Perkins珀金斯1506A柴油發(fā)動(dòng)機(jī)T401806搖臂室密封墊片供應(yīng)商,Perkins珀金斯1506A柴油發(fā)動(dòng)機(jī)T401806搖臂室密封墊片技術(shù)價(jià)格規(guī)格咨詢服務(wù),Perkins珀金斯1506A柴油發(fā)動(dòng)機(jī)T401806搖臂室密封墊片零配件供應(yīng),Perkins珀金斯1506A柴油發(fā)動(dòng)機(jī)T401806搖臂室密封墊片售后服務(wù)中心,Perkins珀金斯1506A柴油發(fā)動(dòng)機(jī)T401806搖臂室密封墊片,Perkins珀金斯1506A柴油發(fā)動(dòng)機(jī)T401806搖臂室密封墊片詳細(xì)的技術(shù)參數(shù),

首頁
產(chǎn)品展示>Perkins珀金斯1506A柴油發(fā)動(dòng)機(jī)T401806搖臂室密封墊片
產(chǎn)品中心
美國(guó)強(qiáng)鹿柴油機(jī)維修配件技術(shù)中心
約翰迪爾John Deere柴油機(jī)配件 美國(guó)麥克福斯
卡特彼勒柴油發(fā)動(dòng)機(jī)參數(shù)
沃爾沃發(fā)動(dòng)機(jī)全系參數(shù)
英國(guó)珀金斯原廠配件
珀金斯柴油機(jī)技術(shù)中心
珀金斯發(fā)動(dòng)機(jī)零件查詢圖冊(cè)
日本三菱柴油機(jī)發(fā)電機(jī)配件
德國(guó)道依茨 韓國(guó)大宇柴油發(fā)動(dòng)機(jī)配件
康明斯全系列柴油發(fā)動(dòng)機(jī)
沃爾沃 MTU 原廠配件銷售中心
瑞典沃爾沃遍達(dá)原裝柴油機(jī)配件
康明斯維修技術(shù)中心
卡特彼勒柴油發(fā)動(dòng)機(jī)原廠配件銷售中心
品牌柴油發(fā)電機(jī)組
康明斯柴油發(fā)動(dòng)機(jī)配件中心

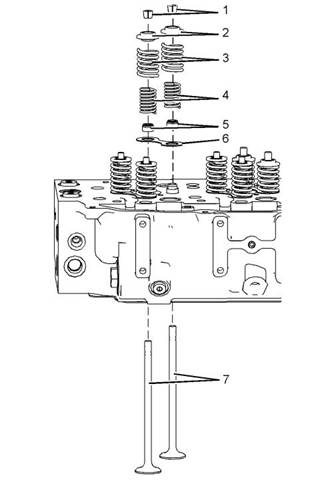
Perkins珀金斯1506A柴油發(fā)動(dòng)機(jī)T401806搖臂室密封墊片
詳細(xì)描述
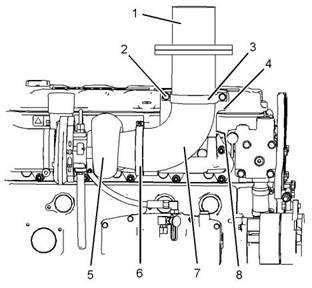
項(xiàng)目 零配件號(hào)碼 新件號(hào) 描述
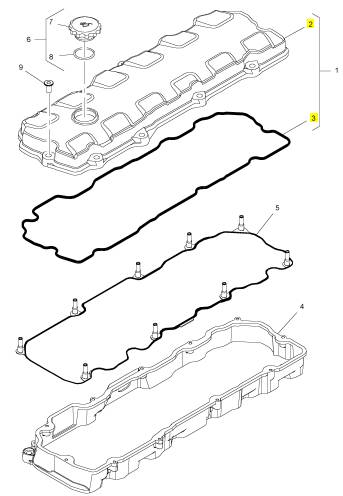
1 T400645 1 T400645 間隔器
2 T400644 1 T400644 栓塞裝備
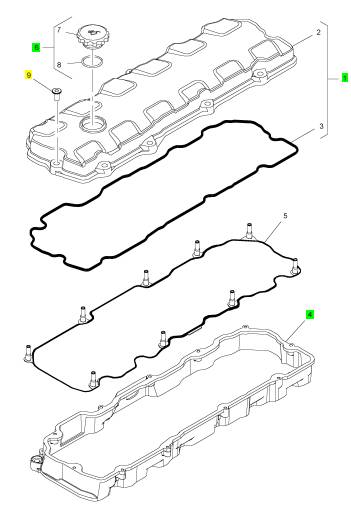
項(xiàng)目 零配件號(hào)碼 新件號(hào) 描述
2 1 CYL 座蓋 ASSY
3 T401806 1 T401806 搖臂室密封墊片
|
渦渦輪輪增增壓壓器器-拆拆卸卸 |
|
拆卸步驟 |
|
注意 保持所有零件清潔無雜質(zhì)。 |
|
雜質(zhì)會(huì)造成快速磨損和縮短部件壽命。 |
|
注意 |
|
在檢驗(yàn)、保養(yǎng)、測(cè)試、調(diào)整及維修產(chǎn)品時(shí),務(wù)必留 心,確保液體盛裝在容器中。 在打開任何腔室或拆解 任何儲(chǔ)有液體的部件之前,要準(zhǔn)備好用合適的容器收 集液體。 |
|
按照本地法規(guī)和指令處置所有液體。 |
|
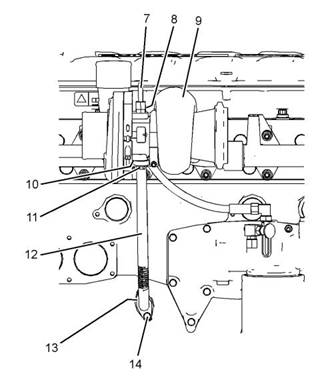
圖40 |
|
g03781906 |
|
