康明斯ISX15 CM2250發動機缸體連桿軸承供應商,康明斯ISX15 CM2250發動機缸體連桿軸承技術價格規格咨詢服務,康明斯ISX15 CM2250發動機缸體連桿軸承零配件供應,康明斯ISX15 CM2250發動機缸體連桿軸承售后服務中心,康明斯ISX15 CM2250發動機缸體連桿軸承,康明斯ISX15 CM2250發動機缸體連桿軸承詳細的技術參數,


康明斯ISX15 CM2250發動機缸體連桿軸承
詳細描述
![]()
康明斯ISX15 CM2250發動機缸體連桿軸承維修手冊
準備步驟
![]() 警告
警告 ![]() 為了減小人身傷害的可能性,應避免皮膚直接接觸熱機油。
為了減小人身傷害的可能性,應避免皮膚直接接觸熱機油。
![]() 警告
警告 ![]() 美國的一些州和聯邦機構已經認定使用過的機油有致癌作用,而且能產生生殖疾病。應避免吸入機油蒸汽、誤吞以及長時間接觸用過的機油。如果不再繼續使用,應按照當地環保法規進行處理。
美國的一些州和聯邦機構已經認定使用過的機油有致癌作用,而且能產生生殖疾病。應避免吸入機油蒸汽、誤吞以及長時間接觸用過的機油。如果不再繼續使用,應按照當地環保法規進行處理。
排放機油。參考第 7 節中的步驟 007-037。
拆下油底殼。參考第 7 節中的步驟 007-025。
拆下機油吸油管。參考第 7 節中的步驟 007-035。
拆卸機油泵。參考第 7 節中的步驟 007-031。
拆下缸體加強板。參考第 1 節中的步驟 001-089。
拆下活塞冷卻噴嘴。參考第 1 節中的步驟 001-046。拆卸
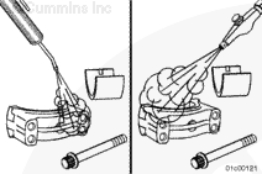
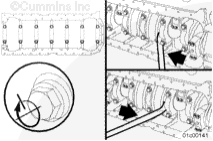
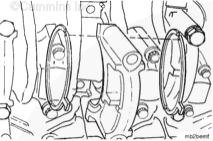
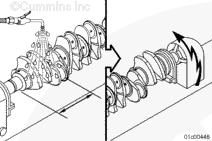
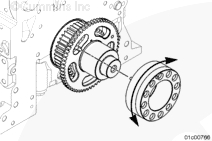
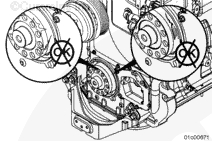
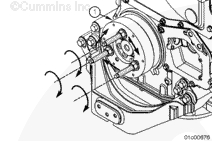
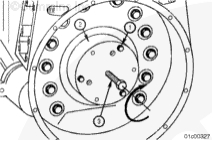
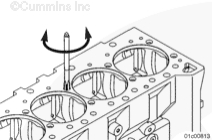
轉動曲軸,使兩個連桿位于下止點。參考第 9 節中的步驟 009-035。
這時不要拆下螺釘。
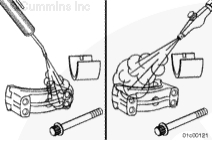
松開連桿螺釘。
用橡膠錘敲擊連桿螺釘,使連桿蓋從定位銷上松開。

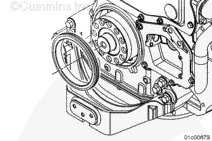
注意 ![]() 為防止損壞斷面分裂式連桿,不要在斷面分裂配合面上放置連桿或連桿蓋。這會導致配合面磨光或其他損壞。
為防止損壞斷面分裂式連桿,不要在斷面分裂配合面上放置連桿或連桿蓋。這會導致配合面磨光或其他損壞。
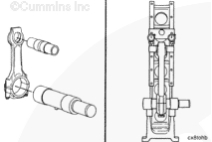
拆下康明斯ISX15 CM2250發動機螺釘和連桿蓋。
從康明斯ISX15 CM2250發動機連桿蓋上拆下軸瓦,并在軸承定位舌平面上標記出氣缸號和字母“L”。
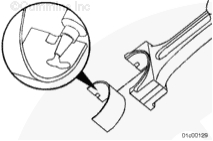
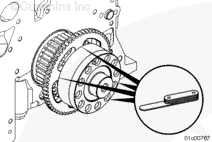
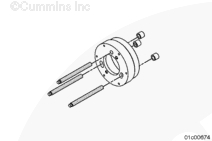
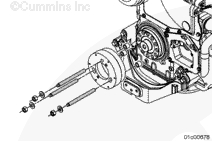
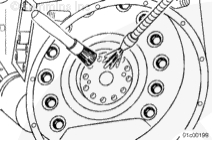
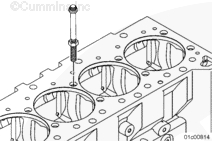
將兩個導銷(零件號 3163097)安裝到連桿上。
充分向上推動連桿,以便拆下上軸瓦。使用 T 形手柄活塞推桿。
拆下軸瓦,并在軸承定位舌平面上標記出氣缸號和字母“U”。
清潔并檢查能否繼續使用
![]() 警告
警告 ![]() 當使用溶劑、酸或堿性材料清洗時,請遵循制造商的使用建議。戴上護目鏡并穿上防護服,以避免人身傷害。
當使用溶劑、酸或堿性材料清洗時,請遵循制造商的使用建議。戴上護目鏡并穿上防護服,以避免人身傷害。
![]() 警告
警告 ![]() 有些溶劑易燃并且具有毒性。使用前請閱讀制造商的說明。
有些溶劑易燃并且具有毒性。使用前請閱讀制造商的說明。
![]() 警告
警告 ![]() 使用壓縮空氣時,戴上合適的護目鏡和防護面罩。飛揚的碎屑和臟物會造成人身傷害。
使用壓縮空氣時,戴上合適的護目鏡和防護面罩。飛揚的碎屑和臟物會造成人身傷害。
使用礦物酒精清潔零件。
用壓縮空氣吹干。
檢查康明斯ISX15 CM2250發動機連桿蓋、孔、連桿軸承鞍座和螺釘有無拉痕、裂紋、毛刺、劃痕或磨蝕。參考第 1 節中的步驟 001-014。
檢查康明斯ISX15 CM2250發動機曲軸連桿軸頸有無劃痕或拉痕。
使用細砂布去除任何拉痕和劃痕。
清除使用細砂布時產生的任何灰塵或碎屑。
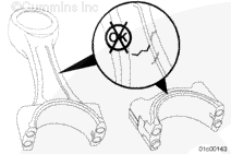
檢查康明斯ISX15 CM2250發動機軸承是否損壞。
更換出現下列損壞的軸承:
穴蝕
剝落
腐蝕
鎖舌損壞
劃痕(深到用指甲就可以感覺到)。
正常的軸承磨損形成的光潔表面,并會磨損到襯套。參考《零件繼續使用指南》(公告號 3810303)。
有關康明斯ISX15 CM2250發動機軸承損壞的更詳細信息,請參考《軸承故障的分析和預防》(公告號 3810387)。

檢查康明斯ISX15 CM2250發動機軸承座表面有無拉痕或毛刺。
如果使用細砂布不能去除拉痕或毛刺,必須更換軸承。
清除使用細砂布時產生的任何灰塵或碎屑。
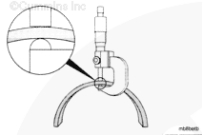
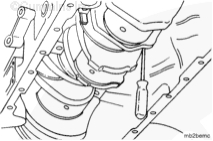
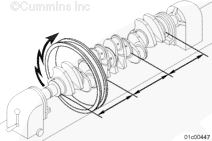
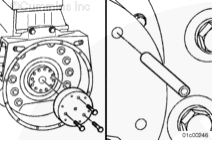
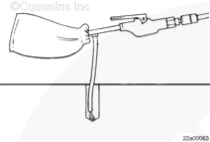
使用具有球形端的外徑千分表測量連桿軸瓦的厚度。
如果康明斯ISX15 CM2250發動機軸瓦的厚度小于最小技術規范,則廢棄該軸瓦。
mm in
2.366 最小 0.093
2.378 最大 0.094
標準尺寸,機械式連桿軸承厚度連桿或主軸承軸頸中研磨尺寸過小的曲軸在前配重上有標記。曲軸如果有標記,檢查軸瓦的零件號以確保使用的軸承規格正確。
安裝
![]() 注意
注意 ![]() 連桿軸承必須與連桿的型式相匹配。鉆孔連桿必須使用鉆孔的連桿軸承。不匹配會造成發動機損壞。
連桿軸承必須與連桿的型式相匹配。鉆孔連桿必須使用鉆孔的連桿軸承。不匹配會造成發動機損壞。
連桿型式必須與正確的連桿軸承相匹配。
ISX15 CM2250 發動機采用必須使用鉆孔的連桿軸承安裝的鉆孔連桿。
![]() 注意
注意 ![]() 安裝軸瓦時,連桿和軸瓦的接觸面必須清潔干燥。舊軸承必須安裝到原來的位置,否則發動機可能損壞。
安裝軸瓦時,連桿和軸瓦的接觸面必須清潔干燥。舊軸承必須安裝到原來的位置,否則發動機可能損壞。
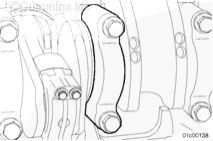
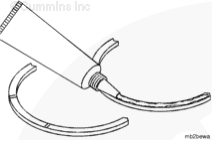
使用清潔的 Lubriplate™ 105 多用途潤滑劑或等同物潤滑上軸瓦的曲軸軸頸配合面。
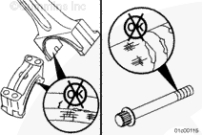
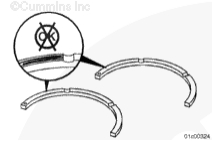
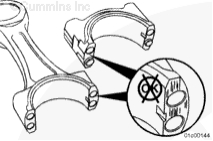
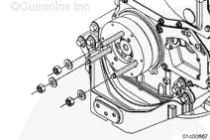
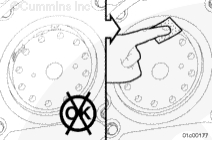
將上軸瓦裝入連桿中,軸瓦定位舌座入連桿上的槽中。
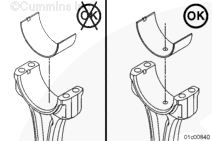
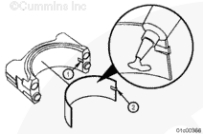
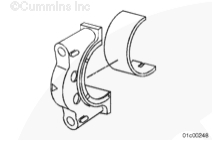
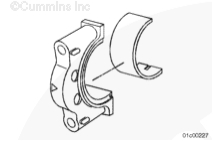
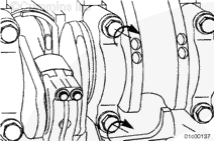
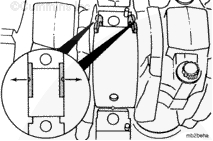
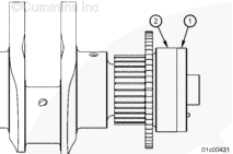
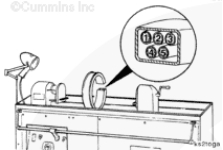
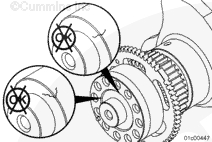
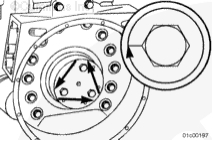
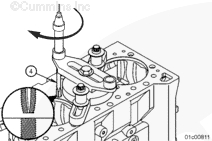
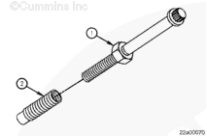
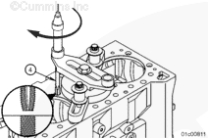
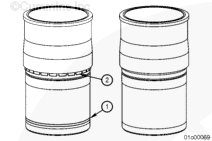
將軸瓦安裝在連桿蓋中,軸承的定位舌(2)座入蓋上的槽(1)中。
使用清潔的 Lubriplate™ 105 多用途潤滑劑或等同物潤滑軸瓦與曲軸軸頸的配合面和連桿螺釘。
![]() 注意
注意 ![]() 連桿蓋的 alpha 字母必須與連桿上的 alpha 字母相匹配,并且必須將兩個位置的字母對準后安裝,免損壞連桿和曲軸。連桿蓋的鎖舌必須朝向缸體的進氣側。連桿和連桿蓋的配合面必須干凈,否則發動機可能損壞。
連桿蓋的 alpha 字母必須與連桿上的 alpha 字母相匹配,并且必須將兩個位置的字母對準后安裝,免損壞連桿和曲軸。連桿蓋的鎖舌必須朝向缸體的進氣側。連桿和連桿蓋的配合面必須干凈,否則發動機可能損壞。
將康明斯ISX15 CM2250發動機連桿蓋安裝在連桿上。
用清潔的發動機機油潤滑螺釘螺紋。
將螺釘旋入連桿并手動擰緊。
擰緊舊螺釘的步驟與擰緊新螺釘的步驟不同。參考第 1 節中的步驟 001-054。
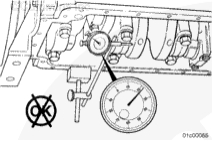
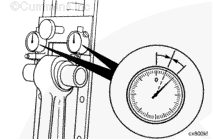
測量連桿側隙。
mm in
0.10 最小 0.004
0.33 最大 0.013
連桿側隙
注: 連桿必須能夠在曲軸軸頸上橫向移動自如。如果連桿不能移動自如,拆下連桿蓋,然后確保軸瓦的尺寸正確。檢查曲軸和軸瓦上有無污垢或損壞。
重復上述步驟,安裝其余的軸瓦和連桿蓋。
最后步驟
![]() 注意
注意 ![]() 發動機進行內部維修后,在運轉之前必須預先加注潤滑系統,以防損壞內部部件。
發動機進行內部維修后,在運轉之前必須預先加注潤滑系統,以防損壞內部部件。
安裝活塞冷卻噴嘴。參考第 1 節中的步驟 001-046。
安裝機油泵。參考第 7 節中的步驟 007-031。
安裝缸體加強板。參考第 1 節中的步驟 001-089。
安裝機油吸油管。參考第 7 節中的步驟 007-035。
安裝油底殼。參考第 7 節中的步驟 007-025。
潤滑系統預加注。參考第 7 節中的步驟 007-037。
運轉發動機,直到溫度到達 82°C [180°F],并檢查機油是否泄漏。
![]()
康明斯ISX15 CM2250發動機主軸承
準備步驟
康明斯公司建議在更換主軸承的同時更換止推軸承。對于止推軸承更換,使用以下步驟。參考第 1 節中的步驟 001-007。
排放機油。參考第 7 節中的步驟 007-037。
拆下康明斯ISX15 CM2250發動機油底殼。參考第 7 節中的步驟 007-025。
拆下康明斯ISX15 CM2250發動機機油吸油管。參考第 7 節中的步驟 007-035。
拆卸康明斯ISX15 CM2250發動機機油泵。參考第 7 節中的步驟 007-031。
拆下康明斯ISX15 CM2250發動機缸體加強板。參考第 1 節中的步驟 001-089。拆卸
![]() 注意
注意 ![]() 在將軸承蓋從缸體上拆下前,在所有沒有標記的軸承蓋上作標記。拉出主軸承蓋前不要拆下主軸承螺釘,否則主軸承蓋可能掉下,造成人身傷害和零件損壞。
在將軸承蓋從缸體上拆下前,在所有沒有標記的軸承蓋上作標記。拉出主軸承蓋前不要拆下主軸承螺釘,否則主軸承蓋可能掉下,造成人身傷害和零件損壞。
如果不打算拆下曲軸,一次只能更換一個主軸承。
擰松康明斯ISX15 CM2250發動機主軸承蓋螺釘。
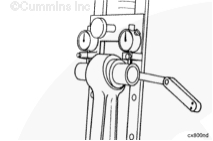
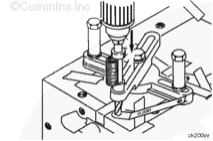
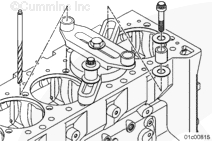
使用康明斯ISX15 CM2250發動機主軸承蓋拉拔器(零件號為 ST-1178)拆下主軸承蓋。工具必須放在蓋的中央。
拆下康明斯ISX15 CM2250發動機主軸承螺釘和軸承蓋。
在康明斯ISX15 CM2250發動機軸瓦上標記它們拆下時處在軸頸號。
從康明斯ISX15 CM2250發動機主軸承蓋上拆下下主軸瓦。
利用康明斯ISX15 CM2250發動機空氣壓縮機驅動裝置或盤車裝置旋轉曲軸以拆下主軸瓦。參考第 9 節中的步驟 009-035。
如果需要將每個主軸承裝回發動機,應標記它們所在位置。
清潔并檢查能否繼續使用
![]() 警告
警告 ![]() 使用壓縮空氣時,戴上合適的護目鏡和防護面罩。飛揚的碎屑和污垢會造成人身傷害。
使用壓縮空氣時,戴上合適的護目鏡和防護面罩。飛揚的碎屑和污垢會造成人身傷害。
用軟毛刷清潔零件。
用壓縮空氣吹干這些零件。
檢查康明斯ISX15 CM2250發動機主軸承蓋和螺釘有無損壞。
檢查康明斯ISX15 CM2250發動機軸瓦和止推軸承有無拉痕、劃痕或其他損壞。
如果康明斯ISX15 CM2250發動機主軸承損壞,檢查曲軸主軸承軸頸。如果曲軸損壞,必須拆下發動機以便進行維修。參考第 0 節中的步驟 000-001。
康明斯公司建議在更換主軸承的同時更換止推軸承。對于止推軸承更換,使用以下步驟。參考第 1 節中的步驟 001-007。
使用球形端的外徑千分表測量主軸瓦的厚度。

