 English
English Espaol
Espaol Franais
Franais 阿拉伯
阿拉伯 中文
中文 Deutsch
Deutsch Italiano
Italiano Português
Português 日本
日本 韓國
韓國 български
български hrvatski
hrvatski esky
esky Dansk
Dansk Nederlands
Nederlands suomi
suomi Ελληνικ
Ελληνικ 印度
印度 norsk
norsk Polski
Polski Roman
Roman русский
русский Svenska
Svenska約翰迪爾強鹿柴油發動機曲軸供應商,約翰迪爾強鹿柴油發動機曲軸技術價格規格咨詢服務,約翰迪爾強鹿柴油發動機曲軸零配件供應,約翰迪爾強鹿柴油發動機曲軸售后服務中心,約翰迪爾強鹿柴油發動機曲軸,約翰迪爾強鹿柴油發動機曲軸詳細的技術參數,


約翰迪爾強鹿柴油發動機曲軸
詳細描述
John Deere約翰迪爾強鹿柴油發動機曲軸
1. 卸下John Deere約翰迪爾強鹿柴油發動機前板。(參見第 050 章“拆卸汽缸體前板”部分。)
2. 卸下飛輪外殼和飛輪。(參見本章前面“拆卸飛輪外殼”部分。)(參見本章“拆卸飛輪”部分。)
3. 按照本章前述方法卸下主軸瓦蓋和連桿瓦蓋。
4. 將曲軸掛到吊索上。使用正確的起重設備,小心地將曲軸從汽缸體內吊出。
5. 用溶劑和壓縮空氣清洗曲軸,特別是油道部分。
6. 將曲軸放到干凈的 V 形架中。
7. 如需更換主軸瓦的軸瓦,可從汽缸體上卸下軸瓦。否則,要等測量完軸瓦總成的內徑后再拆卸汽缸體內的軸瓦。

檢查曲軸
注意: 拆卸過程中,如果發現曲軸減震器損壞,建議對曲軸進行磁力探傷。這樣能驗證曲軸是否有細微裂紋。參見本章前面的“檢查減震器”部分。
1. 徹底清洗曲軸。清理所有油道的阻塞物。
重要提示: 細小裂紋可能無法用目視識別。采用熒光鐵粉磁力探傷法等方法做進一步檢測。這種方法是利用磁化粒子磁化曲柄,這種粒子在“黑光”下會發出熒光。檢查后,曲軸必須要退磁。
2. 檢查曲軸是否有負載應力、裂紋、劃傷以及曲軸頸是否有刮痕。如果有裂紋,更換曲軸。
3. 檢查每個軸頸是否有明顯的過熱或褪色現象。如果存在其中任何一種現象,應更換曲軸,因為這種情況下熱處理可能已被損壞。
4. 檢查前曲軸齒輪是否有裂紋、斷齒或過度磨損。必要時更換齒輪。
5. 檢查鍵槽是否有裂縫或磨損痕跡。如有必要,應更換曲軸。
6. 仔細檢查曲軸后軸端耐磨套接觸面是否有粗糙或被磨成溝的情況。這個部位的任何缺陷都會導致漏油。不太嚴重的細棱可以用砂布或研磨布進行打磨。
7. 仔細檢查曲軸連桿軸頸孔 (A) 和軸頸根部的圓角 (B)等處是否有裂紋。如果發現裂紋,需更換曲軸。

測量John Deere約翰迪爾強鹿柴油發動機曲軸軸頸和主軸瓦內徑
1. 將曲軸從John Deere約翰迪爾強鹿柴油發動機中卸下,重新蓋好帶軸瓦的軸瓦蓋。確保軸瓦安裝正確。
2. 擰緊主軸瓦蓋帶帽螺釘至 135 牛頓米(100 磅- 英尺)。
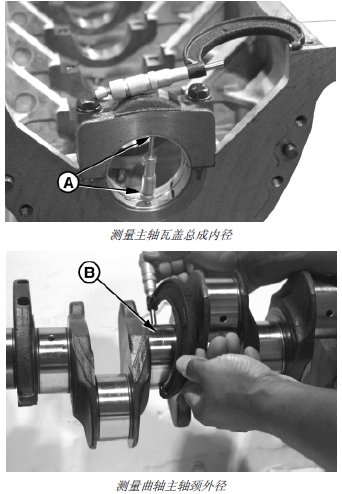
3. 用內徑千分表在幾個點測量并記錄主軸瓦總成的內徑 (A)。
4. 在每個軸頸的幾個點上,測量并記錄主軸頸外徑 (B)和連桿軸外徑 (C)。
注意: 如果安裝的是小型曲軸,測量的尺寸可能與技術規格要求不符。但是,軸瓦與軸頸間的油隙必須符合技術規格的要求。參見本章后面“曲軸研磨指南”部分。
5. 將測量值與下面的技術規格進行比較。
技術規格
曲軸主軸瓦-內徑 . . . . . 79.391 - 79.433 毫米(3.1256 - 3.1273 英寸)
曲軸主軸頸-外徑. . . . . . 79.324 - 79.350 毫米(3.1229 - 3.1240 英寸)
曲軸連桿軸頸-外徑 . . . 77.800 - 77.826 毫米(3.0629 - 3.0640 英寸)
曲軸主軸瓦到軸頸-油隙 . . 0.041 - 0.109 毫米(0.0016 - 0.0043 英寸)
曲軸主軸頸或連桿
軸頸-最大錐度 . . . 0.010 毫米(0.0004 英寸)
曲軸主軸頸或連桿
軸頸-最大不圓度 . 0.005 毫米(0.0002 英寸)
如果不符合上述技術規格的要求,更換或修復曲軸。

