI2. NOT FOR RESALE |
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
|
UCNR4511 |
|
65 |
|
拆解和組裝部分 |
|
i06062456 |
|
i06062450 |
|
曲曲軸軸前前油油封封-安安裝裝 |
|
前前蓋蓋-拆拆卸卸 |
|
安裝步驟 表 29 |
|
拆卸步驟 |
|
注意 |
|
所需工具 |
|
在檢驗(yàn)、保養(yǎng)、測(cè)試、調(diào)整及維修產(chǎn)品時(shí),務(wù)必留 心,確保液體盛裝在容器中。 在打開任何腔室或拆解 任何儲(chǔ)有液體的部件之前,要準(zhǔn)備好用合適的容器收 集液體。 |
|
工具 |
|
零件號(hào) |
|
零件描述 |
|
數(shù)量 |
|
C |
|
T401072 |
|
前油封安裝工具 |
|
1 |
|
按照本地法規(guī)和指令處置所有液體。 |
|
注意 |
|
保持所有零件清潔無(wú)雜質(zhì)。 |
|
雜質(zhì)會(huì)造成快速磨損和縮短部件壽命。 |
|
注意 |
|
保持所有零件清潔無(wú)雜質(zhì)。 |
|
雜質(zhì)會(huì)造成快速磨損和縮短部件壽命。 |
|
圖119 |
|
g01276301 |
|
1.1.確保殼體清潔干燥且無(wú)損壞。 |
|
2.2.使用工具 (C)安裝曲軸前油封 (1)。 |
|
注:請(qǐng)請(qǐng)勿勿潤(rùn)潤(rùn)滑滑密密封封。。密密封封必必須須采采用用干干式式安安裝裝。。 |
|
結(jié)束: |
|
a. 安裝減振器組件和皮帶輪。 有關(guān)正確步驟,請(qǐng)參閱 拆解和裝配減振器和皮帶輪-拆卸和安裝。 |
|
圖120 |
|
g03781156 |
|
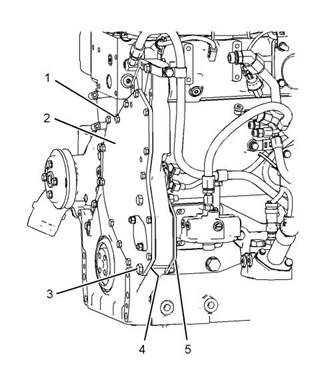
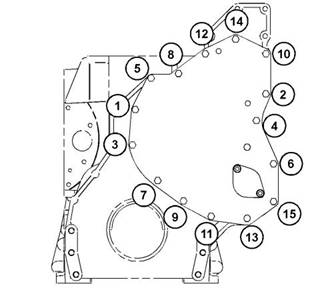
1.1.拆卸螺母和螺栓 (3)并拆卸蓋板 (5)。 |
|
2.2.從前蓋 (2)拆下螺栓 (1) 。確定不同長(zhǎng)度螺栓 的位置。拆卸螺栓時(shí),支撐前蓋。 |
|
3.3.拆下前蓋 (2)和密封墊 (4)(未顯示)。 |
|
This document has been printed from SPI2. NOT FOR RESALE |
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
|
66 |
|
UCNR4511 |
|
拆解和組裝部分 |
|
i06062459 |
|
前前蓋蓋-安安裝裝 |
|
安裝步驟 |
|
注意 保持所有零件清潔無(wú)雜質(zhì)。 |
|
雜質(zhì)會(huì)造成快速磨損和縮短部件壽命。 |
|
1.1.確保所有部件無(wú)磨損或損壞。如有必要,更 換所有磨損或損壞的部件。 |
|
圖121 |
|
g03781156 |
|
圖122 |
|
g03781238 |
|
This document has been printed from SPI2. NOT FOR RESALE |
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
|
UCNR4511 |
|
67 |
|
拆解和組裝部分 |
|
開始: |
|