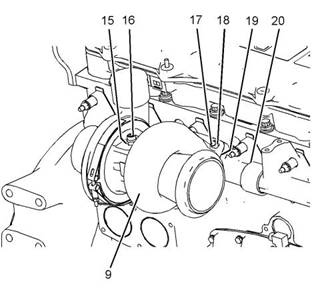
4.4.將軟管組件 (7)從渦輪增壓器 (9)上斷開。遠(yuǎn) 離渦輪增壓器定位軟管組件。 |
|
5.5.拆下O形密封圈 (8)(未顯示)。 |
|
6.6.將螺栓 (11)和螺栓 (14)從管組件 (12)上拆 下。將管組件從渦輪增壓器 (9)和缸體上拆 下。 |
|
7.7.拆下O形密封圈 (10)(未顯示)和O形密封 圈 (13)(未顯示)。 |
|
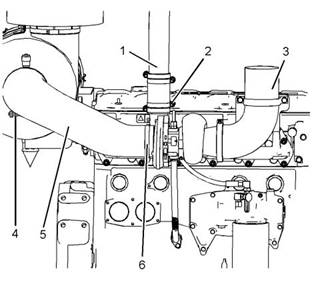
圖39 |
|
g03781905 |
|
1.1.拆下排氣彎頭 (3) 。有關(guān)正確的步驟,請(qǐng)參閱 拆解和組裝排氣彎頭-拆卸和安裝。 |
|
2.2.松開軟管卡箍 (4)和軟管卡箍 (6) 。拆下軟管 組件 (5)。 |
|
3.3.松開軟管卡箍 (2),然后拆下管組件 (1)。 |
|
This document has been printed from SPI2. NOT FOR RESALE |
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
|
26 |
|
UCNR4511 |
|
拆解和組裝部分 |
|
1.1.確保渦輪增壓器的所有部件沒有磨損或損壞。 如有必要,將渦輪增壓器作為一個(gè)整體進(jìn)行更 換。有關(guān)更多信息,請(qǐng)參閱技術(shù)規(guī)格渦輪增壓 器。 |
|
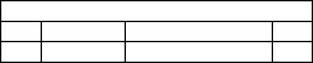
圖41 |
|
g03781908 |
|
8.8.將螺母 (18)從渦輪增壓器 (9)上拆下。 |
|
9.9.將適當(dāng)起吊設(shè)備連在渦輪增壓器 (9) 上。渦輪 增壓器的重量約為27kg(60lb)。 |
|
圖42 |
|
g03781908 |
|
1010..將渦輪增壓器 (9)從排氣歧管 (20)上拆下。 |
|
2.2.如有必要,遵循步驟2.a.至2.b.以便安裝新 的螺柱 (17)。 |
|
1111..將密封墊 (19)(未顯示)從排氣歧管 (20)上 拆下。 |
|
a.將工具(A)涂覆到螺柱(17)上。 |
|
1212..如有必要,拆下雙頭螺柱 (17)。 |
|
b.將螺柱(17)安裝到排氣歧管(20)上。擰 緊螺柱至扭矩為25N·m(221lbin)。 |
|
1313..如有必要,將適配器 (16)從渦輪增壓器 (9) 上拆下。拆下O形密封圈 (15)(未顯示)。 |
|
3.3.如有必要,遵循步驟3.a.至步驟3.b.安裝適 配器 (16)。 |
|
i06062530 |
|
a.將新的O形密封圈(15)(未顯示)安裝到 適配器(16)上。 |
|
渦渦輪輪增增壓壓器器-安安裝裝 |
|
b.安裝適配器(16)至渦輪增壓器(9)。將 適配器擰緊至扭矩為30N·m(266lbin) 。 |
|
安裝步驟 表 5 |
|
4.4.將適當(dāng)?shù)钠鸬踉O(shè)備連接到渦輪增壓器 (9)上。 渦輪增壓器的重量約為27kg(60lb)。 |
|
所需工具 |
|
工具 |
|
零件號(hào) |
|
零件描述 |
|
數(shù)量 |
|
A |
|
CV60889 |
|
防粘結(jié)劑 |
|
- |
|
5.5.將新的墊片 (19)(未顯示)定位到排氣歧管 (20)上。 |
|
注意 |
|
6.6.將工具 (A)涂覆到螺柱 (17)上。 |
|
保持所有零件清潔無雜質(zhì)。 |
|