標準康明斯ISX15 CM2250發動機主軸瓦的厚度如果軸瓦不符合技術規范,則必須更換。
mm in
3.196 最小 0.126
3.214 最大 0.127
有關康明斯ISX15 CM2250發動機軸承損壞的更詳細信息,請參考《軸承故障的分析和預防》(公告號 3810387)。
康明斯ISX15 CM2250發動機連桿和主軸承軸頸中研磨尺寸過小的曲軸在前配重上有標記。曲軸如果有標記,檢查軸瓦的零件號以確保使用的軸承規格正確。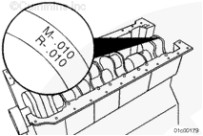
安裝
![]() 注意
注意 ![]() 安裝軸瓦時,缸體鞍座與軸承蓋的接觸面必須清潔干燥。舊軸承必須安裝到原來的位置,否則發動機可能損壞。
安裝軸瓦時,缸體鞍座與軸承蓋的接觸面必須清潔干燥。舊軸承必須安裝到原來的位置,否則發動機可能損壞。
![]() 注意
注意 ![]() 軸承定位舌必須座入軸承鞍座的槽中,否則發動機可能損壞。
軸承定位舌必須座入軸承鞍座的槽中,否則發動機可能損壞。
![]() 注意
注意 ![]() 安裝軸承時不要使用螺釘或其他硬金屬物體,否則可能損壞曲軸并造成發動機故障。
安裝軸承時不要使用螺釘或其他硬金屬物體,否則可能損壞曲軸并造成發動機故障。
使用清潔的 Lubriplate™ 105 多用途潤滑劑或等同物潤滑主軸承上軸瓦與曲軸軸頸的配合面。
用手將軸承裝到上鞍座。使軸承滑動入位。安裝軸承時注意不要損壞曲軸軸頸。
使用清潔的 Lubriplate™ 105 多用途潤滑劑或等同物潤滑軸瓦內徑,和上止推軸承的襯套一側。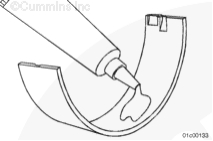
對齊下主軸瓦,并將其推入到位。
![]() 注意
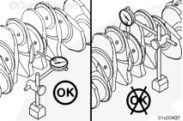
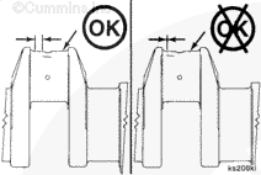
注意 ![]() 確保斜面朝向曲軸軸頸。止推軸承安裝錯誤將導致發動機損壞。
確保斜面朝向曲軸軸頸。止推軸承安裝錯誤將導致發動機損壞。
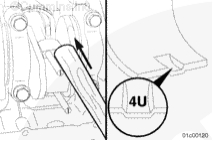
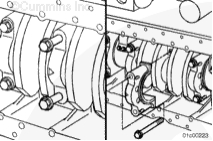
僅 4 號主軸承蓋帶有止推軸承。
使用清潔的 Lubriplate™ 105 多用途潤滑劑或等同物潤滑下止推軸承的襯套一側。
按圖示在 4 號主軸承蓋中安裝下止推軸承。
![]() 注意
注意 ![]() 確保斜面朝向曲軸軸頸。止推軸承安裝錯誤將導致發動機損壞。
確保斜面朝向曲軸軸頸。止推軸承安裝錯誤將導致發動機損壞。
在 4 號主軸承鞍座上安裝上止推軸承。
將康明斯ISX15 CM2250發動機曲軸推向發動機后部,以安裝前止推軸承;然后將曲軸推向發動機前部,安裝后止推軸承。
![]() 注意
注意 ![]() 主軸承蓋的連接配合面只能使用 Loctite™ 518 螺紋密封膠。其他密封膠可能變硬、變脆,從而使機和碎屑進入到主軸承/缸體接合處,從而造成發動機損壞。
主軸承蓋的連接配合面只能使用 Loctite™ 518 螺紋密封膠。其他密封膠可能變硬、變脆,從而使機和碎屑進入到主軸承/缸體接合處,從而造成發動機損壞。
![]() 注意
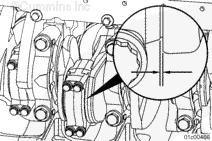
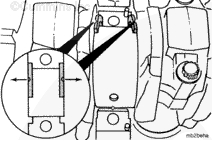
注意 ![]() 每道密封膠寬度必須在 3 至 5 mm [0.12 至 0.20 in] 之間,并且不得進入到主軸瓦內徑中。主軸承中的密封膠可能損壞發動機。
每道密封膠寬度必須在 3 至 5 mm [0.12 至 0.20 in] 之間,并且不得進入到主軸瓦內徑中。主軸承中的密封膠可能損壞發動機。
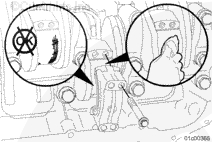
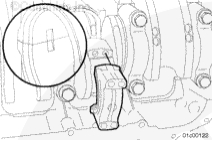
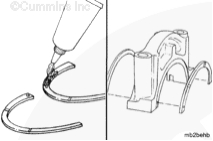
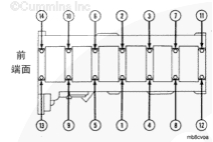
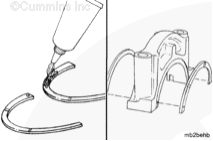
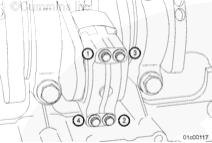
如圖所示,在每個主軸承蓋上的 2 個主軸承蓋表面涂上一層 U 形 Loctite™ 518 螺紋密封膠。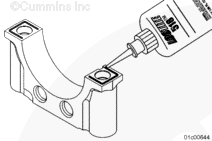
使用清潔的 15W-40 機油潤滑螺釘螺紋和法蘭頭。
安裝前,排出螺釘中多余的機油。確保缸體螺紋孔中沒有過多的機油。

![]() 注意
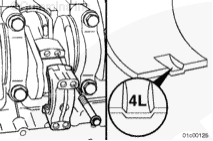
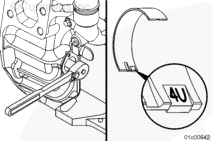
注意 ![]() 主軸承蓋上標記有“V”字樣。使“V”標記指向發動機的前面。定位不正確會導致發動機嚴重損壞。
主軸承蓋上標記有“V”字樣。使“V”標記指向發動機的前面。定位不正確會導致發動機嚴重損壞。
蓋的螺釘孔對正缸體的孔。確保下軸瓦固定到位。
將螺釘穿過主軸承蓋安裝到缸體中。
為了避免孔尺寸、間隙或兩者共同問題,涂上 Loctite™ 518 螺紋密封膠后 15 分鐘內必須緊固主軸承螺釘。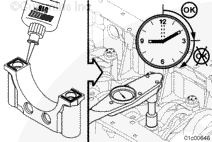
確保康明斯ISX15 CM2250發動機軸瓦不會移動。
僅 4 號主軸承蓋帶有止推軸承。安裝 4 號主軸承蓋時,確保止推軸承就位并正確座合。
充分擰緊螺釘,用一根撬棒將軸承蓋對正。
將主軸承蓋上的兩個螺釘擰緊到 203 N•m [150 ft-lb]。
完全松開兩個螺釘。
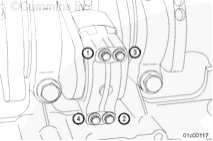
使用扭矩加角度法,按所示順序擰緊主軸承螺釘。
Torque Value:
149 n.m [110 ft-lb]
擰緊 180 度
建議使用氣動沖擊扳手和套筒(零件號 3163059 和 3163060)或等效裝置將螺釘再轉動 180 度。
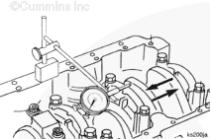
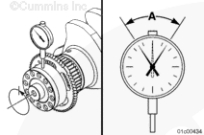
必須測量曲軸軸向間隙。
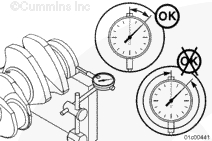
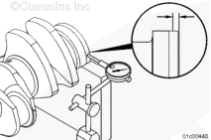
若要測量曲軸的軸向間隙,應在油底殼安裝法蘭上安裝千分表。
將千分表的尖端放在曲軸平衡重上。
向缸體后部推動曲軸。
將千分表歸零 (0)。
向康明斯ISX15 CM2250發動機缸體前部推動曲軸。
mm in
0.10 最小 0.004
0.50 最大 0.020
測量康明斯ISX15 CM2250發動機曲軸軸向間隙。
康明斯ISX15 CM2250發動機曲軸軸向間隙 - 新的或重新研磨的如果軸向間隙小于 0.10mm [0.004 in],按照以下步驟操作:
將所有主軸承螺釘松開一圈。
向康明斯ISX15 CM2250發動機缸體前端推動曲軸,然后再向缸體后端推動。
按圖示次序擰緊主軸承螺釘。
Torque Value:
149 n.m [110 ft-lb]
擰緊 180 度
建議使用氣動沖擊扳手和套筒(零件號 3163059 和 3163060)或等效裝置將螺釘再轉動 180 度。
測量康明斯ISX15 CM2250發動機曲軸軸向間隙。
mm in
0.10 最小 0.004
0.50 最大 0.020
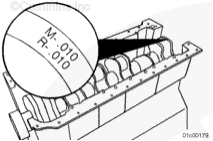
曲軸康明斯ISX15 CM2250發動機軸向間隙 - 新的或重新研磨的止推面上已經重新研磨的曲軸在曲軸后部配重面上標記了加大尺寸的止推軸承規格。如果曲軸配重上有標記或曲軸軸向間隙不符合技術規范,檢查止推環的零件號,以確保使用了正確規格的止推環。

例如:F0.010 = 前 0.25 mm [0.010 in]
例如:R0.020 = 后 0.51 mm [0.020 in]
如果曲軸軸向間隙仍小于 0.10 mm [0.004 in] 或大于 0.50 mm [0.020 in],必須拆下發動機以便更換曲軸。參考第 0 節中的步驟 000-001。
最后步驟
![]() 注意
注意 ![]() 發動機進行內部維修后,在運轉之前必須預先加注潤滑系統,以防損壞內部部件。
發動機進行內部維修后,在運轉之前必須預先加注潤滑系統,以防損壞內部部件。
安裝缸體加強板。參考第 1 節中的步驟 001-089。
安裝機油泵。參考第 7 節中的步驟 007-031。
安裝機油吸油管。參考第 7 節中的步驟 007-035。
安裝油底殼。參考第 7 節中的步驟 007-025。
向潤滑系統預先加注機油。參考第 7 節中的步驟 007-037。
向發動機加注機油。參考第 7 節中的步驟 007-037。
運轉發動機,直到溫度到達 82°C [180°F],并檢查機油是否泄漏。
![]()
康明斯ISX15 CM2250發動機止推軸承
準備步驟
![]() 警告
警告 ![]() 為了減小人身傷害的可能性,應避免皮膚直接接觸熱機油。
為了減小人身傷害的可能性,應避免皮膚直接接觸熱機油。
![]() 警告
警告 ![]() 美國的一些州和聯邦機構已經認定使用過的機油有致癌作用,而且能產生生殖疾病。應避免吸入機油蒸汽、誤吞以及長時間接觸用過的機油。如果不再繼續使用,應按照當地環保法規進行處理。
美國的一些州和聯邦機構已經認定使用過的機油有致癌作用,而且能產生生殖疾病。應避免吸入機油蒸汽、誤吞以及長時間接觸用過的機油。如果不再繼續使用,應按照當地環保法規進行處理。
康明斯公司建議在更換主軸承的同時更換止推軸承。
排放機油。參考第 7 節中的步驟 007-037。
拆下油底殼。參考第 7 節中的步驟 007-025。
拆下機油吸油管。參考第 7 節中的步驟 007-035。
拆下缸體加強板。參考第 1 節中的步驟 001-089。
拆卸 4 號主軸承蓋。參考第 1 節中的步驟 001-006。拆卸
從 4 號主軸承蓋上拆下止推軸承。
在止推軸承上作下部、前或后軸承位置標記。
![]() 注意
注意 ![]() 為了避免損壞曲軸,應小心拆卸上止推軸承。
為了避免損壞曲軸,應小心拆卸上止推軸承。
使用鈍工具拆卸上止推軸承。
在這些軸承上作上部、前或后軸承位置標記。
檢查能否繼續使用
檢查止推軸承是否有刮傷、擦傷、不均勻磨損或其他損傷。
如果發現損壞,則更換康明斯ISX15 CM2250發動機止推軸承。
如果康明斯ISX15 CM2250發動機止推軸承損壞,一定要檢查曲軸、缸體和主軸承蓋是否也損壞。
安裝
使用 Lubriplate ™ 105 或等同物涂敷上止推軸承。
將康明斯ISX15 CM2250發動機曲軸推向發動機后部,安裝后止推軸承,然后將曲軸推向前部,安裝前止推軸承。
在 4 號主軸承座上安裝止推軸承上瓦。
油槽必須朝向曲軸。
使用 Lubriplate ™ 105 或等同物涂敷下止推軸承。
按圖示在 4 號主軸承蓋上安裝止推軸承下瓦。
康明斯ISX15 CM2250發動機止推軸承的油槽必須朝向曲軸。最后步驟
安裝康明斯ISX15 CM2250發動機主軸承蓋。參考第 1 節中的步驟 001-006。
安裝康明斯ISX15 CM2250發動機缸體加強板。參考第 1 節中的步驟 001-089。
安裝康明斯ISX15 CM2250發動機機油吸油管。參考第 7 節中的步驟 007-035。
安裝康明斯ISX15 CM2250發動機油底殼。參考第 7 節中的步驟 007-025。
用清潔的機油注滿發動機。參考第 7 節中的步驟 007-037。
運轉發動機,使之達到正常工作溫度,檢查有無泄漏。
![]()
康明斯ISX15 CM2250發動機連桿
準備步驟
注: 活塞與連桿必須作為一個總成拆卸。
拆卸康明斯ISX15 CM2250發動機活塞和連桿總成。參考第 1 節中的步驟 001-054。
分解康明斯ISX15 CM2250發動機活塞與連桿。參考第 1 節中的步驟 001-054。
清潔并檢查能否繼續使用
![]() 注意
注意 ![]() 應防止螺釘損壞。螺桿上的刻痕可能會形成應力集中區域,在發動機運轉期間該應力集中區域可能會導致故障。螺紋損壞可能會導致扭矩不正確,而且會導致配合件損壞。
應防止螺釘損壞。螺桿上的刻痕可能會形成應力集中區域,在發動機運轉期間該應力集中區域可能會導致故障。螺紋損壞可能會導致扭矩不正確,而且會導致配合件損壞。
![]() 警告
警告 ![]() 當使用溶劑、酸或堿性材料清洗時,請遵循制造商的使用建議。戴上護目鏡并穿上防護服,以避免人身傷害。
當使用溶劑、酸或堿性材料清洗時,請遵循制造商的使用建議。戴上護目鏡并穿上防護服,以避免人身傷害。
![]() 警告
警告 ![]() 有些溶劑易燃并且具有毒性。使用前請閱讀制造商的說明。
有些溶劑易燃并且具有毒性。使用前請閱讀制造商的說明。
![]() 警告
警告 ![]() 使用壓縮空氣時,戴上合適的護目鏡和防護面罩。飛揚的碎屑和臟物會造成人身傷害。
使用壓縮空氣時,戴上合適的護目鏡和防護面罩。飛揚的碎屑和臟物會造成人身傷害。
使用溶劑清洗螺釘、連桿和連桿蓋。
用壓縮空氣吹干。
用軟毛刷清潔機油油道。
![]() 注意
注意 ![]() 建議不要使用鉸絲板牙修復滾壓螺紋。使用鉸絲板牙可能會在螺紋內徑上(根部)形成尖角。這種尖角會增大應力集中區域。
建議不要使用鉸絲板牙修復滾壓螺紋。使用鉸絲板牙可能會在螺紋內徑上(根部)形成尖角。這種尖角會增大應力集中區域。
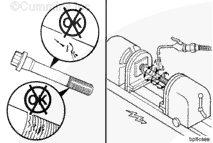
檢查螺釘有無下列情況:
螺紋被損壞
被銹蝕或被腐蝕的穴蝕
拉痕、彎曲、拉伸或磨傷。
如果螺釘有任何一種列出的損壞,必須進行更換。
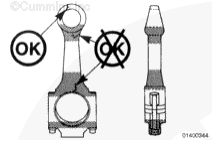
檢查康明斯ISX15 CM2250發動機連桿和連桿蓋是否損壞。
如果工字梁或連桿蓋損壞,則更換連桿。
檢查康明斯ISX15 CM2250發動機連桿和連桿蓋的配合面是否磨損。
如果康明斯ISX15 CM2250發動機連桿或連桿蓋任何部位出現明顯磨損,必須將兩者作為一個總成更換。
檢查康明斯ISX15 CM2250發動機軸承表面有無拉痕或毛刺。
如果使用細砂布無法清除拉痕或毛刺,必須更換連桿。
檢查康明斯ISX15 CM2250發動機連桿銷襯套是否損壞。
更換任何表面出現刻痕、擦傷或變形的活塞銷襯套。
更換任何在銷孔中轉動的襯套。
更換襯套時需要專用工具和精密加工。如果沒有康明斯公司許可的工具和修理步驟,必須更換連桿。
![]() 注意
注意 ![]() 連桿蓋的 alpha 字母必須與連桿上的 alpha 字母相匹配,并且必須將兩個字母對準后安裝,以免損壞連桿和曲軸。
連桿蓋的 alpha 字母必須與連桿上的 alpha 字母相匹配,并且必須將兩個字母對準后安裝,以免損壞連桿和曲軸。
![]() 注意
注意 ![]() 使用黃銅夾鉗的臺鉗來固定連桿。工字梁上的缺口、劃痕或凹痕會導致發動機故障。
使用黃銅夾鉗的臺鉗來固定連桿。工字梁上的缺口、劃痕或凹痕會導致發動機故障。
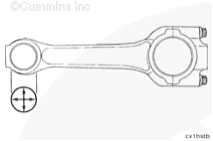
用黃銅夾具將連桿置于臺鉗上。通過大軸承端支撐連桿,以避免工字梁損壞。
將連桿蓋安裝到相應的連桿上。
用清潔的發動機機油潤滑螺釘螺紋。
將螺釘旋入連桿并手動擰緊。
擰緊舊螺釘的步驟與擰緊新螺釘的步驟不同。參考第 1 節中的步驟 001-054。
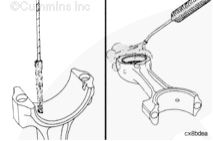
用孔千分表測量連桿曲軸孔內徑。
mm in
98.801 最小 3.8898
98.839 最大 3.8913
康明斯ISX15 CM2250發動機連桿曲軸孔內徑如果連桿曲軸孔內徑不符合技術規范,必須更換連桿。
測量康明斯ISX15 CM2250發動機連桿活塞銷襯套內徑。
mm in
63.55 最小 2.502
63.57 最大 2.503
康明斯ISX15 CM2250發動機連桿活塞銷襯套內徑如果連桿活塞銷襯套內徑不符合技術規范,必須更換連桿。
彎曲度和扭曲度檢查
標定步驟
需要一根已知長度、彎曲度和扭曲度的連桿(稱為參考連桿)用于標定夾具。