a. 拆卸前殼體。 有關(guān)正確的步驟,請(qǐng)參閱拆解和組裝 殼體(前)-拆卸。 |
|
注意 |
|
在檢驗(yàn)、保養(yǎng)、測(cè)試、調(diào)整及維修產(chǎn)品時(shí),務(wù)必留 心,確保液體盛裝在容器中。 在打開任何腔室或拆解 任何儲(chǔ)有液體的部件之前,要準(zhǔn)備好用合適的容器收 集液體。 |
|
按照本地法規(guī)和指令處置所有液體。 |
|
注意 保持所有零件清潔無(wú)雜質(zhì)。 |
|
雜質(zhì)會(huì)造成快速磨損和縮短部件壽命。 |
|
1.1.將1號(hào)活塞設(shè)定到壓縮沖程的上止點(diǎn)。請(qǐng)參 閱測(cè)試和調(diào)整確定1號(hào)活塞上止點(diǎn)位置以了解 正確的步驟。 |
|
圖123 |
|
g03781240 |
|
前蓋擰緊順序 |
|
2.2.清潔前殼體 (6)、前蓋 (2)和蓋板 (5)的密封 墊表面。 |
|
3.3.將新密封墊 (4)(未顯示)定位到前蓋 (2) 上。 |
|
4.4.安裝前蓋 (2),然后安裝螺栓 (1) 。安裝螺栓 時(shí),支撐前蓋。 |
|
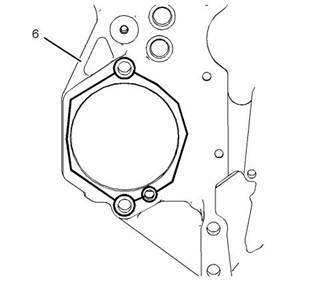
5.5.將工具 (B)涂覆到前殼體 (6)上,如圖122所 示。 |
|
6.6.將蓋板 (5)安裝到前殼體 (6) 上。安裝螺母和 螺栓 (3)并手動(dòng)擰緊。 |
|
7.7.按照?qǐng)D123所示的擰緊順序?qū)⑶吧w (2)的螺栓 (1)擰緊至扭矩為28N·m(248lbin)。 |
|
8.8.將蓋板 (5)的螺母和螺栓 (3)擰緊至扭矩為 100N·m(74lbft)。 |
|
i06062481 |
|
齒齒輪輪總總成成(前前)-拆拆卸卸 |
|
拆卸步驟 表 30 |
|
所需工具 |
|
工具 |
|
零件號(hào) |
|
零件描述 |
|
數(shù)量 |
|
A |
|
27610275 |
|
沖頭總成 |
|
1 |
|
This document has been printed from SPI2. NOT FOR RESALE |
![]()
![]()
![]()
![]()
![]()
![]()
|
68 |
|
UCNR4511 |
|
拆解和組裝部分 |
|
5.5.如有必要,拆下發(fā)動(dòng)機(jī)機(jī)油泵惰輪 (5) 。有關(guān) 正確的步驟,請(qǐng)參閱拆解和組裝發(fā)動(dòng)機(jī)機(jī)油泵 -拆卸。 |
|
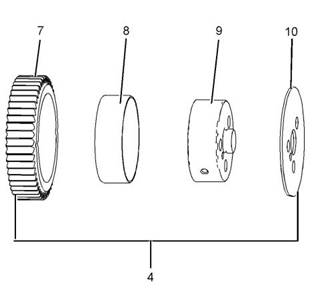
6.6.將止推片 (9)從惰輪轂 (9)上拆下。將惰輪 (6)從惰輪轂 (9)上拆下。 |
|
7.7.如有必要,遵循步驟7.a.至7.b.,以便將襯 套 (8)從惰輪 (7)上拆下。 |
|
a.將惰輪(7)放置在適當(dāng)?shù)闹С猩稀?/P> |
|
b.利用工具(A)和適當(dāng)?shù)膲壕邔⒁r套(8)從 惰輪(7)上拆下。 |
|
8.8.如有必要,拆下曲軸齒輪 (5) 。有關(guān)正確的步 驟,請(qǐng)參閱拆解和組裝曲軸齒輪-拆卸和安 裝。 |
|
i06062474 |
|
齒齒輪輪總總成成(前前)-安安裝裝 |
|
安裝步驟 表 31 |
|
圖124 |
|
g03781421 |
|
所需工具 |
|
工具 |