7.7.使用合適的起吊設(shè)備將渦輪增壓器 (9)安裝到 排氣歧管 (20)上。 |
|
雜質(zhì)會(huì)造成快速磨損和縮短部件壽命。 |
|
8.8.安裝新螺母 (18)。擰緊螺母至扭矩為54N·m (40lbft)。 |
|
This document has been printed from SPI2. NOT FOR RESALE |
![]()
![]()
![]()
![]()
![]()
![]()
![]()
|
UCNR4511 |
|
27 |
|
拆解和組裝部分 |
|
圖44 |
|
g03781905 |
|
1515..安裝排氣彎頭 (3) 。有關(guān)正確的步驟,請(qǐng)參 閱拆解和組裝排氣彎頭-拆卸和安裝。 |
|
1616..安裝管組件 (1)并將軟管卡箍 (2)擰緊至扭矩 為7N·m(62lbin)。 |
|
圖43 |
|
g03781906 |
|
1717..安裝軟管組件 (5) 。確保軟管組件正確位于 渦輪增壓器和空氣濾清器組件上。 |
|
9.9.將新O形密封圈 (10)(未顯示)和新O形密 封圈 (13)(未顯示)安裝到管組件 (12)上。 |
|
1818..安裝軟管卡箍 (4)和軟管卡箍 (6) 。將軟管 卡箍 (6)擰緊至扭矩為7N·m(62lbin)。 |
|
1010..將管組件 (12)定位到渦輪增壓器 (9)和缸體 上。確保管組件正確安裝到渦輪增壓器和缸體 上。將螺栓 (11)和螺栓 (14)安裝到管組件 上。 |
|
1919..將軟管卡箍 (4)擰緊至扭矩為11N·m (97lbin)。 |
|
1111..擰緊螺栓 (11)和螺栓 (14)至扭矩為28N·m (248lbin)。 |
|
i06062542 |
|
排排氣氣歧歧管管-拆拆卸卸和和安安裝裝 |
|
1212..用清潔的發(fā)動(dòng)機(jī)機(jī)油通過進(jìn)油口潤(rùn)滑渦輪增 壓器軸承。將壓縮機(jī)葉輪轉(zhuǎn)動(dòng)幾次以便潤(rùn)滑軸 承。 |
|
拆卸步驟 |
|
1313..將新的O形密封圈 (8)(未顯示)安裝到適 配器上。確保O形密封圈正確安裝到適配器的 凹槽中。 |
|
開始: |
|
a. 拆下渦輪增壓器。 有關(guān)正確的步驟,請(qǐng)參閱拆解和 組裝渦輪增壓器-拆卸。 |
|
1414..將軟管組件 (7)連接到渦輪增壓器 (9)上。 將適配器的管螺母擰緊至扭矩為30N·m (266lbin)。 |
|
注意 |
|
保持所有零件清潔無雜質(zhì)。 |
|
雜質(zhì)會(huì)造成快速磨損和縮短部件壽命。 |
|
This document has been printed from SPI2. NOT FOR RESALE |
![]()
![]()
![]()
![]()
![]()
![]()
![]()
|
28 |
|
UCNR4511 |
|
拆解和組裝部分 |
|
圖45 |
|
g03780721 |
|
圖47 |
|
g03780724 |
|
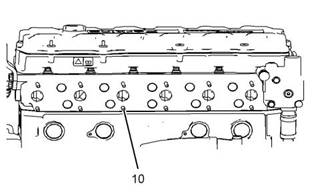
排氣歧管擰緊順序 |
|
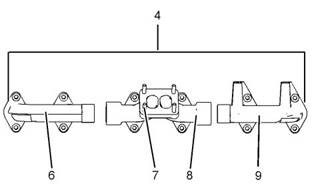
5.如有必要,遵循步驟2.a.至3,以便拆解排 氣歧管組件 (4)。 |
|
a.將排氣歧管組件(4)置于合適的支架上。 |
|
b.將排氣歧管后部(6)從排氣歧管中部(8) 拆下。 |
|
c.將排氣歧管前部(9)從排氣歧管中部(8) 拆下。 |
|
d.如有必要,將螺柱(7)從排氣歧管中部 (9)拆下。 |
|
安裝步驟 表 6 |
|