對于一個新連桿,如果已知曲軸孔中心與活塞銷孔中心之間的距離(連桿長),則也可以使用。
必須安裝連桿蓋且擰緊到正確的技術規范值,否則標定將不正確。
將合適的康明斯ISX15 CM2250發動機連桿檢驗導銷安裝到參考連桿活塞銷孔并將導銷居中。
將合適的康明斯ISX15 CM2250發動機連桿檢驗導銷裝入參考連桿曲軸孔。
確保康明斯ISX15 CM2250發動機導銷上的定位銷落下并對準連桿中心。
通過轉動導銷的端部將導銷鎖止到位。
將參考連桿安裝到連桿檢查夾具內。
松開旋鈕并移動千分表支架,直到兩個千分表接觸活塞銷導銷的頂部。
將支架向導銷方向移動,直到千分表指針轉到大約 0.25 mm(0.010 in)處。
轉動旋鈕以擰緊支架。
將千分表指針調“零”。來回移動連桿以確認是否為 0 設置。
從夾具上拆下參考連桿。
將康明斯ISX15 CM2250發動機連桿沿水平方向轉動 180 度,并將其安裝到檢查夾具上。
確保千分表設定值為 0。
如果千分表指針沒有回到“零”位置,調整千分表,以使“零”位置移動到從指針到上一步驟中設定的“零”位置之間距離的中點。
如果指針偏離上一步驟中設定的“零”位置 0.10 mm [0.004 in] 以上,檢查連桿檢驗導銷和夾具上有無污垢或毛刺。如果“零”位置仍然不符合技術規范,檢查并確保參考連桿沒有損壞。
不要在這一步驟后調整千分表,否則測量將不準確。
完成夾具的標定后,拆下參考連桿。
測試
![]() 注意
注意 ![]() 為了減少發動機損壞的可能性,在測試連桿前必須標定連桿測試夾具。
為了減少發動機損壞的可能性,在測試連桿前必須標定連桿測試夾具。
在康明斯ISX15 CM2250發動機連桿的活塞銷端安裝適當的心軸。
確保康明斯ISX15 CM2250發動機曲軸銷端的心軸上的定位銷直接接觸到連桿桿身相對的連桿蓋。
將心軸裝入主連桿曲軸銷孔中。
擰緊心軸,使其正確處于孔的中心。
將主連桿裝入測試夾具。
松開旋鈕并移動千分表支架,直到兩個千分表接觸連桿小頭心軸的頂部。將支架向心軸方向移動,直到千分表指針轉到大約 0.25 mm(0.010 in)處。轉動旋鈕以擰緊支架。
將千分表調“零”。來回移動主連桿以確認位置“零”。
mm in
261.45 最小 10.293
261.55 最大 10.297
從夾具上拆下標準連桿。
將康明斯ISX15 CM2250發動機連桿沿水平方向轉動180度,安裝到檢查夾具上。
記錄千分表讀數。必須從主連桿的已知長度中加上或減去千分表標定的“零”位置的差值,以確定被測量連桿的長度。
康明斯ISX15 CM2250發動機連桿長度如果連桿長度不符合技術規范,必須更換連桿。
![]() 注意
注意 ![]() 嚴禁試圖通過加熱或用外力矯正連桿。連桿可能最終會因此而斷裂并導致發動機大范圍損壞。
嚴禁試圖通過加熱或用外力矯正連桿。連桿可能最終會因此而斷裂并導致發動機大范圍損壞。
記錄千分表讀數。

從固定裝置上拆下連桿。
將連桿沿水平方向轉動 180 度,然后將其安裝到檢查夾具上。
將此讀數與上一步記錄的千分表讀數進行比較。千分表讀數的差值就是連桿彎曲度。
最大連桿彎曲度(裝有襯套)如果連桿的彎曲度不符合技術規范,必須更換連桿。
mm in
0.021 最大 0.0008
![]() 注意
注意 ![]() 嚴禁試圖通過加熱或用外力矯正連桿。連桿可能最終會因此而斷裂并導致發動機大范圍損壞。
嚴禁試圖通過加熱或用外力矯正連桿。連桿可能最終會因此而斷裂并導致發動機大范圍損壞。
檢查夾具與連桿小頭心軸之間有無間隙。如果連桿扭曲,心軸只接觸夾具的一側。
將心軸緊靠夾具的一側固定。
使用塞尺測量心軸與夾具之間的間隙。心軸與夾具之間的間隙值就是連桿的扭曲量。
mm in
0.05 最大 0.002
最大康明斯ISX15 CM2250發動機連桿扭曲度(裝有襯套)如果連桿的扭曲度不符合技術規范,必須更換連桿。
磁力探傷檢查此步驟是關于連桿和連桿蓋磁粉檢驗的步驟。
使用磁粉探傷設備。
檢查過程中,連桿和連桿蓋必須安裝在一起。
采用剩磁法。施加工件通電電流。調整至 1500 安培直流電或經過校正的交流電。
檢查有無裂紋。
如果有任何明顯的裂紋,必須更換連桿。
采用剩磁法。對線圈施加電流。
2600 安培直流電 2800 安培直流電
安匝數是指流經線圈的電流與線圈匝數的乘積。
檢查有無裂紋。
如果關鍵(陰影)部位顯示任何損壞的跡象,必須更換連桿。
![]() 警告
警告 ![]() 當使用溶劑、酸或堿性材料清洗時,請遵循制造商的使用建議。戴上護目鏡并穿上防護服,以避免人身傷害。
當使用溶劑、酸或堿性材料清洗時,請遵循制造商的使用建議。戴上護目鏡并穿上防護服,以避免人身傷害。
![]() 警告
警告 ![]() 有些溶劑易燃并且具有毒性。使用前請閱讀制造商的說明。
有些溶劑易燃并且具有毒性。使用前請閱讀制造商的說明。
![]() 注意
注意 ![]() 必須對連桿進行徹底消磁和清潔。任何微小的金屬顆粒都可能會導致發動機損壞。
必須對連桿進行徹底消磁和清潔。任何微小的金屬顆粒都可能會導致發動機損壞。
對康明斯ISX15 CM2250發動機連桿進行消磁。
使用溶劑清洗連桿。
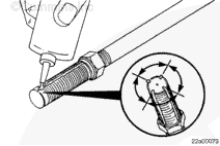
本步驟所述為連桿螺釘磁粉檢驗的步驟。
使用磁力探傷機™ 或類似的磁粉探傷設備。
使用連續通電法。使用 300-400 安培直流電或整流后的交流電給工件通電。
使用紫外線燈。檢查有無裂紋。
磁粉容易積聚在尖角和邊緣。不要誤認為這些地方有裂紋。
任何裂紋跡象均不可接受。
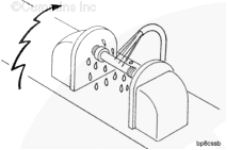
準備進行線圈通電。
確保螺釘靠近線圈的一側而不是位于線圈中心。
提供 1000 - 1350 安匝數的電流。
使用紫外線燈。檢查有無裂紋。
任何裂紋跡象均不可接受。
![]() 警告
警告 ![]() 當使用溶劑、酸或堿性材料清洗時,請遵循制造商的使用建議。戴上護目鏡并穿上防護服,以避免人身傷害。
當使用溶劑、酸或堿性材料清洗時,請遵循制造商的使用建議。戴上護目鏡并穿上防護服,以避免人身傷害。
![]() 警告
警告 ![]() 有些溶劑易燃并且具有毒性。使用前請閱讀制造商的說明。
有些溶劑易燃并且具有毒性。使用前請閱讀制造商的說明。
![]() 警告
警告 ![]() 使用壓縮空氣時,戴上合適的護目鏡和防護面罩。飛揚的碎屑和臟物會造成人身傷害。
使用壓縮空氣時,戴上合適的護目鏡和防護面罩。飛揚的碎屑和臟物會造成人身傷害。
![]() 注意
注意 ![]() 必須對連桿進行徹底消磁和清潔。任何微小的金屬顆粒都可能會導致發動機損壞。
必須對連桿進行徹底消磁和清潔。任何微小的金屬顆粒都可能會導致發動機損壞。
對連桿進行徹底消磁。
使用溶劑或蒸汽清洗螺釘并用壓縮空氣吹干。
最后步驟
注: 活塞與連桿必須作為一個總成安裝。
組裝活塞和連桿。參考第 1 節中的步驟 001-054。
安裝活塞和連桿總成。參考第 1 節中的步驟 001-054。
起動發動機,檢查是否泄漏以及發動機是否正常工作。
![]()
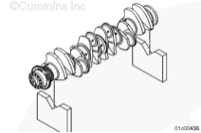
康明斯ISX15 CM2250發動機曲軸
轉動檢查
僅使用壓縮機驅動或用盤車裝置來轉動曲軸。
順時針方向轉動曲軸兩整圈。參考第 9 節中的步驟 009-035。
若發動機不能轉動自如,設備可能有故障或安裝不正確。參考 OEM 維修手冊。
準備步驟
斷開蓄電池。參考 OEM 維修手冊。
排放冷卻系統。參考第 8 節中的步驟 008-018。
排放機油。參考第 7 節中的步驟 007-037。
拆下發動機并安裝在防翻滾支架上。參考第 0 節中的步驟 000-001。
拆下缸蓋。參考第 2 節中的步驟 002-004。
拆下飛輪。參考第 16 節中的步驟 016-005。
拆下飛輪殼。參考第 16 節中的步驟 016-006。
拆下前齒輪室。參考第 1 節中的步驟 001-033。
拆下油底殼。參考第 7 節中的步驟 007-025。
拆下機油吸油管。參考第 7 節中的步驟 007-035。
拆卸機油泵。參考第 7 節中的步驟 007-031。
拆下缸體加強板。參考第 1 節中的步驟 001-089。
拆卸活塞和連桿總成。參考第 1 節中的步驟 001-054。
拆下主軸承蓋。參考第 1 節中的步驟 001-006。
拆卸
![]() 警告
警告 ![]() 該部件或總成重達 23 kg [50 lb] 以上。若要防止造成嚴重的人身傷害,一定要尋求幫助或使用合適的提升設備來提升此部件或總成。
該部件或總成重達 23 kg [50 lb] 以上。若要防止造成嚴重的人身傷害,一定要尋求幫助或使用合適的提升設備來提升此部件或總成。
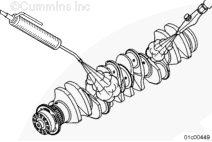
使用吊帶以免損壞曲軸。
使用吊車和吊索拆卸曲軸。
清潔并檢查能否繼續使用
用細砂布除去康明斯ISX15 CM2250發動機曲軸機加工表面的褪色或輕微劃痕。

![]() 警告
警告 ![]() 當使用溶劑、酸或堿性材料清潔時,請遵循制造商的使用建議。戴上護目鏡并穿上防護服,以避免人身傷害。
當使用溶劑、酸或堿性材料清潔時,請遵循制造商的使用建議。戴上護目鏡并穿上防護服,以避免人身傷害。
用軟毛刷和溶劑清洗曲軸的所有機油孔。
![]() 警告
警告 ![]() 當使用溶劑、酸或堿性材料清洗時,請遵循制造商的使用建議。戴上護目鏡并穿上防護服,以避免人身傷害。
當使用溶劑、酸或堿性材料清洗時,請遵循制造商的使用建議。戴上護目鏡并穿上防護服,以避免人身傷害。
![]() 警告
警告 ![]() 有些溶劑易燃并且具有毒性。使用之前,應閱讀制造商的說明書。
有些溶劑易燃并且具有毒性。使用之前,應閱讀制造商的說明書。
![]() 警告
警告 ![]() 使用壓縮空氣時,戴上合適的護目鏡和防護面罩。飛揚的碎屑和臟物會造成人身傷害。
使用壓縮空氣時,戴上合適的護目鏡和防護面罩。飛揚的碎屑和臟物會造成人身傷害。
使用溶劑清洗曲軸。
用壓縮空氣吹干。
![]() 警告
警告 ![]() 當使用溶劑、酸或堿性材料清潔時,請遵循制造商的使用建議。戴上護目鏡并穿上防護服,以避免人身傷害。
當使用溶劑、酸或堿性材料清潔時,請遵循制造商的使用建議。戴上護目鏡并穿上防護服,以避免人身傷害。
![]() 警告
警告 ![]() 使用壓縮空氣時,戴上合適的護目鏡和防護面罩。飛揚的碎屑和臟物會造成人身傷害。
使用壓縮空氣時,戴上合適的護目鏡和防護面罩。飛揚的碎屑和臟物會造成人身傷害。
![]() 注意
注意 ![]() 禁止使用螺紋錐清潔曲軸的螺紋孔,否則將導致發動機損壞。
禁止使用螺紋錐清潔曲軸的螺紋孔,否則將導致發動機損壞。
康明斯ISX15 CM2250發動機曲軸的螺栓孔采用滾絲螺栓螺紋。
清洗滾絲螺紋,需要先用溶劑沖洗,再用壓縮空氣吹干。
如果還需要附加清潔,用尼龍毛刷進行洗刷。
用膠帶蓋住螺紋孔。
檢查機加工表面是否存在劃痕或鑿痕。
使用細砂布去除拉痕和劃痕。
康明斯ISX15 CM2250發動機曲軸經過細砂紙磨光之后,如果還有指甲能感覺出的劃痕或拉痕,則該曲軸必須更換。
檢查螺紋孔是否損壞。
如果螺栓螺紋孔損壞,則該曲軸必須更換。
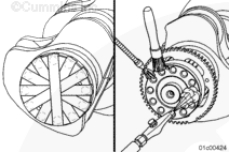
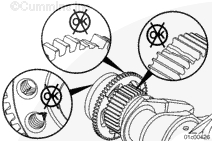
檢查康明斯ISX15 CM2250發動機曲軸齒輪和轉速信號輪是否過度磨損或損壞。
如果康明斯ISX15 CM2250發動機曲軸齒輪出現掉齒、缺口或穴蝕,則曲軸齒輪必須更換。
如果康明斯ISX15 CM2250發動機轉速信號輪出現任何掉齒,必須更換轉速信號輪。
測量康明斯ISX15 CM2250發動機曲軸連桿外徑。

mm in
93.98 最小 3.700
94.02 最大 3.702
康明斯ISX15 CM2250發動機曲軸連桿軸頸外徑如果曲軸連桿軸頸外徑不符合技術規范,則該曲軸必須更換。
測量曲軸主軸承軸頸外徑。
mm in
126.98 最小 4.999
127.02 最大 5.001
康明斯ISX15 CM2250發動機曲軸主軸承軸頸外徑
如果康明斯ISX15 CM2250發動機曲軸主軸承軸徑外徑不符合技術規范,則該曲軸必須更換。
測量康明斯ISX15 CM2250發動機曲軸止推面寬度。

mm in
54.95 最小 2.163
55.05 最大 2.167
康明斯ISX15 CM2250發動機曲軸止推面寬度如果曲軸止推面寬度不符合技術規范,則該曲軸必須更換。
測量曲軸后油封法蘭外徑。
mm in
法蘭直徑位置 (1) 164.964 最小 6.495
165.035 最大 6.497
法蘭直徑位置 (2) 165.475 最小 6.515
165.525 最大 6.517
康明斯ISX15 CM2250發動機曲軸后油封法蘭外徑
如果康明斯ISX15 CM2250發動機曲軸后油封法蘭外徑不符合技術規范,則該曲軸必須更換。
檢查康明斯ISX15 CM2250發動機曲軸后油封法蘭是否有劃痕、毛刺和溝槽。
如果存在指甲能感覺出的拉痕、毛刺或溝槽,則該曲軸必須更換。密封面損壞將導致密封泄漏。
測量康明斯ISX15 CM2250發動機曲軸前油封法蘭外徑。
康明斯ISX15 CM2250發動機曲軸前油封法蘭外徑
mm in
法蘭直徑位置 (1) 139.24 最小 5.482
139.63 最大 5.497
法蘭直徑位置 (2) 139.89 最小 5.507
140.04 最大 5.513
如果康明斯ISX15 CM2250發動機曲軸前油封法蘭外徑不符合技術規范,則該曲軸必須更換。
檢查康明斯ISX15 CM2250發動機曲軸前油封法蘭是否存在劃痕、毛刺和溝槽。
如果存在指甲能感覺出的拉痕、毛刺或溝槽,則該曲軸必須更換。密封面損壞將導致密封泄漏。
測量康明斯ISX15 CM2250發動機曲軸減振器導向裝置外徑。
曲軸康明斯ISX15 CM2250發動機導向裝置外徑如果曲軸導向裝置外徑不符合技術規范,則該曲軸必須更換。
用清潔的mm in
49.985 最小 1.968
50.015 最大 1.969
15W-40 機油潤滑整個曲軸防止灰塵粘附。
彎曲度和扭曲度檢查
康明斯ISX15 CM2250發動機曲軸的校準極限是根據指示器的總跳動量確定的。跳動量測量方法:曲軸旋轉一周,同時記錄千分表的總移動量。