測量John Deere約翰迪爾強鹿柴油發動機主止推軸頸寬度和止推軸瓦寬度
注意: 一些老式John Deere約翰迪爾強鹿柴油發動機可用特大軸瓦。如果修復過曲軸,止推軸頸寬度可能不符合上述技術規格。但是,油隙(側隙)必須滿足技術規格的要求。
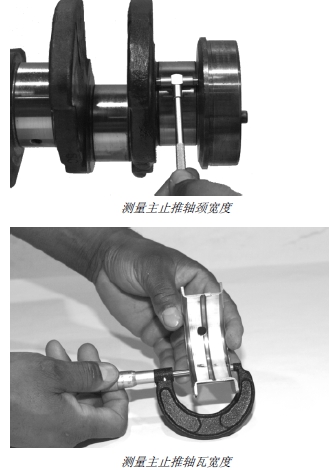
1. 測量并記錄曲軸主止推軸頸寬度。
如果曲軸止推軸頸不符合技術規格的要求,需安裝新曲軸。
2. 測量并記錄主止推軸瓦寬度。止推軸瓦和止推軸頸之間的油隙(側隙)必須滿足技術規格的要求。
技術規格
曲軸主止推軸頸(新)-寬度 38.952 - 39.028 毫米(1.5335 - 1.5365 英寸)
曲軸主止推軸瓦-總寬度 . . 38.79 - 38.87 毫米(1.527 - 1.530 英寸)
John Deere約翰迪爾強鹿柴油發動機曲軸研磨指南
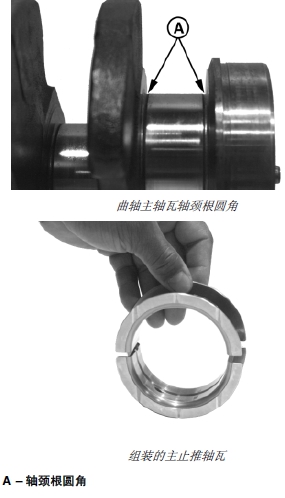
重要提示: 只允許有經驗和掌握曲軸尺寸和磨光技術規格的技術人員才能對曲軸進行研磨。底切和軋制的軸頸根 (A) 已取代研磨(相切)圓角。使用尺寸較小的主軸瓦時,該底切區域不得進行研磨。
曲軸軸頸表面只有幾微米的研磨加工量。
重要提示: 如果使用尺寸較小的軸瓦,應重新檢查軸瓦與軸頸間隙。如果油隙不符合技術規格的要求,會造成軸瓦和軸頸過早磨損。
如果需要重新研磨曲軸,建議遵守以下原則:
1. 對比檢驗過程中測得的曲軸軸頸測量值,確定軸頸的研磨量。
2. 將所有主軸頸或所有連桿軸頸研磨到同一尺寸。
重要提示: 必須當心不要使局部過熱,否則往往造成研磨裂紋。研磨過程中,用大量冷卻液冷卻曲軸。研磨時,砂輪的給進量不要過大。從曲軸前端看,研磨曲軸時,軸頸應呈逆時針方向旋轉。按照與研磨相反的方向磨光或拋光軸頸。
3. 拋光或磨光研磨面,達到技術規格的規定值,以防軸頸過度磨損。
4. 將軸頸表面所有油孔的邊打磨光滑,倒角半徑約1.50 毫米(0.060 英寸)
5. 精磨時,用熒光磁粉探傷法或其他類似的方法檢查曲軸是否因研磨產生了裂紋。
6. 檢查后需要對曲軸進行去磁處理。
7. 用溶劑徹底清潔曲軸和油道。再用壓縮空氣吹干。