所需工具 |
|
工具 |
|
零件號(hào) |
|
零件描述 |
|
數(shù)量 |
|
A |
|
CV60889 |
|
防粘結(jié)劑 |
|
1 |
|
注意 |
|
圖46 |
|
g03780412 |
|
保持所有零件清潔無雜質(zhì)。 |
|
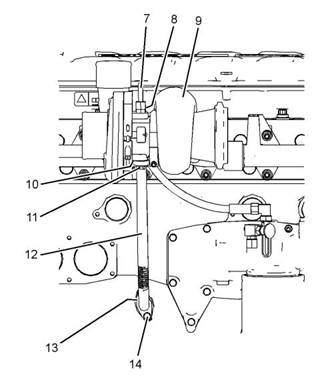
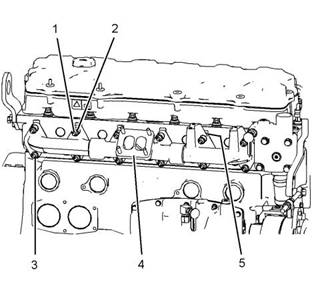
1.按照與圖51所示相反的順序松開排氣歧管的 螺母 (2)和螺母 (3)。 |
|
雜質(zhì)會(huì)造成快速磨損和縮短部件壽命。 |
|
2.拆下螺母 (1)、螺母 (3)和隔套 (2)。 3.從缸蓋上拆下排氣歧管組件 (4)。 4.拆下密封墊 (5)(未顯示)。 |
|
1.確保排氣歧管的所有部件沒有磨損或損壞。 更換所有磨損或損壞的部件。 |
|
This document has been printed from SPI2. NOT FOR RESALE |

![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
|
UCNR4511 |
|
29 |
|
拆解和組裝部分 |
|
圖48 |
|
g03780741 |
|
圖49 |
|
g03780746 |
|
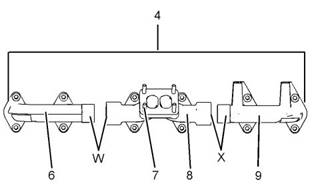
2.如有必要,遵循步驟2.a.至2.f.,以便裝配 排氣歧管組件 (4)。 |
|
a.將排氣歧管組件(4)置于合適的支架上。 |
|
b.如有必要,將螺柱(7)安裝到排氣歧管中 部(9)。擰緊螺柱至扭矩為27N·m (239lbin)。 |
|
c.將工具(A)涂覆到排氣歧管后部(6)和排 氣歧管中部(8)的位置(W)。 |
|
d.將排氣歧管后部(6)安裝到排氣歧管中部 (8)。 |
|
e.將工具(A)涂覆到排氣歧管前部(9)和排 氣歧管中部(8)的位置(W)。 |
|
f.將排氣歧管前部(9)安裝到排氣歧管中部 (8)。 |
|
圖50 |
|
g03780412 |
|
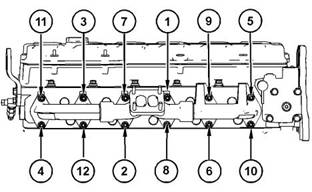
圖51 |
|
g03780721 |
|
排氣歧管擰緊順序 |
|
3.檢查雙頭螺栓 (10)的狀況。如有必要,更換 螺柱。擰緊螺柱至扭矩為27N·m(239lbin) 。 |
|
This document has been printed from SPI2. NOT FOR RESALE |
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
|
確 |
|
3 |
|
|
|
.3.松開V形帶箍 (6),并拆下排氣彎頭 (7) 和V 形帶箍。松開V形帶箍時(shí),支撐排氣彎頭。 |
|
30 |
|
UCNR4511 |
|
拆解和組裝部分 |
|
4.4.將新密封墊 (5)(未顯示)定位到氣缸上。 |
|
保密封墊朝向正確。 |
|
5.5.將排氣歧管組件 (4)安裝到缸蓋上。 |
|
4.4.將排氣彎頭 (7)和V形帶箍 (6)從渦輪增壓器 (5)上拆下。 |
|
6.6.將隔套 (2)安裝到螺柱 (10) 上。隔套僅安裝 在頂部螺柱上。 |
|
5.5.必要時(shí),遵循步驟2.a.至步驟3拆下密封墊 (4)。 |
|
7.7.將新的螺母 (1)和 (3)安裝到螺柱 (10)上。 |
|
a.將螺栓(8)(未顯示)從支架(4)上拆 下。 |
|