測量康明斯ISX15 CM2250發動機曲軸的對準時,必須測量下面四項:
全長度校準
康明斯ISX15 CM2250發動機軸承間跳動量
康明斯ISX15 CM2250發動機后油封法蘭直徑跳動量
前油封曲軸適配器直徑跳動量。
![]() 警告
警告 ![]() 該部件或總成重達 23 kg [50 lb] 以上。若要防止造成嚴重的人身傷害,一定要尋求幫助或使用合適的提升設備來提升此部件或總成。
該部件或總成重達 23 kg [50 lb] 以上。若要防止造成嚴重的人身傷害,一定要尋求幫助或使用合適的提升設備來提升此部件或總成。
![]() 注意
注意 ![]() 因為曲軸本身存在松弛,所以從主軸承頂部測量校準是不精確的。
因為曲軸本身存在松弛,所以從主軸承頂部測量校準是不精確的。
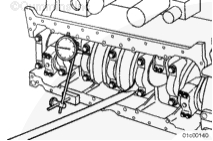
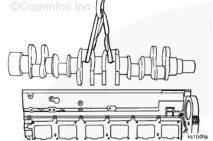
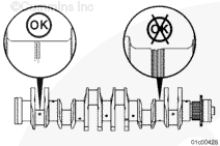
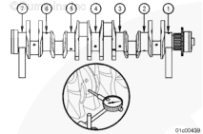
要檢查康明斯ISX15 CM2250發動機曲軸的全長度對準情況,用 1 號和 7 號主軸承的軸頸將曲軸支撐起。
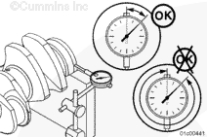
必須安裝千分表,且保證千分表位于 4 號主軸承軸頸的側面。
設置千分表。
康明斯ISX15 CM2250發動機曲軸旋轉一整圈,并記錄千分表的總讀數。
千分表的總讀數如果曲軸的千分表總讀數不符合技術規范,則該曲軸必須更換。
mm in
0.200 最大 0.008
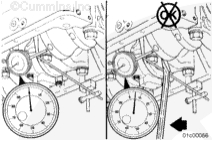
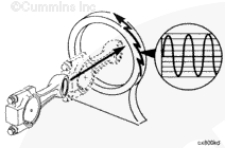
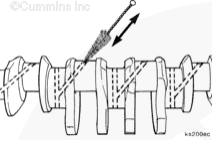
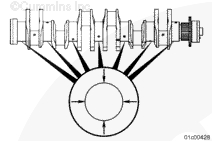
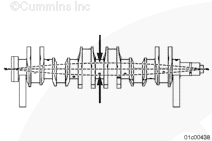
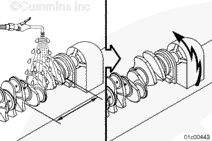
軸承間跳動量定義:相鄰主軸承繞其共同軸線旋轉,這時所測得主軸承軸頸的千分表總讀數之間的相互關系。
軸承間跳動量通常指間隔跳動量、相鄰跳動量或軸頸間跳動量。
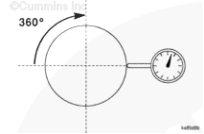
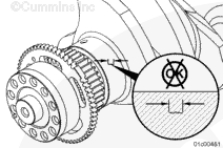
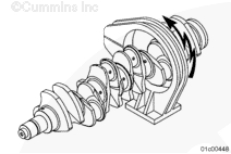
時鐘位置定義為最高千分表跳動量總讀數的軸頸位置。它是從曲軸的前面看,其與 1 號曲軸銷之間的角度相對關系。
圖中曲軸銷位于 8 點鐘位置。這就是被測軸頸的時鐘位置。
![]() 警告
警告 ![]() 該部件或總成重達 23 kg [50 lb] 以上。若要防止造成嚴重的人身傷害,一定要尋求幫助或使用合適的提升設備來提升此部件或總成。
該部件或總成重達 23 kg [50 lb] 以上。若要防止造成嚴重的人身傷害,一定要尋求幫助或使用合適的提升設備來提升此部件或總成。
![]() 注意
注意 ![]() 因為曲軸本身存在松弛,所以從主軸承頂部測量校準是不精確的。
因為曲軸本身存在松弛,所以從主軸承頂部測量校準是不精確的。
要檢查曲軸的全長度對準情況,用 1 號和 7 號主軸承的軸頸將曲軸支撐起。
將千分表安裝到主軸承軸頸的頂端。
轉動曲軸,同時測出各軸承軸頸的千分表讀數。
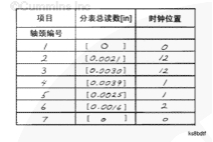
記錄各位置的值和時鐘位置。
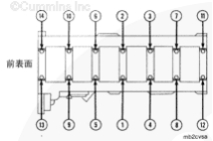
在極坐標圖表中,標出各軸頸的千分表總讀數的時鐘位置。
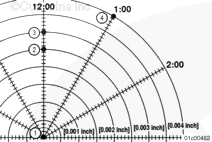
V 形限位塊支撐的兩端軸頸必須標在圖表的中心位置。
此圖說明標記的點。
(1) 0 0
(2) 0.002 12
(3) 0.003 12
(4) 0.004 1
在標定的各點之間畫一條直線。直線經由 1 號、2 號和 3 號軸頸,直到圖表中所有標記的軸頸。
只要測量各軸頸與其相應軸頸點之間的直線長度,便可以確定相鄰軸頸的跳動。
上表中 3 號軸頸與 4 號軸頸間直線距離是 51 mm [2 in]。這表示跳動量為 0.051 mm [0.002 in]。
記錄各主軸承軸頸間的跳動量。
mm in
0.075 最大 0.003
相鄰軸頸的跳動量

如果相鄰軸頸之間的對準不符合技術規范,則不能通過研磨進行修復。該曲軸必須更換。ISX 曲軸已完全淬硬并且無法校直。
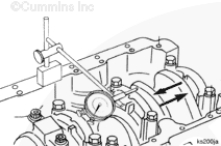
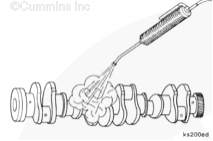
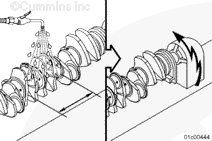
根據下面所述測量后油封法蘭直徑的跳動量:
用 1 號和 7 號主軸承軸頸將曲軸支撐起來,在距曲軸飛輪安裝面 25.4 mm [1.0 in] 位置安裝千分表。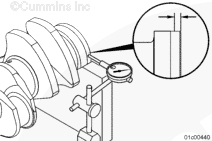
mm in
0.03 最大 0.0012
康明斯ISX15 CM2250發動機曲軸旋轉一整圈,并記錄千分表的總讀數。
千分表測得后油封法蘭總跳動量如果千分表測得的后油封法蘭總跳動量不符合技術規范,則必須更換曲軸。
康明斯ISX15 CM2250發動機前油封曲軸適配器直徑跳動量測量值:
用 1 號和 7 號主軸承軸頸將曲軸支撐起來,在距離曲軸的平衡器安裝面 25.4 mm [1.0 in] 處安裝千分表。
康明斯ISX15 CM2250發動機曲軸旋轉一整圈,并記錄千分表的總讀數。
mm in
0.05 最大 0.002
康明斯ISX15 CM2250發動機前油封曲軸適配器的直徑跳動量如果前油封曲軸適配器的直徑跳動量不符合技術規范,則必須更換曲軸。
磁力探傷檢查
曲軸必須通過“連續通電法”進行測試。在磁場電流通過曲軸之前和通過曲軸期間,整個表面必須用磁性溶液澆濕。
對于工件通電(縱向磁化)法,需將磁性溶液涂到曲軸上,并通過 3800 安培 VDC 或整流后 VAC 磁化曲軸。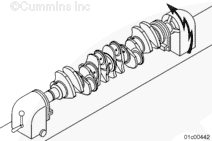
康明斯ISX15 CM2250發動機曲軸的每部分都至少需要進行 3 次連續工件通電。
讓磁性溶液流過第一個 1/3 長度曲軸,并且采用磁化電流進行兩次工件通電。
為了防止將曲軸上的金屬微粒沖刷掉,可以將磁性溶液流關閉。
采用磁化電流進行三次工件通電。
檢查曲軸是否有開裂跡象。
讓磁性溶液流過第二個 1/3 長度曲軸,并且采用磁化電流進行兩次工件通電。
為了防止將曲軸上的金屬微粒沖刷掉,可以將磁性溶液流關閉。
采用磁化電流進行三次工件通電。
檢查曲軸是否有開裂跡象。
讓磁性溶液流過最后 1/3 長度曲軸,并且采用磁化電流進行兩次工件通電。
為了防止將曲軸上的金屬微粒沖刷掉,可以將磁性溶液流關閉。
采用磁化電流進行第三次工件通電。
檢查曲軸是否有開裂跡象。
對于線圈通電(周向磁化 )法 ,澆上磁性溶液,并且磁化線圈內 51.35 mm [20.249 in] 或等效距離的曲軸 。采用 3,600 至 4,000 安匝的 VDC 或整流后的 VAC。
安匝數是指流經線圈的電流與線圈匝數的乘積。
每 457mm [18 in] 長度就至少需要三次線圈通電以確保能正確地磁化曲軸。
讓磁性溶液流過 1/3 段曲軸。
將線圈沿曲軸方向放置在曲軸的 1/4 長度點,用磁性溶液澆濕后對線圈進行兩次通電。
為了防止將曲軸上的金屬微粒沖刷掉,可以將磁性溶液流關閉。
將線圈沿曲軸方向放置在曲軸的 1/4 長度點,對線圈通電三次。
對線圈進行第三次通電后,每 457mm[18 in] 為一段進行檢查。
無需使用任何光學輔助裝置,就可以觀察到表面存在裂紋的開裂跡象。
有時開裂跡象可以通過指甲感覺出來。
不要將鍛造切邊線誤認為開裂跡象。
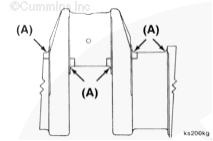
如果在淬硬圓角區域或關鍵區域發現如 (A) 所示的開裂跡象,則必須更換曲軸。
超過 6 mm [0.25 in] 的開裂跡象是不可接受的。
所有圓角區域或明顯的關鍵區域出現開裂跡象都不能接受。
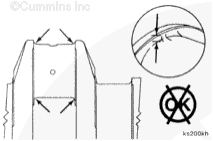
曲柄銷或主軸承軸頸表面距圓角距離不到 3 mm [0.12 in],但沒有延伸到圓角區域的開裂痕跡是可以接受的。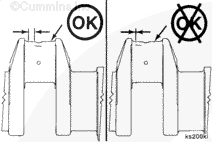
縱向長度達到 12.5 mm [0.5 in],但距機油口倒角距離不到 3 mm [0.12 in] 的開裂痕跡是可以接受的。。
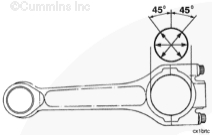
進入到機油口倒角內或與機油口相交 45±10 度的開裂痕跡是不可接受的。
在曲柄銷軸承孔進口倒角處出現任何開裂跡象都不能接受。
在關鍵區域內側配重處出現開裂跡象是不能接受的。
超過康明斯ISX15 CM2250發動機曲軸端面或延伸到減振器安裝螺釘孔的開裂跡象是不能接受的。
移除磁粉之后,肉眼無法觀察到表面內缺陷跡象。表面下可能存在開裂區域或異物的跡象。
檢查是否存在表面內缺陷跡象。
![]() 注意
注意 ![]() 完全除去曲軸剩下的磁,徹底清潔曲軸。微小金屬微粒將會導致發動機損壞。
完全除去曲軸剩下的磁,徹底清潔曲軸。微小金屬微粒將會導致發動機損壞。
對曲軸進行消磁處理。
所有銷或主軸承軸頸上最大剩余磁場是 8 高斯。
還可能需要用反向 D.C.-30 點降壓設備或等效設備除去剩余磁性。
![]() 警告
警告 ![]() 使用蒸汽清潔器時,戴上安全眼鏡或防護面罩,并穿上防護服。熱蒸汽會造成人身傷害。
使用蒸汽清潔器時,戴上安全眼鏡或防護面罩,并穿上防護服。熱蒸汽會造成人身傷害。
![]() 警告
警告 ![]() 使用壓縮空氣時,戴上合適的護目鏡和防護面罩。飛揚的碎屑和臟物會造成人身傷害。
使用壓縮空氣時,戴上合適的護目鏡和防護面罩。飛揚的碎屑和臟物會造成人身傷害。
用蒸汽清洗曲軸。
再用壓縮空氣吹干曲軸。
給曲軸涂抹一薄層防銹油以防止沾上灰塵。
如果曲軸不立即使用,請用塑料罩蓋住曲軸以防止機油沾附污垢。
安裝
![]() 警告
警告 ![]() 該部件或總成重達 23 kg [50 lb] 以上。若要防止造成嚴重的人身傷害,一定要尋求幫助或使用合適的提升設備來提升此部件或總成。
該部件或總成重達 23 kg [50 lb] 以上。若要防止造成嚴重的人身傷害,一定要尋求幫助或使用合適的提升設備來提升此部件或總成。
![]() 注意
注意 ![]() 使用吊帶以免損壞曲軸。不要使曲軸跌落到軸承上。
使用吊帶以免損壞曲軸。不要使曲軸跌落到軸承上。
安裝主軸承。參考第 1 節中的步驟 001-006。
曲軸最小直徑的一端必須指向缸體前端。
安裝曲軸。
最后步驟
![]() 警告
警告 ![]() 蓄電池可能有易爆性氣體逸出。為避免人身傷害,在維護蓄電池前,必須保持發動機艙通風良好。為了避免產生電弧,應首先拆下負極 (-) 蓄電池電纜,并最后連接負極 (-) 蓄電池電纜。
蓄電池可能有易爆性氣體逸出。為避免人身傷害,在維護蓄電池前,必須保持發動機艙通風良好。為了避免產生電弧,應首先拆下負極 (-) 蓄電池電纜,并最后連接負極 (-) 蓄電池電纜。
安裝主軸承蓋。參考第 1 節中的步驟 001-006。
安裝活塞和連桿總成。參考第 1 節中的步驟 001-054。
安裝缸體加強板。參考第 1 節中的步驟 001-089。
安裝機油泵。參考第 7 節中的步驟 007-031。
安裝機油吸油管。參考第 7 節中的步驟 007-035。
安裝油底殼。參考第 7 節中的步驟 007-025。
安裝前齒輪室殼。參考第 1 節中的步驟 001-033。
安裝飛輪殼。參考第 16 節中的步驟 016-006。
安裝飛輪。參考第 16 節中的步驟 016-005。
安裝缸蓋。參考第 2 節中的步驟 002-004。
從防翻滾支架上拆卸發動機,然后安裝發動機。參考第 0 節中的步驟 000-002。
向發動機加注機油。參考第 7 節中的步驟 007-037。
加注冷卻系統。參考第 8 節中的步驟 008-018。
連接蓄電池。參考 OEM 維修手冊。
運轉發動機,檢查是否泄漏、工作是否正常。
![]()
康明斯ISX15 CM2250發動機曲軸適配器
概述
安裝或拆卸任何齒輪之前,必須閱讀“發動機基本正時”。參考第 1 節中的步驟 001-088。
準備步驟
發動機上維修
![]() 注意
注意 ![]() 為了減小發動機損壞的可能性,需要拆下油底殼以防止碎屑在油底殼中堆積。
為了減小發動機損壞的可能性,需要拆下油底殼以防止碎屑在油底殼中堆積。
如適用,拆下散熱器、空-空中冷器和發動機罩。參考 OEM 維修手冊。
斷開蓄電池。參考 OEM 維修手冊。
拆卸減振器和曲軸皮帶輪。參考第 1 節中的步驟 001-022。
拆下油底殼。參考第 7 節中的步驟 007-025。
拆卸上部齒輪室蓋。參考第 1 節中的步驟 001-079。
拆卸下齒輪室蓋。參考第 1 節中的步驟 001-080。
拆下曲軸前油封。參考第 1 節中的步驟 001-023。
拆下前齒輪室蓋。參考第 1 節中的步驟 001-033。拆卸
注: 如果所選擇的螺紋孔與定位銷相鄰,在鉆孔之前必須拆下定位銷。
在多數情況下,從接近 12 點位置的螺紋孔開始執行此步驟是最簡單易行的。
使用一個 12.7 mm [1/2 in] 的鉆頭(零件號 4918535)或等效工具鉸螺紋孔,以便 6.35 mm [1/4 in] 的襯套(零件號 4918538)或等同物能夠很容易地插入。
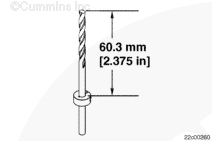
將限位環(零件號 4918541)或等同物安裝在 6.35 mm [1/4 in] 的鉆頭(零件號 4918533)或等同物 60.3 mm [2.375 in] 的深度。
![]() 警告
警告 ![]() 使用壓縮空氣時,戴上合適的護目鏡和防護面罩。飛揚的碎屑和臟物會造成人身傷害。
使用壓縮空氣時,戴上合適的護目鏡和防護面罩。飛揚的碎屑和臟物會造成人身傷害。
![]() 注意
注意 ![]() 鉆孔時不要穿透曲軸適配器或齒輪。否則可能會損壞發動機、曲軸和/或工具。
鉆孔時不要穿透曲軸適配器或齒輪。否則可能會損壞發動機、曲軸和/或工具。
大量使用切削液可延長工具的使用壽命,鉆孔也更輕松。
推薦最大鉆孔速度為 850 rpm。
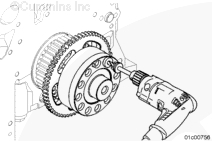
在已鉸好的孔內插入 6.35 mm [1/4 in] 的鉆套(零件號 4918538)或等同物。
鉆一個 6.35 mm [1/4 in] 的孔至預設深度。
清除碎屑。使用低壓空氣并根據需要用毛巾堵住孔。
在 12.7 mm [1/2 in] 的鉆頭(零件號 4918535)或等同物上安裝限位環(零件號 4918542)或等同物至 54 mm [2.125 in] 的深度。