|
零件號(hào) |
|
零件描述 |
|
數(shù)量 |
|
A |
|
27610275 |
|
沖頭總成 |
|
1 |
|
注意 保持所有零件清潔無(wú)雜質(zhì)。 |
|
雜質(zhì)會(huì)造成快速磨損和縮短部件壽命。 |
|
1.1.確保齒輪總成的所有部件沒有磨損或損壞。 有關(guān)正確的信息,請(qǐng)參閱技術(shù)規(guī)格齒輪總成 (前)。更換所有不符合技術(shù)規(guī)格的部件。 |
|
圖125 |
|
g03781425 |
|
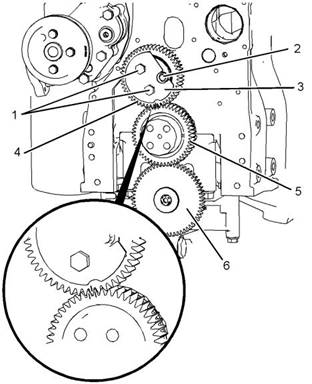
2.2.在每個(gè)惰輪 (4)和曲軸齒輪 (5)上做臨時(shí)標(biāo) 記,以便于安裝。 |
|
3.3.拆下螺栓 (1)和 (2)。拆下固定板 (3)。 4.4.將惰輪組件 (4)從缸體上拆下。 |
|
This document has been printed from SPI2. NOT FOR RESALE |
![]()
![]()
![]()
![]()
![]()
![]()
![]()
|
3.如有必要,安裝曲軸齒輪 (5) 。有關(guān)正確的步 |
|
UCNR4511 |
|
69 |
|
拆解和組裝部分 |
|
驟,請(qǐng)參閱拆解和裝配曲軸齒輪-拆卸和安 裝。 |
|
4.將惰輪 (7)安裝到惰輪轂 (9) 上。確保惰輪正 確定位在惰輪轂上。 |
|
注:確保惰輪在惰輪轂上轉(zhuǎn)動(dòng)自如。 |
|
5.將止推片 (10)安裝到惰輪轂 (9) 上。確保止 推片正確定位到惰輪轂上。 |
|
6.將惰輪組件 (4)安裝到缸體上。對(duì)齊惰輪和曲 軸齒輪 (5)上的正時(shí)標(biāo)記,如圖127所示。同 時(shí)將惰輪轂上的螺栓孔與缸體上的孔對(duì)齊。 |
|
7.安裝固定板 (3)以及螺栓 (1)和螺栓 (2) 。確 保固定板朝向正確。 |
|
8.將螺栓 (1)和螺栓 (2)擰緊至扭矩為70N·m (52lbft)。 |
|
圖126 |
|
g03781425 |
|
9.檢查惰輪組件 (4)的軸向間隙。齒輪組件的端 隙為0.05到0.35mm(0.002到0.014in)。 |
|
10.如有必要,安裝發(fā)動(dòng)機(jī)機(jī)油泵惰輪 (6) 。有 關(guān)的正確步驟,請(qǐng)參閱拆解和組裝發(fā)動(dòng)機(jī)機(jī)油 泵-安裝。 |
|
11.標(biāo)定轉(zhuǎn)速/正時(shí)傳感器。有關(guān)標(biāo)定步驟,請(qǐng) 參閱故障診斷與排除發(fā)動(dòng)機(jī)轉(zhuǎn)速/正時(shí)傳感器- 標(biāo)定。 |
|
結(jié)束: |
|
a. 安裝前殼體。 有關(guān)正確的步驟,請(qǐng)參閱拆解和組裝 殼體(前)-安裝。 |
|
圖127 |
|
g03781421 |
|
2.如有必要,遵循步驟2.a.至2.b.,以便將襯 套 (8)安裝到惰輪 (7)上。 |
|
a.將惰輪(7)放置在適當(dāng)?shù)闹С猩稀?/P> |
|
b.利用工具(A)和適當(dāng)?shù)膲壕邔⒁r套(8)安 裝到惰輪(7)上。確保襯套正確定位到惰 輪上。 |
|
This document has been printed from SPI2. NOT FOR RESALE |