8.8.按照?qǐng)D51所示的順序?qū)⒙菽?nbsp; (2)和 (3)擰緊 至扭矩為55N·m(41lbft)。 |
|
b.從排氣歧管上拆下支架(4)。 |
|
結(jié)束: |
|
安裝步驟 |
|
a. 安裝渦輪增壓器。 有關(guān)正確的步驟,請(qǐng)參考拆解和 組裝渦輪增壓器-安裝。 |
|
注意 |
|
i06062446 |
|
保持所有零件清潔無雜質(zhì)。 |
|
排排氣氣彎彎頭頭-拆拆卸卸和和安安裝裝 |
|
雜質(zhì)會(huì)造成快速磨損和縮短部件壽命。 |
|
1.1.確保排氣彎頭和支架沒有磨損或損壞。更換 任何損壞或磨損的部件。 |
|
拆卸步驟 |
|
注意 保持所有零件清潔無雜質(zhì)。 |
|
雜質(zhì)會(huì)造成快速磨損和縮短部件壽命。 |
|
圖53 |
|
g03780322 |
|
2.2.必要時(shí),遵循步驟2.a.至步驟2.b.安裝密封 墊 (4)。 |
|
a.將支架(4)定位在排氣歧管上。 |
|
圖52 |
|
g03780322 |
|
b.將螺栓(8)(未顯示)安裝到支架(4) 上。將螺栓擰緊至扭矩55N·m (41lbft)。 |
|
1.1.將原始設(shè)備制造商(OEM)排氣系統(tǒng) (1)從排氣 彎頭 (7)上拆下。有關(guān)正確步驟,請(qǐng)參閱OEM 信息 |
|
2.2.將螺母和螺栓 (2)從支架 (3)上拆下。將支架 從排氣彎頭 (7)上拆下。 |
|
This document has been printed from SPI2. NOT FOR RESALE |
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
|
UCNR4511 |
|
31 |
|
拆解和組裝部分 |
|
3.3.將排氣彎頭 (7)和V形帶箍 (6)安裝到渦輪增 壓器 (5)上。手動(dòng)擰緊V形帶箍。擰緊V形帶 箍時(shí),支撐排氣彎頭。 |
|
4.4.將支架 (3)安裝到排氣彎頭 (7) 上。將螺母和 螺栓 (2)安裝到支架上,用手?jǐn)Q緊。 |
|
5.5.將V型卡箍 (6)擰緊至扭矩13.5N·m (10lbft)。 |
|
6.6.擰緊螺母和螺栓 (2)至扭矩為55N·m (41lbft)。 |
|
7.7.將OEM排氣系統(tǒng) (1)安裝到排氣彎頭 (7)上。 有關(guān)正確步驟,請(qǐng)參閱OEM信息 |
|
i06062504 |
|
進(jìn)進(jìn)氣氣和和排排氣氣門門彈彈簧簧-拆拆卸卸與與安安裝裝 |
|
拆卸步驟 表 7 |
|
所需工具 |
|
工具 A |
|
零件號(hào) |
|
零件描述 |
|
數(shù)量 |
|
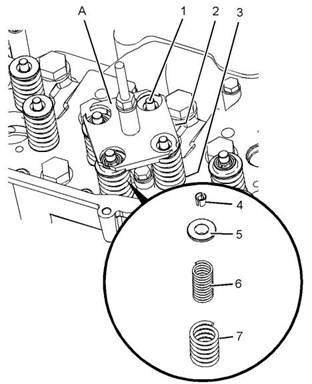
圖54 |
|
g03781637 |
|
T401068 CH11148 |
|
氣門彈簧壓縮器 |
|
1 1 |
|
B |
|
轉(zhuǎn)向工具 |
|
開始: |
|
被被彈彈簧簧力力爆爆出出的的零零件件擊擊中中,,會(huì)會(huì)招招致致人人員員傷傷害害。。 確確保保穿穿上上所所有有必必要要的的保保護(hù)護(hù)裝裝備備。。 |
|
a. 拆下電子單體噴油器。 有關(guān)正確步驟,請(qǐng)參閱拆解 和組裝電子單體噴油器-拆卸。 |
|
遵遵照照建建議議的的程程序序,,并并使使用用所所有有建建議議的的工工具具以以釋釋放放彈彈 簧簧力力。。 |
|
注意 |
|
保持所有零件清潔無雜質(zhì)。 |
|
2.2.利用工具 (A)壓縮進(jìn)氣門彈簧和排氣門彈簧。 3.3.拆下氣門保持器 (4)。 |