![]() 警告
警告 ![]() 使用壓縮空氣時,戴上合適的護目鏡和防護面罩。飛揚的碎屑和臟物會造成人身傷害。
使用壓縮空氣時,戴上合適的護目鏡和防護面罩。飛揚的碎屑和臟物會造成人身傷害。
![]() 注意
注意 ![]() 鉆孔時不要穿透曲軸適配器或齒輪。否則可能會損壞發動機、曲軸和/或工具。
鉆孔時不要穿透曲軸適配器或齒輪。否則可能會損壞發動機、曲軸和/或工具。
大量使用切削液可延長工具的使用壽命,鉆孔也更輕松。
推薦最大鉆孔速度為 850 rpm。
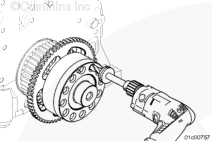
拆下 6.35 mm [1/4 in] 的鉆套(零件號 4918538)或等同物。以先前鉆好的 6.35 mm [1/4 in] 的孔作為指導,鉆一個 12.7 mm [1/2 in] 的孔至預設的深度。
清除碎屑。使用低壓空氣并根據需要用毛巾堵住孔。
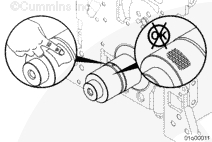
在康明斯ISX15 CM2250發動機曲軸前端安裝鉆孔引導適配器(零件號 4918276),以便讓標記有“A”的鉆孔引導襯套與先前鉆好的 21.7 mm [1/2 in] 的孔對齊。
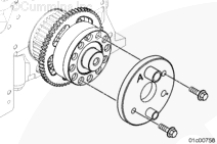
穿過鉆孔引導適配器安裝并擰緊現有的 2 個減震器螺栓。
扭矩值: 13.6 n.m [120 in-lb]
![]() 警告
警告 ![]() 使用壓縮空氣時,戴上合適的護目鏡和防護面罩。飛揚的碎屑和臟物會造成人身傷害。
使用壓縮空氣時,戴上合適的護目鏡和防護面罩。飛揚的碎屑和臟物會造成人身傷害。
![]() 注意
注意 ![]() 鉆孔時不要穿透曲軸適配器或齒輪。否則可能會損壞發動機、曲軸和/或工具。
鉆孔時不要穿透曲軸適配器或齒輪。否則可能會損壞發動機、曲軸和/或工具。
大量使用切削液可延長工具的使用壽命,鉆孔也更輕松。
推薦最大鉆孔速度為 850 rpm。
在標記有“A”的鉆孔引導襯套內安裝 19.05 mm [3/4 in] 的鉆孔襯套(零件號 4918540)或等同物。
鉆制 19.05 mm [3/4 in] 的小孔。使用鉆頭(零件號 4918536)或等同物鉆到前一 21.7-mm [1/2-in] 小孔的某一深度。
拆下 19.05 mm [3/4 in] 的鉆頭。
清除碎屑。使用低壓空氣并根據需要用毛巾堵住孔。
![]() 警告
警告 ![]() 使用壓縮空氣時,戴上合適的護目鏡和防護面罩。飛揚的碎屑和臟物會造成人身傷害。
使用壓縮空氣時,戴上合適的護目鏡和防護面罩。飛揚的碎屑和臟物會造成人身傷害。
![]() 注意
注意 ![]() 鉆孔時不要穿透曲軸適配器或齒輪。否則可能會損壞發動機、曲軸和/或工具。
鉆孔時不要穿透曲軸適配器或齒輪。否則可能會損壞發動機、曲軸和/或工具。
大量使用切削液可延長工具的使用壽命,鉆孔也更輕松。
使用直角、離合式 1/2-英寸的驅動器鉆孔時推薦的最大鉆孔速度為 300 rpm。
鉆制 25.4 mm [1 in] 的小孔。使用鉆頭(零件號 4918537)或等同物鉆到前一 19.05-mm [3/4-in] 小孔的某一深度。
拆下 25.4 mm [1 in] 的鉆頭。
清除碎屑。使用低壓空氣并根據需要用毛巾堵住孔。
從康明斯ISX15 CM2250發動機曲軸上拆下鉆孔引導適配器并旋轉鉆孔引導適配器 180 度,以便標記有“B”的鉆孔引導襯套與先前鉆的孔對齊。
穿過鉆孔引導適配器安裝并擰緊現有的 2 個減震器螺栓。
扭矩值: 13.6 n.m [120 in-lb]
在 19.05 mm [3/4 in] 的端銑刀(零件號 4918532)上安裝限位環(零件號 4918543)或等同物至 111 mm [4.370-in] 的深度。

![]() 警告
警告 ![]() 使用壓縮空氣時,戴上合適的護目鏡和防護面罩。飛揚的碎屑和臟物會造成人身傷害。
使用壓縮空氣時,戴上合適的護目鏡和防護面罩。飛揚的碎屑和臟物會造成人身傷害。
![]() 注意
注意 ![]() 鉆孔時不要穿透曲軸適配器或齒輪。否則可能會損壞發動機、曲軸和/或工具。
鉆孔時不要穿透曲軸適配器或齒輪。否則可能會損壞發動機、曲軸和/或工具。
大量使用切削液可延長工具的使用壽命,鉆孔也更輕松。
使用直角、離合式 1/2-英寸的驅動器鉆孔時推薦的最大鉆孔速度為 300 rpm。
鉆一個 19.05 mm [3/4 in] 的孔至預設的深度。
拆下 19.05 mm [3/4 in] 的端銑刀、2 顆減震器螺栓和鉆孔引導適配器。
清除碎屑。使用低壓空氣并根據需要用毛巾堵住孔。
在 19.05 mm [3/4 in] 已鉆好的孔內插入楔塊(零件號 4918546)。
使用錘子用力地敲擊楔塊,直到曲軸適配器分離。
曲軸適配器分離后用手既可輕松地將其拆卸下來,但也可以使用適當的拉拔器來幫助拆卸。清潔并檢查能否繼續使用
檢查曲軸、轉速信號輪和曲軸齒輪有無損壞。
檢查機加工表面是否存在劃痕或鑿痕。
使用細砂紙去除拉痕或鑿痕。曲軸經過細砂紙磨光之后,如果還有指甲能感覺出的劃痕或拉痕,則該曲軸必須更換。
檢查曲軸齒輪和轉速信號輪是否過度磨損或損壞。
如果曲軸齒輪出現掉齒、缺口或穴蝕,則曲軸齒輪必須更換。
如果轉速信號輪出現任何掉齒,必須更換轉速信號輪。
安裝
![]() 警告
警告 ![]() 當搬動已加熱的零件時,要戴上防護手套以免造成人身傷害。
當搬動已加熱的零件時,要戴上防護手套以免造成人身傷害。
注: 在安裝曲軸適配器過程中,曲軸適配器背面的銷必須與轉速信號輪前表面的凹槽對齊。
在安裝曲軸適配器前,不要潤滑曲軸。
嘗試安裝前,在 [260°C] 500°F 下加熱曲軸適配器 6 小時。
![]() 警告
警告 ![]() 處理加熱的零件時,使用隔熱手套(零件號為3823730)和/或夾鉗(零件號為3823732)。熾熱的零件可能會造成嚴重的人身傷害。
處理加熱的零件時,使用隔熱手套(零件號為3823730)和/或夾鉗(零件號為3823732)。熾熱的零件可能會造成嚴重的人身傷害。
注: 曲軸適配器從烘箱中取出后,必須在 15 秒鐘內安裝。
安裝康明斯ISX15 CM2250發動機曲軸適配器。扭轉運動直到銷與轉速信號輪上的凹槽對齊。
頂著康明斯ISX15 CM2250發動機轉速信號輪托住曲軸適配器大約 30 秒。
嘗試在相距約 90 度的 4 個位置上,在曲軸適配器和轉速信號輪之間插入 0.25 mm [0.010 in] 的塞尺來檢查安裝。
如果能夠插入塞尺,必須拆下并更換曲軸適配器。
最后步驟
安裝康明斯ISX15 CM2250發動機前齒輪室和齒輪。參考第 1 節中的步驟 001-033。
安裝康明斯ISX15 CM2250發動機曲軸前油封。參考第 1 節中的步驟 001-023。
安裝康明斯ISX15 CM2250發動機上部齒輪室蓋。參考第 1 節中的步驟 001-079。
安裝康明斯ISX15 CM2250發動機下齒輪室蓋。參考第 1 節中的步驟 001-080。
安裝康明斯ISX15 CM2250發動機油底殼。參考步驟 007-025。
靜態正時發動機。參考第 1 節中的步驟 001-088。
注: 當標記有“插入銷”的減振器與下齒輪上的標記對齊時,如果無法插入正時銷(零件號 3163020),則轉速信號輪或曲軸適配器沒有與曲軸正確對齊。
安裝康明斯ISX15 CM2250發動機曲軸皮帶輪和減振器。參考步驟001-022。
連接蓄電池。參考 OEM 維修手冊。
如果可能,安裝散熱器、空-空中冷器和護罩。參考 OEM 維修手冊。
運轉發動機,檢查有無泄漏。
![]()
康明斯ISX15 CM2250發動機前曲軸齒輪(曲軸已安裝)
準備步驟
發動機上維修
![]() 警告
警告 ![]() 蓄電池可能有易爆性氣體逸出。為避免人身傷害,在維護蓄電池前,必須保持發動機艙通風良好。為了避免產生電弧,應首先拆下負極 (-) 蓄電池電纜,并最后連接負極 (-) 蓄電池電纜。
蓄電池可能有易爆性氣體逸出。為避免人身傷害,在維護蓄電池前,必須保持發動機艙通風良好。為了避免產生電弧,應首先拆下負極 (-) 蓄電池電纜,并最后連接負極 (-) 蓄電池電纜。
斷開蓄電池。參考 OEM 維修手冊。
拆下油底殼。參考第 7 節中的步驟 007-025。
拆卸機油泵。參考第 7 節中的步驟 007-031。
拆卸上部齒輪室蓋。參考第 1 節中的步驟 001-079。
拆卸下齒輪室蓋。參考第 1 節中的步驟 001-080。
拆下曲軸前油封。參考第 1 節中的步驟 001-024。
拆下前齒輪室。參考第 1 節中的步驟 001-033。
拆下曲軸適配器。參考第 1 節中的步驟 001-017。
拆卸轉速信號輪。參考第 1 節中的步驟 001-069。
從曲軸上拆下對準定位銷。
拆卸
![]() 警告
警告 ![]() 使用壓縮空氣時,戴上合適的護目鏡和防護面罩。飛揚的碎屑和臟物會造成人身傷害。
使用壓縮空氣時,戴上合適的護目鏡和防護面罩。飛揚的碎屑和臟物會造成人身傷害。
![]() 注意
注意 ![]() 不要讓在鉆孔期間產生的碎屑進入到發動機內部。使用膠帶、塞堵和/或護罩罩住發動機內部,以免碎屑進入發動機內部。否則會導致發動機嚴重受損。
不要讓在鉆孔期間產生的碎屑進入到發動機內部。使用膠帶、塞堵和/或護罩罩住發動機內部,以免碎屑進入發動機內部。否則會導致發動機嚴重受損。
安裝塑料鉆孔導桿(零件號 4918547),“FRONT”(正面)朝向操作員。將槽與曲軸輪齒根部對齊。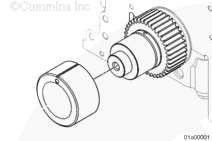
在 6.35 mm [0.250 in] 的鉆頭上安裝限位環(零件號 4918541)或同等物至 111 mm [4.370 in] 的深度。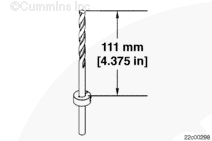
如果鉆頭沒有突破曲軸齒輪的背面,則可延長工具的使用壽命。
大量使用切削液可延長工具的使用壽命,鉆孔也更輕松。
鉆一個 6.35 mm [0.250 in] 的導向孔至預設的深度。
清除碎屑。使用低壓空氣并根據需要用毛巾堵住孔。

在康明斯ISX15 CM2250發動機曲軸前端安裝大型的鉆孔引導適配器(零件號 4918276),使標記有“C”的孔與導向孔對齊。
使用定位銷(零件號 4918577)將導桿與孔對齊。
擰緊 7.94 mm [5/16 in] 的調節螺釘,將導桿固定在曲軸上。
將沉頭孔切削工具(零件號 4918578)或等同物安裝到 102 mm [4 in] 的加長件(零件號 4918544)或等同物上,并安裝到軸上。
將 11.5 mm [29/64 in] 的鉆套(零件號 4918534)或等同物滑到軸上。
安裝總成,將 11.5 mm [29/64 in] 的鉆套鎖進標記有“C”的孔內。
在導向孔中造埋頭孔,直到沉頭孔的外徑約為 1.6 至 3.2 mm [1/16 至 1/8 in] 的深度。
清除碎屑。使用低壓空氣并根據需要用毛巾堵住孔。
拆卸埋頭鉆和鉆套。
在標記有“C”的孔內插入鉆套(零件號 4918539)或等同物,并將 12.7 mm [1/2 in] 的鉆套插入鉆孔導桿內。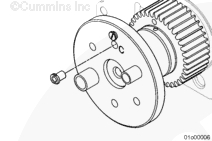
大量使用切削液可延長工具的使用壽命,鉆孔也更輕松。
鉆一個 12.7 mm [1/2 in] 的孔至先前鉆的 6.35 mm [1/4 in] 孔的深度。
清除碎屑。使用低壓空氣并根據需要用毛巾堵住孔。
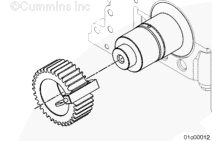
從康明斯ISX15 CM2250發動機曲軸上拆下轉速信號輪定位銷。
在康明斯ISX15 CM2250發動機曲軸齒輪上安裝定位儀(零件號 4918314)或其他適當的隔圈。
在康明斯ISX15 CM2250發動機拆卸曲軸齒輪過程中,必須安裝隔套,否則曲軸將會損壞。

插入小的分解的楔塊(零件號 4918545),平面區朝向曲軸,并插入到已鉆好的孔內。

用適當的錘子敲擊小的分解的楔塊,直到曲軸齒輪分離。
用手或使用適當的拉拔器(如有必要)拆卸曲軸齒輪。
清潔并檢查能否繼續使用
![]() 警告
警告 ![]() 當使用溶劑、酸或堿性材料清洗時,請遵循制造商的使用建議。戴上護目鏡并穿上防護服,以避免人身傷害。
當使用溶劑、酸或堿性材料清洗時,請遵循制造商的使用建議。戴上護目鏡并穿上防護服,以避免人身傷害。
![]() 警告
警告 ![]() 使用壓縮空氣時,戴上合適的護目鏡和防護面罩。飛揚的碎屑和臟物會造成人身傷害。
使用壓縮空氣時,戴上合適的護目鏡和防護面罩。飛揚的碎屑和臟物會造成人身傷害。
注: 曲軸經過細砂紙磨光之后,如果還有指甲能感覺出的劃痕或拉痕,則該曲軸必須更換。
檢查曲軸是否損壞。
檢查機加工表面是否存在劃痕或鑿痕。
安裝
在康明斯ISX15 CM2250發動機曲軸齒輪側安裝定位儀(零件號 4918314)。
嘗試安裝前,在 177°C [350°F] 的溫度下加熱曲軸齒輪 3 個小時。