|
雜質(zhì)會(huì)造成快速磨損和縮短部件壽命。 |
|
注:下列步驟用于拆卸進(jìn)氣門彈劾和出氣門彈簧,不 用拆卸缸蓋。一次只能在一個(gè)氣缸上執(zhí)行該步驟。 一次只在一個(gè)氣缸上執(zhí)行該步驟可防止進(jìn)氣門和排氣 門落入氣缸中。 |
|
4.4.拆下工具 (A)。 |
|
5.5.拆下彈簧座 (5)。 |
|
6.6.將內(nèi)部氣門彈簧 (6)和外部氣門彈簧 (7)從每 個(gè)氣門 (1)上拆下。從缸蓋上拆下氣門彈簧座 (3)(未顯示)。 |
|
1.1.使用工具 (B)旋轉(zhuǎn)曲軸,以使活塞到達(dá)氣缸的 上止點(diǎn)位置。 |
|
7.7.如有必要,從氣門導(dǎo)管上拆下氣門桿密封件 (2)(未顯示)。 |
|
8.8.轉(zhuǎn)轉(zhuǎn)動(dòng)動(dòng)曲曲軸軸前前安安裝裝進(jìn)進(jìn)氣氣門門彈彈簧簧和和排排氣氣門門彈彈簧簧。。 |
|
安裝步驟 表 8 |
|
所需工具 |
|
工具 |
|
零件號(hào) |
|
零件描述 |
|
數(shù)量 |
|
A |
|
T401068 |
|
氣門彈簧壓縮器 |
|
1 |
|
This document has been printed from SPI2. NOT FOR RESALE |
![]()
![]()
![]()
![]()
![]()
![]()
![]()
|
32 |
|
UCNR4511 |
|
拆解和組裝部分 |
|
結(jié)束: |
|
注意 |
|
保持所有零件清潔無雜質(zhì)。 |
|
a. 安裝電子單體噴油器。 有關(guān)正確步驟,請(qǐng)參閱拆解 和組裝電子單體噴油器-拆卸。 |
|
雜質(zhì)會(huì)造成快速磨損和縮短部件壽命。 |
|
i06062485 |
|
1.1.安裝進(jìn)氣門彈簧和排氣門彈簧的氣門彈簧座。 |
|
進(jìn)進(jìn)氣氣門門和和排排氣氣門門-拆拆卸卸和和安安裝裝 |
|
拆卸步驟 表 9 |
|
所需工具 |
|
工具 |
|
零件號(hào) |
|
零件描述 |
|
數(shù)量 |
|
A |
|
T401068 |
|
氣門彈簧壓縮器 |
|
1 |
|
開始: |
|
a. 拆下缸蓋。 有關(guān)的正確程序,請(qǐng)參閱拆解與組裝缸 蓋-拆卸。 |
|
注意 保持所有零件清潔無雜質(zhì)。 |
|
雜質(zhì)會(huì)造成快速磨損和縮短部件壽命。 |
|
當(dāng)當(dāng)松松開開氣氣門門彈彈簧簧壓壓縮縮器器的的時(shí)時(shí)候候,,氣氣門門彈彈簧簧卡卡座座會(huì)會(huì)從從 氣氣門門中中彈彈出出。。保保證證氣氣門門彈彈簧簧卡卡座座正正確確安安裝裝在在氣氣門門推推 桿桿上上。。為為了了防防止止造造成成人人員員傷傷害害,,在在安安裝裝氣氣門門時(shí)時(shí),,應(yīng)應(yīng) 遠(yuǎn)遠(yuǎn)離離氣氣門門彈彈簧簧卡卡座座前前方方和和氣氣門門彈彈簧簧。。 |
|
圖55 |
|
g03781637 |
|
彈彈簧簧壓壓縮縮零零件件如如果果安安裝裝不不當(dāng)當(dāng),,會(huì)會(huì)傷傷害害人人體體。。 |
|
為為避避免免傷傷害害,,遵遵照照出出版版的的裝裝配配程程序序,,并并穿穿上上保保護(hù)護(hù)裝裝 備備。。 |
|
2.2.如有必要,將新的氣門桿密封件 (2)(未顯 示)安裝到氣門導(dǎo)管上。 |
|
3.3.將氣門彈簧座 (3)(未顯示)安裝到缸蓋上。 |
|
4.4.將進(jìn)氣門彈簧 (4)和排氣門彈簧 (5)安裝到每 個(gè)氣門 (1)上。 |
|
5.5.安裝彈簧擋圈 (3)。將內(nèi)部氣門彈簧 (6)和外 部氣門彈簧 (7)安裝到每個(gè)氣門 (1)上。 |
|
6.6.利用工具 (A)壓縮進(jìn)氣門彈簧和排氣門彈簧。 7.7.安裝氣門保持器 (4)。 |
|
8.8.拆下工具 (A)。 |
|
This document has been printed from SPI2. NOT FOR RESALE |
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
|
6.重復(fù)步驟1至5,以便從缸蓋上拆下其余氣門 |
|
UCNR4511 |
|
33 |
|
拆解和組裝部分 |
|
(7)。 |
|
安裝步驟 |
|
表 10 |
|
所需工具 |
|
工具 |
|
零件號(hào) |
|
零件描述 |
|
數(shù)量 |
|
A |
|
T401068 |
|
氣門彈簧壓縮器 |
|
1 |
|
注意 保持所有零件清潔無雜質(zhì)。 |
|
雜質(zhì)會(huì)造成快速磨損和縮短部件壽命。 |
|
1.確保所有部件無磨損或損壞。如有必要,更 換所有磨損或損壞的部件。 |
|
圖56 |
|
g03781634 |
|
1.在氣門頭 (7)上做臨時(shí)識(shí)別標(biāo)記,以便確定正 確的位置。 |
|
被彈簧力爆出的零件擊中,會(huì)招致人員傷害。 確保穿上所有必要的保護(hù)裝備。 |
|
遵照建議的程序,并使用所有建議的工具以釋放彈 簧力。 |
|
2.使用工具 (A)壓縮氣門彈簧 (3)和 (4) 。拆下 氣門保持器 (1)。 |
|
注:不要壓縮彈簧,使氣門彈簧座圈 (2)接觸到氣門桿 密封件 (5)。 |
|
3.拆下工具 (A)。拆下彈簧座圈 (2)以及氣門彈 簧 (3)和 (4)。 |
|
4.拆下氣門桿密封件 (5)、彈簧座墊圈 (6)。 5.從缸蓋上拆下氣門 (7)。 |
|
This document has been printed from SPI2. NOT FOR RESALE |
![]()
![]()
![]()
![]()
![]()
![]()
![]()
|
注:不要壓縮彈簧,使氣門彈簧座圈
|
|
(2) |
|
接觸到氣門桿 |
|
34 |
|
UCNR4511 |
|
拆解和組裝部分 |
|
密封件 (5)。 |
|
6.6.將氣門保持器 (1)安裝到彈簧座圈 (2)上。 |
|
7.7.重復(fù)步驟2至6,以便將其余氣門 (7)安裝到 缸蓋上。 |
|
結(jié)束: |
|
a. 安裝缸蓋。 有關(guān)正確的步驟,請(qǐng)參閱拆解與組裝氣 缸蓋-安裝。 |
|
i06062444 |
|
進(jìn)進(jìn)氣氣門門和和排排氣氣門門導(dǎo)導(dǎo)管管-拆拆卸卸和和安安 裝 |
|
拆卸步驟 表 11 |
|
所需工具 |
|
工具 |
|
零件號(hào) |
|
零件描述 |
|
數(shù)量 |
|
GE50043 或 |
|
A |
|
氣門導(dǎo)管沖頭 |
|
1 |
|
27610262(1) |
|
(1) |
|
如有必要,使用工具拆卸進(jìn)氣門導(dǎo)管。 |
|
開始: |
|
a. 拆下進(jìn)氣門和排氣門。 有關(guān)正確步驟,請(qǐng)參閱拆解 和裝配進(jìn)氣門和排氣門-拆卸和安裝。 |
|
圖57 |
|
g03781634 |
|
注意 |