![]() 警告
警告 ![]() 當搬動已加熱的零件時,要戴上防護手套以免造成人身傷害。
當搬動已加熱的零件時,要戴上防護手套以免造成人身傷害。
注: 曲軸齒輪從烘箱中取出后,必須在 15 秒鐘內安裝。
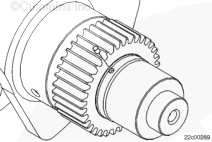
安裝康明斯ISX15 CM2250發動機曲軸齒輪,直到定位儀與曲軸前軸徑接觸。
將康明斯ISX15 CM2250發動機曲軸齒輪固定在正確位置約 60 秒,使其冷縮配合以正確固定部件。
從康明斯ISX15 CM2250發動機曲軸齒輪上拆卸定位儀。
使用黃銅錘敲擊曲軸孔內的對準定位銷,直到定位銷底端漏出。
通過插入定位儀(零件號 4918314)來檢查曲軸齒輪和曲軸第一軸徑之間的間隙。
如果定位儀松弛,或者無法插入,應更換曲軸齒輪。
最后步驟
![]() 警告
警告 ![]() 蓄電池可能有易爆性氣體逸出。為避免人身傷害,在維護蓄電池前,必須保持發動機艙通風良好。為了避免產生電弧,應首先拆下負極 (-) 蓄電池電纜,并最后連接負極 (-) 蓄電池電纜。
蓄電池可能有易爆性氣體逸出。為避免人身傷害,在維護蓄電池前,必須保持發動機艙通風良好。為了避免產生電弧,應首先拆下負極 (-) 蓄電池電纜,并最后連接負極 (-) 蓄電池電纜。
安裝轉速信號輪。參考第 1 節中的步驟 001-069。
安裝曲軸適配器。參考第 1 節中的步驟 001-017。
安裝前齒輪室殼。參考第 1 節中的步驟 001-033。
安裝曲軸前油封。參考第 1 節中的步驟 001-024。
安裝所有其余齒輪。參考第 1 節中的步驟 001-088。
安裝上部齒輪室蓋。參考第 1 節中的步驟 001-079。
安裝下齒輪室蓋。參考第 1 節中的步驟 001-080。
安裝機油泵。參考第 7 節中的步驟 007-031。
安裝油底殼。參考第 7 節中的步驟 007-025。
連接蓄電池。參考 OEM 維修手冊。
運轉發動機,檢查有無泄漏。
![]()
康明斯ISX15 CM2250發動機曲軸皮帶輪
準備步驟
拆卸康明斯ISX15 CM2250發動機風扇和水泵驅動皮帶。參考第 8 節中的步驟 008-003。
拆卸康明斯ISX15 CM2250發動機充電機驅動皮帶。參考第 13 節中的步驟 013-005。
拆卸康明斯ISX15 CM2250發動機風扇和水泵驅動皮帶張緊裝置。參考第 8 節中的步驟 008-080。拆卸
![]() 注意
注意 ![]() 不要使用錘子或改錐拆卸減振器。這些工具可能會損壞減振器。
不要使用錘子或改錐拆卸減振器。這些工具可能會損壞減振器。
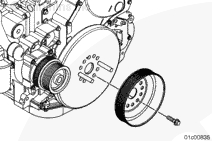
拆卸康明斯ISX15 CM2250發動機其中兩個減振器和曲軸皮帶輪固定螺釘。
將兩個導向雙頭螺柱安裝到孔中。
拆卸剩余的 10 根螺栓。拆卸皮帶輪。
檢查能否繼續使用
檢查皮帶輪是否有裂紋,皮帶槽是否過度磨損或有其他損壞。
安裝
確保減振器安裝正確,且定位銷正確定位。有關減振器安裝說明,使用以下步驟。參考第 1 節中的步驟 001-052。
確保康明斯ISX15 CM2250發動機曲軸前端、減震器和皮帶輪的裝配表面清潔、干燥,并且沒有毛刺。
在康明斯ISX15 CM2250發動機曲軸前端裝上兩根導向雙頭螺釘。
將康明斯ISX15 CM2250發動機皮帶輪安裝到導向雙頭螺釘上。
使用清潔的 15W-40 機油潤滑螺釘的螺紋部位。
安裝 10 根螺釘。
拆下兩根導向雙頭螺釘,安裝剩下的螺釘。
以交替順序擰緊螺釘。
扭矩值: 175 n.m [129 ft-lb]最后步驟
安裝風扇和水泵皮帶張緊裝置。參考第 8 節中的步驟 008-080。
注: 將張緊裝置定位銷與支架對準。
安裝風扇和水泵驅動皮帶。參考第 8 節中的步驟 008-003。
安裝充電機驅動皮帶。參考第 13 節中的步驟 013-005。
![]()
康明斯ISX15 CM2250發動機曲軸前油封
準備步驟
![]() 警告
警告 ![]() 該部件或總成重達 23 kg [50 lb] 以上。若要防止造成嚴重的人身傷害,一定要尋求幫助或使用合適的提升設備來提升此部件或總成。
該部件或總成重達 23 kg [50 lb] 以上。若要防止造成嚴重的人身傷害,一定要尋求幫助或使用合適的提升設備來提升此部件或總成。
拆下康明斯ISX15 CM2250發動機風扇驅動皮帶。參考第 8 節中的步驟 008-002。
拆下康明斯ISX15 CM2250發動機水泵驅動皮帶。參考第 8 節中的步驟 008-003。
拆下康明斯ISX15 CM2250發動機自動皮帶張緊裝置。參考第 8 節中的步驟 008-080。
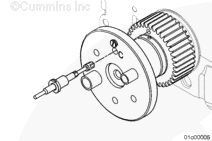
拆卸康明斯ISX15 CM2250發動機減振器和曲軸皮帶輪。參考第 1 節中的步驟 001-052。拆卸
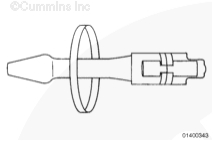
使用康明斯ISX15 CM2250發動機曲軸前油封拆卸工具(零件號 4918991),從發動機上拆下曲軸前油封。
將拆裝器板放在曲軸前端上并緊靠著曲軸油封。
將三個雙頭螺柱通過拆裝器板中的兩個槽和孔插入。將雙頭螺柱擰入螺紋孔。
將墊圈和六角螺母安裝到三個雙頭螺柱上。用手擰緊六角螺母。
交替擰緊三個六角螺母,直到拆裝器板外邊緣頂到油封。

通過拆裝器板將六個自攻螺釘安裝到曲軸油封中,直到螺釘頭頂到拆裝器板。
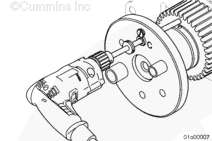
從雙頭螺柱上拆下三個六角螺母和墊圈。
使用標準工字型拉拔器(零件號 ST-647)或等同物和兩個 M10 螺栓,拆下整個總成。
注: 曲軸油封應作為一個整體與工具總成一起取下。
廢棄密封件。拆下康明斯ISX15 CM2250發動機油封后,不得將其再次使用。清潔并檢查能否繼續使用使用小磁鐵吸走所有的金屬碎屑。
用細砂布清除曲軸和密封孔區域上所有的沉積物。
檢查康明斯ISX15 CM2250發動機曲軸有無拉痕、毛刺和凹槽。密封面損壞將導致密封件泄漏。
如果存在指甲能感覺出的拉痕、毛刺或溝槽,則該曲軸必須更換。
安裝
![]() 注意
注意 ![]() 如果沒有遵循安裝和擰緊順序,可能會導致曲軸油封不在中央位置并且安裝的深度不正確,從而造成油封過早磨損。
如果沒有遵循安裝和擰緊順序,可能會導致曲軸油封不在中央位置并且安裝的深度不正確,從而造成油封過早磨損。
![]() 注意
注意 ![]() 嚴禁使用錘子或槌棒安裝油封。使用錘子會損壞曲軸油封和/或曲軸。
嚴禁使用錘子或槌棒安裝油封。使用錘子會損壞曲軸油封和/或曲軸。
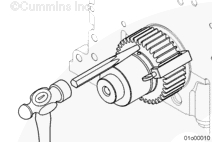
使用水基潤滑劑如 P-80 或等同物充分潤滑曲軸油封的外徑。

將康明斯ISX15 CM2250發動機曲軸油封放在曲軸前端上面,并用手輕輕將油封按壓在托架上。
通過拆裝器板插入雙頭螺柱。
將 25 mm [1 in] 長的六角隔套滑到拆裝器板內的雙頭螺柱上。
注: 隔套將會滯留在拆裝器板與曲軸適配器的內表面之間。
將拆裝器板總成滑到曲軸前端上面。
將三個雙頭螺柱擰入螺紋孔。
將三個墊圈和六角螺母安裝到雙頭螺柱上。
用手擰緊六角螺母。
![]() 注意
注意 ![]() 必須均勻地壓入曲軸油封。如果沒有均勻地壓入曲軸油封,則可能會損壞密封。
必須均勻地壓入曲軸油封。如果沒有均勻地壓入曲軸油封,則可能會損壞密封。
在安裝時檢查曲軸油封并確保將其均勻地壓入。
每次擰緊六角螺母時不要超過 ½ 圈,順時針交替地擰緊,直到拆裝器板 (1) 的底部頂到曲軸適配器的表面。
扭矩值: 20 n.m [177 in-lb]
確保康明斯ISX15 CM2250發動機曲軸油封正確座合,使工具保持到位 3 到 5 分鐘。
從雙頭螺柱上拆下三個六角螺母和墊圈。
拆下拆裝器板。
拆下雙頭螺柱和隔套。
最后步驟
![]() 警告
警告 ![]() 該部件或總成重達 23 kg [50 lb] 以上。若要防止造成嚴重的人身傷害,一定要尋求幫助或使用合適的提升設備來提升此部件或總成。
該部件或總成重達 23 kg [50 lb] 以上。若要防止造成嚴重的人身傷害,一定要尋求幫助或使用合適的提升設備來提升此部件或總成。
安裝曲軸皮帶輪和減震器。參考第 1 節中的步驟 001-052。
安裝自動皮帶張緊器。參考第 8 節中的步驟 008-080。
安裝水泵驅動皮帶。參考第 8 節中的步驟 008-003。
安裝風扇驅動皮帶。參考第 8 節中的步驟 008-002。
運轉發動機,檢查有無泄漏。
康明斯ISX15 CM2250發動機曲軸后油封
準備步驟
![]() 警告
警告 ![]() 該部件或總成重達 23 kg [50 lb] 以上。若要防止造成嚴重的人身傷害,一定要尋求幫助或使用合適的提升設備來提升此部件或總成。
該部件或總成重達 23 kg [50 lb] 以上。若要防止造成嚴重的人身傷害,一定要尋求幫助或使用合適的提升設備來提升此部件或總成。
斷開傳動系。拆下變速箱和離合器。參考 OEM 維修手冊。
拆下康明斯ISX15 CM2250發動機飛輪。參考第 16 節中的步驟 016-005。
拆卸
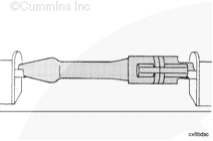
使用 3 根飛輪安裝螺釘將曲軸后油封工具(零件號 3162994)固定到曲軸上。
在康明斯ISX15 CM2250發動機曲軸后油封工具的一個孔內安裝一只鉆頭/導銷,在油封外殼上鉆一個孔。
拆下鉆頭/導銷。重復此步驟,在曲軸后油封工具上至少兩個對稱布置的孔位置鉆孔。
在康明斯ISX15 CM2250發動機曲軸后油封工具 (2) 上安裝 3 根自攻螺釘 (1)。
從康明斯ISX15 CM2250發動機曲軸后油封工具上拆下飛輪螺釘。
在康明斯ISX15 CM2250發動機曲軸后油封工具中心孔內安裝中心螺栓 (3),并順時針轉動,拆下油封。
清潔并檢查能否繼續使用
![]() 警告
警告 ![]() 當使用溶劑、酸或堿性材料清潔時,請遵循制造商的使用建議。戴上護目鏡,穿上防護服,以避免人身傷害。
當使用溶劑、酸或堿性材料清潔時,請遵循制造商的使用建議。戴上護目鏡,穿上防護服,以避免人身傷害。
![]() 警告
警告 ![]() 有些溶劑易燃并且具有毒性。使用之前,應閱讀制造商的說明書。
有些溶劑易燃并且具有毒性。使用之前,應閱讀制造商的說明書。
清洗康明斯ISX15 CM2250發動機飛輪殼的密封孔表面。
采用細砂布清除曲軸法蘭上的鐵銹或其他沉積物。
使用一塊干凈的不起毛的布清理曲軸法蘭,清除所有油膜痕跡。
其表面明顯的劃痕會導致油封泄漏。
![]() 注意
注意 ![]() 嚴禁使用錘子或槌棒安裝油封。否則會損壞密封件。
嚴禁使用錘子或槌棒安裝油封。否則會損壞密封件。
安裝油封時不要使用潤滑劑。在油封外肋表面涂上 10% 的肥皂溶液。
將康明斯ISX15 CM2250發動機曲軸后油封和安裝工具裝到曲軸上。
![]() 注意
注意 ![]() 曲軸后油封必須均勻壓入孔中。油封未對正會發生損壞。
曲軸后油封必須均勻壓入孔中。油封未對正會發生損壞。
用手將 3 根安裝螺釘擰緊到安裝工具(零件號 3162994)上。
每次擰緊螺釘不超過 ½ 圈,順時針擰緊螺釘直至安裝工具與飛輪殼緊密配合。
擰緊螺釘。
扭矩值: 16 n.m [142 in-lb]
拆下安裝工具。最后步驟
![]() 警告
警告 ![]() 該部件或總成重達 23 kg [50 lb] 以上。若要防止造成嚴重的人身傷害,一定要尋求幫助或使用合適的提升設備來提升此部件或總成。
該部件或總成重達 23 kg [50 lb] 以上。若要防止造成嚴重的人身傷害,一定要尋求幫助或使用合適的提升設備來提升此部件或總成。
安裝康明斯ISX15 CM2250發動機飛輪。參考第 16 節中的步驟 016-005。
安裝康明斯ISX15 CM2250發動機離合器、變速箱和傳動系。參考 OEM 維修手冊。
運轉發動機直至達到正常工作溫度,檢查是否泄漏。
![]()
康明斯ISX15 CM2250發動機缸體
檢查能否繼續使用
檢查康明斯ISX15 CM2250發動機缸體有無裂紋。如果發現任何裂紋,必須更換缸體。
如果康明斯ISX15 CM2250發動機缸體檢查期間發現缸套凸緣穴蝕,但缸套與缸套凸緣(缸體)接觸面沒有泄漏的跡象,則缸體可繼續使用。
修理
遵循此步驟修補螺紋部分缺失的螺栓孔。
使用本步驟不能補救延伸到螺栓凸臺或上部沉孔下面的冷卻液室的裂紋。
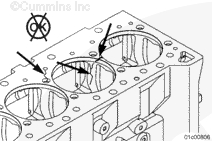
去除康明斯ISX15 CM2250發動機缸體頂面的所有毛刺。用于本步驟的有效工具是一把 12 英寸平面扁銼。必須去除毛刺才能獲得準確的固定位置。
注: 螺紋補救組件需要拆下缸套后才能使用。如果缸套仍在缸體中,必須在基座兩側都安裝相等的墊片,這樣可以架過缸套。
注: 對于某些發動機,必須在安裝基座和鉆孔裝置之間使用墊塊(零件號 3376206)。
選擇兩個螺釘孔,使損壞的螺釘孔的位置大約在兩個孔的中間。使用合適的墊塊、四個平墊圈和現有的缸蓋螺釘,將安裝板總成安裝在螺釘孔上。
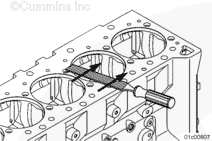
使用厚墊圈和 5/8-18 x 3 英寸六角頭螺釘,將鉆孔裝置連接在安裝板總成上。
將康明斯ISX15 CM2250發動機定位銷穿過合適的鉆孔裝置襯套孔,直到它進入缸體上損壞的螺釘孔。
將鉆孔裝置導向桿和襯套對準損壞的螺釘孔的中心。
擰緊三個螺釘,固定鉆孔裝置總成。
扭矩值: 68 n.m [50 ft-lb]
拆下定位銷。
使用鉆頭維修時才需要安裝限位環。
某些組件中的鉆頭能夠迅速地去除無用的材料;但是,必須小心以確保所維修的螺栓孔深度不要超過技術規范。
下列步驟會使鉆頭在沒有達到原來孔深時就停止。剩余的材料使用鉸刀清除。
將一個 0.76 mm [0.030 in] 塞尺放在要維修的孔上。
將鉆頭穿過鉆套插入,直到鉆頭尖觸到塞尺。
將螺紋鑲圈安裝在鉆套和限位環之間。
將限位環向下移動,直到觸到鑲圈,然后擰緊限位環。
將鉆頭穿過鉆孔裝置襯套,使其停留在損壞的螺釘孔頂部上方。
使用帶離合器的鉆孔電機,最大工作轉速為 300 rpm。采用使用的切削液。操作鉆孔電機,直到限位環接觸鉆套。
![]() 警告
警告 ![]() 使用壓縮空氣時,戴上合適的護目鏡和防護面罩。飛揚的碎屑和臟物會造成人身傷害。
使用壓縮空氣時,戴上合適的護目鏡和防護面罩。飛揚的碎屑和臟物會造成人身傷害。
使用碎片真空吸塵器清除碎片。
將鉸刀穿過鉆孔裝置襯套,使其停留在損壞的螺釘孔頂部上方。
鉸孔時,不時停下,使用碎片真空吸塵器清潔孔。
使用帶離合器的鉆孔電機,最大工作轉速為 300 rpm,并使用合適的切削液。操作鉆孔電機,直到鉸刀到達原螺栓孔的底部。
鉸刀到達螺釘孔底部后會停止切削。
![]() 警告
警告 ![]() 使用壓縮空氣時,戴上合適的護目鏡和防護面罩。飛揚的碎屑和臟物會造成人身傷害。
使用壓縮空氣時,戴上合適的護目鏡和防護面罩。飛揚的碎屑和臟物會造成人身傷害。
使用碎片真空吸塵器清除碎片。
經常停下開孔工作,以便使用碎片真空吸塵器清潔螺栓孔。
在適當的螺紋攻端部安裝一個 ½ 英寸方頭驅動套筒。
開孔期間,保持螺紋攻潤滑良好。
安裝螺紋攻 (4)。使用合適的開孔液,手動攻絲到損壞的螺栓孔底部。
取出螺紋攻。
![]() 警告
警告 ![]() 使用壓縮空氣時,戴上合適的護目鏡和防護面罩。飛揚的碎屑和臟物會造成人身傷害。
使用壓縮空氣時,戴上合適的護目鏡和防護面罩。飛揚的碎屑和臟物會造成人身傷害。
使用碎片真空吸塵器清除碎片。
拆下安裝螺釘、隔圈、四個平墊圈和安裝板總成。
將螺紋攻按新的螺紋擰入和擰出幾次,核實螺紋狀況,然后從螺紋中間清除碎屑。
![]() 警告
警告 ![]() 當使用溶劑、酸或堿性材料清潔時,請遵循制造商的使用建議。戴上護目鏡并穿上防護服,以避免人身傷害。
當使用溶劑、酸或堿性材料清潔時,請遵循制造商的使用建議。戴上護目鏡并穿上防護服,以避免人身傷害。
![]() 警告
警告 ![]() 有些溶劑易燃并且具有毒性。使用之前,應閱讀制造商的說明書。
有些溶劑易燃并且具有毒性。使用之前,應閱讀制造商的說明書。
檢查康明斯ISX15 CM2250發動機螺釘孔有無砂眼和裂紋的跡象。
使用脫脂溶劑清潔螺紋并沖洗出螺紋孔中所有的碎屑。