|
保持所有零件清潔無雜質(zhì)。 |
|
雜質(zhì)會(huì)造成快速磨損和縮短部件壽命。 |
|
彈彈簧簧壓壓縮縮零零件件如如果果安安裝裝不不當(dāng)當(dāng),,會(huì)會(huì)傷傷害害人人體體。。 |
|
為為避避免免傷傷害害,,遵遵照照出出版版的的裝裝配配程程序序,,并并穿穿上上保保護(hù)護(hù)裝裝 備備。。 |
|
2.2.將彈簧座墊圈 (6)和新氣門桿密封件 (5)安裝 到氣門導(dǎo)管上。 |
|
3.3.使用清潔的發(fā)動(dòng)機(jī)機(jī)油潤(rùn)滑閥 (7)的閥桿。將 氣門安裝到缸蓋中。 |
|
4.4.安裝氣門彈簧 (3)和氣門彈簧 (4) 。安裝彈簧 座 (2)。 |
|
當(dāng)當(dāng)松松開開氣氣門門彈彈簧簧壓壓縮縮器器的的時(shí)時(shí)候候,,氣氣門門彈彈簧簧卡卡座座會(huì)會(huì)從從 氣氣門門中中彈彈出出。。保保證證氣氣門門彈彈簧簧卡卡座座正正確確安安裝裝在在氣氣門門推推 桿桿上上。。為為了了防防止止造造成成人人員員傷傷害害,,在在安安裝裝氣氣門門時(shí)時(shí),,應(yīng)應(yīng) 遠(yuǎn)遠(yuǎn)離離氣氣門門彈彈簧簧卡卡座座前前方方和和氣氣門門彈彈簧簧。。 |
|
5.5.使用工具 (A)壓縮氣門彈簧 (3)和 (4)。 |
|
This document has been printed from SPI2. NOT FOR RESALE |
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
|
UCNR4511 |
|
35 |
|
拆解和組裝部分 |
|
圖59 |
|
g03781702 |
|
圖58 |
|
g03781704 |
|
1.使用工具 (A)從缸蓋組件上拆下進(jìn)氣門導(dǎo)管 (1)和排氣門導(dǎo)管 (2)。 |
|
安裝步驟 表 12 |
|
所需工具 |
|
工具 |
|
零件號(hào) |
|
零件描述 |
|
數(shù)量 |
|
GE50043 |
|
A |
|
或 |
|
'氣門導(dǎo)管沖頭 |
|
1 |
|
27610262(1) |
|
B C |
|
T401070 T401069 |
|
導(dǎo)向圈 導(dǎo)向圈 |
|
1 1 |
|
(1) |
|
如有必要,使用工具拆卸進(jìn)氣門導(dǎo)管。 |
|
圖60 |
|
g03781729 |
|
氣門導(dǎo)管凸出量 |
|
注意 |
|
保持所有零件清潔無雜質(zhì)。 |
|
1.將進(jìn)氣門導(dǎo)管 (1)和排氣門導(dǎo)管 (1)定位到缸 蓋中。輕敲氣門導(dǎo)管的頂部,使進(jìn)氣門導(dǎo)管和 排氣門導(dǎo)管開始進(jìn)入缸蓋組件。 |
|
雜質(zhì)會(huì)造成快速磨損和縮短部件壽命。 |
|
2.利用工具 (A)和工具 (B)安裝排氣門導(dǎo)管 (2) 。利用工具 (A)和工具 (C)安裝進(jìn)氣門導(dǎo)管 (1)。安裝氣門導(dǎo)管,直到凸出量達(dá)到尺寸 (X) 。尺寸 (X)為高于缸蓋組件12.0±0.5mm (0.47±0.02in)。 |
|
結(jié)束: |
|
a. 安裝進(jìn)氣門和排氣門。 有關(guān)正確步驟,請(qǐng)參閱拆解 和裝配進(jìn)氣門和排氣門-拆卸和安裝。 |
|
This document has been printed from SPI2. NOT FOR RESALE |