![]() 警告
警告 ![]() 使用壓縮空氣時,戴上合適的護目鏡和防護面罩。飛揚的碎屑和臟物會造成人身傷害。
使用壓縮空氣時,戴上合適的護目鏡和防護面罩。飛揚的碎屑和臟物會造成人身傷害。
使用片真空吸塵器清除孔中的脫脂溶劑。
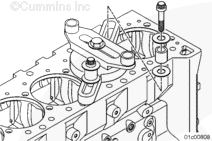
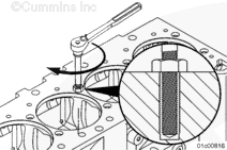
將適當的防松螺母(1)裝在相應的螺釘上。
將適當的螺紋鑲圈(2)安裝在缸蓋安裝螺釘上,直到它靠近鑲圈的底部。
轉動防松螺母(1),直到它接觸到螺紋鑲圈(2),從而將鑲圈和防松螺母鎖緊在一起。
![]() 警告
警告 ![]() 當使用溶劑、酸或堿性材料清潔時,請遵循制造商的使用建議。戴上護目鏡并穿上防護服,以避免人身傷害。
當使用溶劑、酸或堿性材料清潔時,請遵循制造商的使用建議。戴上護目鏡并穿上防護服,以避免人身傷害。
![]() 警告
警告 ![]() 有些溶劑易燃并且具有毒性。使用之前,應閱讀制造商的說明書。
有些溶劑易燃并且具有毒性。使用之前,應閱讀制造商的說明書。
使用脫脂溶劑去除螺紋鑲圈四周的防護油。

將螺紋鑲圈、防松螺母和螺釘安裝到新攻出螺紋的孔中。確保螺紋鑲圈自如地擰入孔中。
注: 對于帶有沉孔的應用類型,測量從凹進螺釘孔的沉孔面計算的突出深度。

檢查有無突出量。確保螺紋鑲圈突出量為高于缸體表面 0 至 1.0 mm [0 to 0.040 in]。
一定要確保在螺紋維修后仍保持最小所需螺紋深度。
如果鑲圈突出量超過 1 mm [0.040 in],當擰緊時可能使缸蓋螺釘頂到螺紋孔底部。
記錄鑲圈的突出量。
必須增加原來螺釘孔的深度。
如果鑲圈突出量正確,安裝鑲圈。
如果突出量不正確,記錄測量值,調整孔的深度。
在增加螺釘孔深度前,檢查以下方面:
確保所用的螺紋鑲圈正確。有兩種鑲圈可用,除了長度不一樣外,兩種鑲圈都一樣。
確保所用的螺紋鑲圈的長度正確。
確保螺釘孔中的螺紋達到了孔底部。
確保沒有毛刺或其他損壞可能使鑲圈不能擰到螺釘孔的底部。
在檢查上述各項后,如果螺紋鑲圈突出量仍超過 1.0 mm [0.040 in],必須增加原來的螺栓孔深度。
注: 螺紋補救組件需要拆下缸套后才能使用。如果缸套仍在缸體中,必須在基座兩側都安裝相等的墊片,這樣可以架過缸套。
注: 對于某些發動機,必須在安裝基座和鉆孔裝置之間使用墊塊(零件號 3376206)。
安裝板總成。
不要擰緊緊固件。
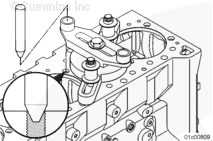
將鉆頭穿過鉆孔襯套,插入螺紋孔中,直到其觸到螺紋孔底部。
擰緊所有緊固件。
扭矩值: 68 n.m [50 ft-lb]
鉆頭必須可以在襯套和螺紋孔中自如地滑動,這表示它對準了螺紋孔的中心。
不要使原來螺栓孔的深度增加超過 3.0 mm [0.120 in]。
使限位環滑入鉆頭尖上。
從鑲圈突出量中減去 0.50 mm [0.020 in]。
選擇厚度等于此數值的塞尺。
在鉆頭仍觸到螺紋孔底部的情況下,將塞尺插入限位環和鉆套之間。
擰緊限位環。
使用帶離合器的鉆孔電機,最大工作轉速為 300 rpm,并使用合適的切削液。操作鉆孔電機,直到限位環接觸鉆套。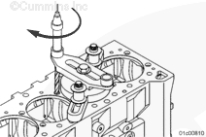
![]() 警告
警告 ![]() 使用壓縮空氣時,戴上合適的護目鏡和防護面罩。飛揚的碎屑和臟物會造成人身傷害。
使用壓縮空氣時,戴上合適的護目鏡和防護面罩。飛揚的碎屑和臟物會造成人身傷害。
使用碎片真空吸塵器清除碎片。
在第二次攻螺紋前不需鉸孔。
在適當的螺紋攻端部安裝一個 ½ 英寸方頭驅動套筒。
開孔操作期間,保持螺紋攻潤滑良好。
安裝螺紋攻 (4)。使用合適的開孔液,手動攻絲到損壞的螺栓孔底部。
取出螺紋攻。
![]() 警告
警告 ![]() 當使用溶劑、酸或堿性材料清潔時,請遵循制造商的使用建議。戴上護目鏡并穿上防護服,以避免人身傷害。
當使用溶劑、酸或堿性材料清潔時,請遵循制造商的使用建議。戴上護目鏡并穿上防護服,以避免人身傷害。
![]() 警告
警告 ![]() 有些溶劑易燃并且具有毒性。使用之前,應閱讀制造商的說明書。
有些溶劑易燃并且具有毒性。使用之前,應閱讀制造商的說明書。
檢查螺釘孔有無砂眼和裂紋的跡象。
使用脫脂溶劑清潔螺紋并沖洗出螺紋孔中所有的碎屑。

![]() 警告
警告 ![]() 使用壓縮空氣時,戴上合適的護目鏡和防護面罩。飛揚的碎屑和臟物會造成人身傷害。
使用壓縮空氣時,戴上合適的護目鏡和防護面罩。飛揚的碎屑和臟物會造成人身傷害。
使用碎片真空吸塵器清除孔中的碎片和脫脂溶劑。
將螺紋鑲圈安裝在缸蓋螺釘上,然后使用防松螺母鎖緊到位。
暫時安裝螺紋鑲圈并檢查突出量。確保突出量為高于缸體表面 0 至 1 mm [0 to 0.040 in]。
拆下鑲圈。

在螺紋鑲圈和螺紋孔上涂覆一薄層底漆(零件號 3824715)。等待 3 到 5 分鐘使其干燥。
在螺紋鑲圈四周涂覆四道螺紋膠(零件號 3824038)。
每道必須為 0.8 mm [0.03 in] 寬,并一直涂滿螺紋鑲圈的整個長度,每道膠必須分開 90 度。
安裝螺紋鑲圈,直到它與缸體表面平齊,或到達螺釘孔的底部。
等待 3 個小時使其干燥。
![]() 警告
警告 ![]() 使用壓縮空氣時,戴上合適的護目鏡和防護面罩。飛揚的碎屑和臟物會造成人身傷害。
使用壓縮空氣時,戴上合適的護目鏡和防護面罩。飛揚的碎屑和臟物會造成人身傷害。
拆下螺釘和防松螺母。

如有必要,用銼刀或機器打磨螺紋鑲圈的頂部,使它與缸體表面平齊。
確保螺紋鑲圈內徑沒有毛刺。使用碎片真空吸塵器清除所有銼下的切屑或碎屑。
對于螺紋鑲圈凹進沉孔的應用類型,必須使用端銑刀或機器切刀去除鑲圈多余的長度,使它重新與沉孔對齊。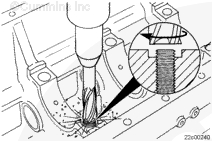
![]()
康明斯ISX15 CM2250發動機缸體和缸套座
準備步驟
排放機油。參考第 7 節中的步驟 007-037。
拆下康明斯ISX15 CM2250發動機油底殼。參考第 7 節中的步驟 007-025。
拆下康明斯ISX15 CM2250發動機機油吸油管。參考第 7 節中的步驟 007-035。
拆下康明斯ISX15 CM2250發動機缸體加強板。參考第 1 節中的步驟 001-089。泄漏測試
向發動機冷卻系統加壓。參考第 8 節中的步驟 008-018。
注: 檢查缸套座前應加壓 15 分鐘。一定要確保檢查開始前系統內保持有氣壓。
Measurements
kpa psi
空氣壓力: 138 20
檢查康明斯ISX15 CM2250發動機缸套外周,以及康明斯ISX15 CM2250發動機缸體中缸套座下部的區域有無冷卻液泄漏。
如果發現康明斯ISX15 CM2250發動機冷卻液泄漏:
拆卸康明斯ISX15 CM2250發動機并檢查缸套。參考第 1 節中的步驟 001-028。
檢查缸體缸套孔區域。如果發現磨蝕或磨損,必須更換缸體。最后步驟
安裝康明斯ISX15 CM2250發動機缸體加強板。參考第 1 節中的步驟 001-089。
安裝康明斯ISX15 CM2250發動機機油吸油管。參考第 7 節中的步驟 007-035。
安裝康明斯ISX15 CM2250發動機油底殼。參考第 7 節中的步驟 007-025。
加注和充注發動機潤滑系統。參考第 7 節中的步驟 007-037。
運轉發動機,使之達到正常工作溫度,檢查有無泄漏。
如果有故障造成冷卻液、機油、過多燃油或過多黑煙進入排氣系統,必須檢查后處理系統。參考第 14 節中的步驟 014-013。
![]()
康明斯ISX15 CM2250發動機缸套
概述
![]() 注意 所有六個缸套必須為槽頂或平頂設計,且外徑相同。
注意 所有六個缸套必須為槽頂或平頂設計,且外徑相同。
![]() 注意
注意 ![]() 大外徑缸套不會裝入小缸徑缸體中;但是,小外徑缸套可裝入大缸徑缸體中并可能導致故障出現。
大外徑缸套不會裝入小缸徑缸體中;但是,小外徑缸套可裝入大缸徑缸體中并可能導致故障出現。
共有三個不同的平頂缸套選項可用。其中兩個平頂缸套選項由不同的外徑規格構成,而第三個選項包括經過硬化的黃銅工廠墊片。
具體一種發動機所采用的設計取決于其生產的年代。
注: 工廠墊片調整缸套與所有之前的小外徑平頂缸套相容,并且可在發動機內混用或配合使用。
以下數值應當用來確定缸體和缸套的相容性,而不能用作繼續使用指南。這些僅為標稱數值,不是技術規范。
|
缸套外徑(填料區域處) |
缸體孔直徑(缸套填料接觸區) | ||
|
大外徑 (OD) 缸套 |
大缸徑缸體 | ||
|
152 mm |
[5.984 in] |
152 mm |
[5.984 in] |
|
| |||
|
小外徑 (OD) 缸套/工廠墊片調整缸套 |
小缸徑缸體 | ||
|
150 mm |
[5.906 in] |
150 mm |
[5.906 in] |
![]() 注意
注意 ![]() 不能將工廠墊片調整缸套裝入沒有墊片存在的發動機中,否則會導致缸套凹進缸體中。
不能將工廠墊片調整缸套裝入沒有墊片存在的發動機中,否則會導致缸套凹進缸體中。
![]() 注意
注意 ![]() 工廠墊片一旦從缸套上拆下,則不能繼續使用。必須廢棄舊墊片并安裝新的工廠墊片。
工廠墊片一旦從缸套上拆下,則不能繼續使用。必須廢棄舊墊片并安裝新的工廠墊片。
![]() 注意
注意 ![]() 不能利用非墊片調整缸套修理配有工廠墊片調整缸套總成的發動機。
不能利用非墊片調整缸套修理配有工廠墊片調整缸套總成的發動機。
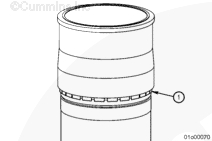
工廠墊片調整缸套:
為可維修項。
與以前的平頂小外徑缸套兼容。
通過缸套下部外徑上加工出的條帶 (1) 可以輕易識別出工廠墊片調整缸套。安裝缸套后,同樣可以看到此條帶。這些缸套在中間限位座合區域還包含有固定式硬化黃銅墊片 (2)。
準備步驟
![]() 警告
警告 ![]() 不要從熱發動機上打開散熱器壓力蓋。應等冷卻液溫度降至 50°C [120°F] 以下時才能拆下壓力蓋。否則高溫冷卻液或蒸汽噴出可能會造成人身傷害。
不要從熱發動機上打開散熱器壓力蓋。應等冷卻液溫度降至 50°C [120°F] 以下時才能拆下壓力蓋。否則高溫冷卻液或蒸汽噴出可能會造成人身傷害。
![]() 警告
警告 ![]() 冷卻液有毒。避免兒童與寵物接觸冷卻液。如果不再繼續使用,應按照當地環保法規進行處理。
冷卻液有毒。避免兒童與寵物接觸冷卻液。如果不再繼續使用,應按照當地環保法規進行處理。
![]() 警告
警告 ![]() 該部件或總成重達 23 kg [50 lb] 以上。若要防止造成嚴重的人身傷害,一定要尋求幫助或使用合適的提升設備來提升此部件或總成。
該部件或總成重達 23 kg [50 lb] 以上。若要防止造成嚴重的人身傷害,一定要尋求幫助或使用合適的提升設備來提升此部件或總成。
![]() 警告
警告 ![]() 為了減小人身傷害的可能性,應避免皮膚直接接觸熱機油。
為了減小人身傷害的可能性,應避免皮膚直接接觸熱機油。
![]() 警告
警告 ![]() 美國的一些州和聯邦機構已經認定使用過的機油有致癌作用,而且能產生生殖疾病。應避免吸入機油蒸汽、誤吞以及長時間接觸用過的機油。如果不再繼續使用,應按照當地環保法規進行處理。
美國的一些州和聯邦機構已經認定使用過的機油有致癌作用,而且能產生生殖疾病。應避免吸入機油蒸汽、誤吞以及長時間接觸用過的機油。如果不再繼續使用,應按照當地環保法規進行處理。
排放康明斯ISX15 CM2250發動機冷卻系統。參考第 8 節中的步驟 008-018。
排放機油。參考第 7 節中的步驟 007-037。
拆下康明斯ISX15 CM2250發動機缸蓋。參考第 2 節中的步驟 002-004。
拆下康明斯ISX15 CM2250發動機油底殼。參考第 7 節中的步驟 007-025。
拆下康明斯ISX15 CM2250發動機機油吸油管。參考第 7 節中的步驟 007-035。
拆下康明斯ISX15 CM2250發動機缸體加強板。參考第 1 節中的步驟 001-089。
拆下康明斯ISX15 CM2250發動機活塞冷卻噴嘴。參考第 1 節中的步驟 001-046。
拆卸康明斯ISX15 CM2250發動機活塞和連桿總成。參考第 1 節中的步驟 001-054。初始檢查
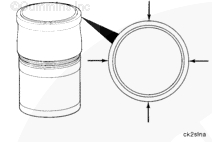
缸套突出量
對于平頂缸套,所測量的缸套突出量應是缸套法蘭高于缸體表面的高度,而與法蘭或防火圈高度無關。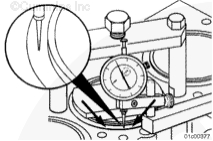
測量康明斯ISX15 CM2250發動機缸套時,缸套必須處于夾緊狀態。
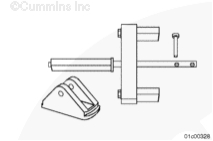
將缸套康明斯ISX15 CM2250發動機安裝工具(零件號 3164606)安裝并擰緊到卡箍上。
旋轉壓板,直到突出量待測區域露出。
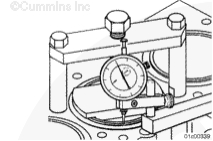
扭矩值: 136 n.m [100 ft-lb]
康明斯ISX15 CM2250發動機平頂缸套
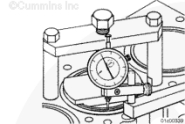
使用深度規(零件號 3823495)測量夾緊狀態下的突出量。
注: 拆卸任何缸套前,測量所有六個氣缸。
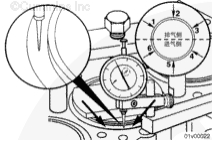
康明斯ISX15 CM2250發動機單缸突出量(單個氣缸四周的測量差值):
|
mm |
in | |
|
0.0381 |
最大 |
0.0015 |
康明斯ISX15 CM2250發動機缸套突出量(單個氣缸四周):
|
mm |
in | |
|
0.23 |
最小 |
0.009 |
|
0.36 |
最大 |
0.014 |
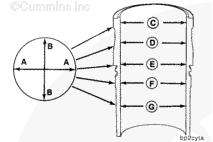
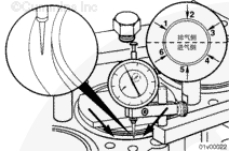
對每個氣缸進行總共 6 次測量,三次測量在排氣側進行,而另外三次在進氣側進行。如果任何一個測量值與其他五個測量值間的差值超過上述技術規范或者超出上述最小/最大技術規范的范圍,則執行以下操作:
拆下所有缸套,并檢查所有缸體沉孔有無磨蝕和磨損。
如果有磨蝕或磨損,必須機加工缸體。參考第 1 節中的步驟 001-058。
必須為所有經過機加工的氣缸更換缸套。
采用上面獲得的測量結果,計算得到每個氣缸所有六個讀數的平均值。將平均讀數應用到下列技術規范中:
最低和最高的缸套之間的差值不能大于 0.102 mm [0.004 in]。
相鄰氣缸的最大允許差異為 0.051 mm [0.002 in]。
如果缸套平均測量值不符合上述技術規范,則執行以下操作:
拆下所有缸套,并檢查所有缸體沉孔有無磨蝕和磨損。
如果有磨蝕或磨損,必須機加工缸體。參考第 1 節中的步驟 001-058。
必須為所有經過機加工的氣缸更換缸套。
注: 對于帶有機加工缸體沉孔的發動機,不能使用固定式工廠黃銅墊片代替維修墊片。
缸套失圓度
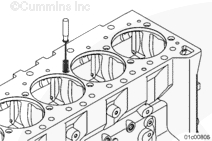
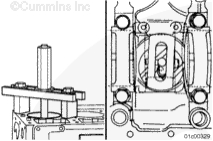
在仍安裝有缸套的情況下,測量“C”、“D”、“E”、“F”和“G”點的缸套孔失圓度。
沿“AA”和“BB”方向測量各點。
孔不得超過失圓度技術規范。
|
Measurements | ||
|
|
mm |
in |
|
最大允許缸套失圓度 |
0.051 |
0.002 |
如果缸套孔的失圓度超出技術規范,拆下缸套以便測量缸體缸套孔失圓度。
高于和低于缸體沉孔部位的缸體沉孔直徑不是關鍵尺寸,不需要測量。
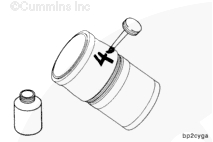
拆卸
拆下康明斯ISX15 CM2250發動機缸套時,可使用二者中任何一種方法:
缸套拉拔器(通用,零件號 316745)和拉拔器板(S600,零件號 3162462)。
缸套拉拔器(通用,零件號 3376015)。
![]() 注意
注意 ![]() 必須如圖安裝和使用缸套拉拔器,以免損壞缸體。拉拔器板必須平行于主軸承鞍座并且不得遮蓋缸套的外徑。
必須如圖安裝和使用缸套拉拔器,以免損壞缸體。拉拔器板必須平行于主軸承鞍座并且不得遮蓋缸套的外徑。
將康明斯ISX15 CM2250發動機缸套拉拔器插入缸體頂部。
![]() 注意
注意 ![]() 工廠墊片一旦從缸套上拆下,則不能繼續使用。必須廢棄舊墊片并安裝新的工廠墊片。
工廠墊片一旦從缸套上拆下,則不能繼續使用。必須廢棄舊墊片并安裝新的工廠墊片。
缸套拉拔器必須位于缸體頂部的中心。
順時針轉動拉拔器的螺絲,將缸套從缸體上松開。
用雙手拆下缸套。
拆下并廢棄 O 形密封圈。
如有配備,拆下并廢棄固定式工廠黃銅墊片。
輕輕彎出固位臺,并且從缸套上滑出墊片。廢棄墊片。
注: 如果發動機的沉孔中間限位面以前經過機加工,則必須拆下、測量和廢棄非固定式維修墊片。需要測量墊片厚度,以確保重新組裝時安裝正確厚度的維修墊片。
使用 Dykem™ 或等同物在缸套的進氣側做標記以表明缸套安裝方向。

使用 Dykem™ 或等同物在每個缸套上標記氣缸號。
清潔并檢查能否繼續使用
![]() 注意
注意 ![]() 不要用砂布或砂紙去除氣缸套上的積碳。砂布或砂紙中的氧化鋁或硅顆粒會使發動機嚴重受損。不要在活塞環行程區域使用研磨劑。否則會損壞缸套。
不要用砂布或砂紙去除氣缸套上的積碳。砂布或砂紙中的氧化鋁或硅顆粒會使發動機嚴重受損。不要在活塞環行程區域使用研磨劑。否則會損壞缸套。
使用軟鋼絲刷清潔法蘭座合區域。
使用細纖維研磨墊,如 Scotch-Brite™ 7448(零件號 3823258)或等同物去除殘留的水垢和鐵銹。
![]() 警告
警告 ![]() 當使用溶劑、酸或堿性材料清潔時,請遵循制造商的使用建議。戴上護目鏡并穿上防護服,以避免人身傷害。
當使用溶劑、酸或堿性材料清潔時,請遵循制造商的使用建議。戴上護目鏡并穿上防護服,以避免人身傷害。
![]() 警告
警告 ![]() 使用蒸汽清洗器或高壓水時,應戴上安全眼鏡或防護面罩,并穿上防護服,以免造成人身傷害。
使用蒸汽清洗器或高壓水時,應戴上安全眼鏡或防護面罩,并穿上防護服,以免造成人身傷害。
![]() 警告
警告 ![]() 使用壓縮空氣時,戴上合適的護目鏡和防護面罩。飛揚的碎屑和臟物會造成人身傷害。
使用壓縮空氣時,戴上合適的護目鏡和防護面罩。飛揚的碎屑和臟物會造成人身傷害。
使用溶劑或蒸氣清潔缸套。用壓縮空氣吹干。
使用清潔的 15W-40 機油潤滑缸套內徑。
讓機油浸入缸套 5-10 分鐘。
使用不起毛的紙巾擦去缸套內側的機油。
一直潤滑缸套的內徑并擦拭干凈,直到紙巾上沒有灰色或黑色殘余物。
目測檢查缸套的內外周有無裂紋。
檢查缸套法蘭下有無裂紋或磨蝕。
使用其他磁性檢查法或染料檢查法同樣可以檢測到裂紋。

檢查外徑表面有無過度腐蝕或穴蝕。
一般情況下,不能使用有穴蝕的缸套。
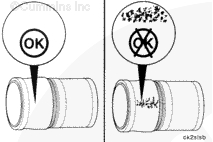
然而,如果是輕微穴蝕并能使用細砂布去除,則缸套可以使用。
缸套穴蝕深度
|
mm |
in | |
|
1.60 |
最大 |
0.060 |
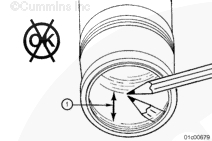
檢查內徑的縱向劃痕深度是否可用指甲感覺到。
如果手指感覺到劃痕,必須更換缸套。
檢查內徑有無擦傷或拉傷。
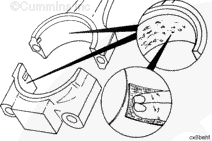
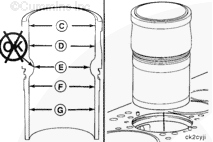
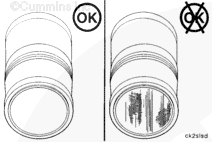
檢查內徑,確定缸套孔的拋光情況。
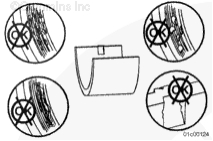
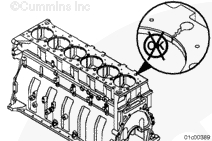
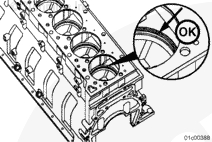
適度拋光(A)在磨損區產生明亮的鏡面,并帶有原來的磨痕或顯示腐蝕圖形。
重度拋光(B)在磨損區產生明亮的鏡面,但沒有原來的磨痕或腐蝕圖形。

如果在康明斯ISX15 CM2250發動機活塞環行程區域存在超過 20% 的重度磨光,或存在 30% 的中度和重度磨光,而其中有一半(15%)為重度磨光,則必須更換缸套。
使用內徑千分表在活塞行程區域頂部和底部間隔呈 90 度角的三個位置分別測量缸套的內徑。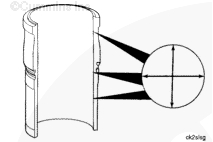
康明斯ISX15 CM2250發動機缸套內徑
|
mm |
in | |
|
137.14 |
最大 |
5.40 |
測量康明斯ISX15 CM2250發動機缸套頂部壓入配合區域外徑。
康明斯ISX15 CM2250發動機缸套頂部壓入配合外徑
|
mm |
in | |
|
160.98 |
最大 |
6.34 |
安裝
![]() 注意
注意 ![]() 所有六個缸套必須為槽頂或平頂設計,且外徑相同。
所有六個缸套必須為槽頂或平頂設計,且外徑相同。
![]() 注意
注意 ![]() 大外徑缸套不會裝入小缸徑缸體中;但是,小外徑缸套可裝入大缸徑缸體中并可能導致故障出現。
大外徑缸套不會裝入小缸徑缸體中;但是,小外徑缸套可裝入大缸徑缸體中并可能導致故障出現。
共有三個不同的平頂缸套選項可用。其中兩個平頂缸套選項由不同的外徑規格構成,而第三個選項包括經過硬化的黃銅工廠墊片。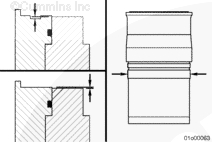
具體一種發動機所采用的設計取決于其生產的年代。
注: 工廠墊片調整缸套與所有之前的小外徑平頂缸套相容,并且可在發動機內混用或配合使用。
以下數值應當用來確定缸體和缸套的相容性,而不能用作繼續使用指南。這些僅為標稱數值,不是技術規范。
|
缸套外徑(填料區域處) |
缸體孔直徑(缸套填料接觸區) | ||
|
大外徑 (OD) 缸套 |
大缸徑缸體 | ||
|
152 mm |
[5.984 in] |
152 mm |
[5.984 in] |
|
| |||
|
小外徑 (OD) 缸套/工廠墊片調整缸套 |
小缸徑缸體 | ||
|
150 mm |
[5.906 in] |
150 mm |
[5.906 in] |
![]() 注意
注意 ![]() 不能利用非墊片調整缸套修理配有工廠墊片調整缸套總成的發動機。
不能利用非墊片調整缸套修理配有工廠墊片調整缸套總成的發動機。
![]() 注意
注意 ![]() 不能將工廠墊片調整缸套裝入沒有墊片存在的發動機中,否則會導致缸套凹進缸體中。
不能將工廠墊片調整缸套裝入沒有墊片存在的發動機中,否則會導致缸套凹進缸體中。
確保組裝前缸體和所有零件保持清潔。
注: 不要繼續使用墊片。安裝前,確保安裝新的墊片。
如果發動機配有工廠墊片調整缸套,則必須安裝新工廠墊片 (1)。
安裝工廠墊片,使固位舌面向缸套底部。從缸套底部向上滑動墊片,直到固位舌鎖入固位槽。
如果發動機配有維修墊片或者在此修理事件中機加工了沉孔,則必須安裝正確厚度的新維修墊片。
將維修墊片裝入缸套孔中,使墊片對正缸體中間限位座的中心。
注: 具有機加工缸體沉孔的發動機允許在維修墊片頂部安裝工廠墊片調整缸套總成。
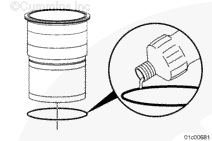
組裝前使用植物油潤滑缸套 O 形密封圈。
缸套必須在潤滑 O 形圈后的 15 分鐘內安裝完成。
將 O 形密封圈安裝到缸套上。
確保 O 形圈平座在 O 形圈槽中。
![]() 注意
注意 ![]() 防火圈為脆性。必須注意不要損壞缸套。
防火圈為脆性。必須注意不要損壞缸套。
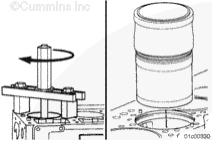
將康明斯ISX15 CM2250發動機缸套裝進缸體。
安裝可繼續使用的缸套時,將缸套從最初在發動機的位置上旋轉 90 度。止推和防止推表面必須朝向缸體的前部和后部。
使用缸套安裝組件(零件號 3164606)座入缸套。
如果缸套沒有正確入座,將其拆下并檢查缸套孔座和缸套有無劃痕、毛刺、污垢或墊片滑出(如有配備)。
重新安裝缸套。
 測量
測量
康明斯ISX15 CM2250發動機缸套突出量
對于平頂缸套,所測量的缸套突出量應是缸套法蘭高于缸體表面的高度,而與法蘭或防火圈高度無關。

必須在安裝活塞和連桿之前檢查缸套測量值。
測量缸套時,缸套必須處于夾緊狀態。
將康明斯ISX15 CM2250發動機缸套安裝工具(零件號 3164606)安裝并擰緊到卡箍上。
旋轉壓板,直到突出量待測區域露出。
扭矩值: 136 n.m [100 ft-lb]
平頂缸套
使用深度規(零件號 3823495)測量夾緊狀態下的突出量。
注: 拆卸任何缸套前,測量所有六個氣缸。
單缸突出量(單個氣缸四周的測量差值):
|
mm |
in | |
|
0.0381 |
最大 |
0.0015 |
康明斯ISX15 CM2250發動機缸套突出量(單個氣缸四周):
|
mm |
in | |
|
0.23 |
最小 |
0.009 |
|
0.36 |
最大 |
0.014 |
對于每個氣缸,進行總共六次測量,排氣側三次,進氣側三次。如果任何一個單獨測量值與其他五個測量值的差異超過上面列出的技術規范,或超過上面列出的最小/最大技術規范,執行下述操作:
拆下所有缸套,并檢查所有缸體沉孔有無磨蝕和磨損。
如果有磨蝕或磨損,必須機加工缸體。參考第 1 節中的步驟 001-058。
必須為所有經過機加工的氣缸更換缸套。
采用上面獲得的測量結果,計算得到每個氣缸所有六個讀數的平均值。將平均讀數應用到下列技術規范中:
最低和最高的缸套之間的差值不能大于 0.102 mm [0.004 in]。
相鄰氣缸的最大允許差異為 0.051 mm [0.002 in]。
如果缸套平均測量值不符合上述技術規范,則執行以下操作:
拆下所有缸套,并檢查所有缸體沉孔有無磨蝕和磨損。
如果有磨蝕或磨損,必須機加工缸體。參考第 1 節中的步驟 001-058。
必須為所有經過機加工的氣缸更換缸套。
注: 對于帶有機加工缸體沉孔的發動機,不能使用固定式工廠黃銅墊片代替維修墊片。
拆下康明斯ISX15 CM2250發動機缸套安裝工具。
安裝活塞和連桿總成前,擦拭缸套內部。采用干凈的布和 15W-40 機油。

最后步驟
警告 該部件或總成重達 23 kg [50 lb] 以上。若要防止造成嚴重的人身傷害,一定要尋求幫助或使用合適的提升設備來提升此部件或總成。
安裝活塞和連桿總成。參考第 1 節中的步驟 001-054。
安裝活塞冷卻噴嘴。參考第 1 節中的步驟 001-046
安裝缸體加強板。參考第 1 節中的步驟 001-089。
安裝吸油管。參考第 7 節中的步驟 007-035。
安裝油底殼。參考第 7 節中的步驟 007-025。
安裝缸蓋。參考第 2 節中的步驟 002-004。
用清潔的機油注滿發動機。參考第 7 節中的步驟 007-037。
潤滑系統預加注。參考第 7 節中的步驟 007-037。
加注冷卻系統。參考第 8 節中的步驟 008-018。
運轉發動機,檢查有無泄漏。
如果需要,執行發動機磨合。參考第 14 節中的步驟 014-004。