我們是專業的康明斯ISX和QSX15發動機供應服務商.我們可提供康明斯ISX和QSX15發動機銷售維修保養零配件服務.康明斯ISX和QSX15發動機想要更多的類型,請現在聯系湖南英珀威機械有限公司!


康明斯ISX和QSX15發動機維修氣冊
詳細描述
![]()
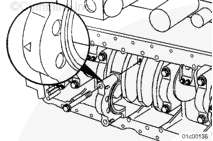
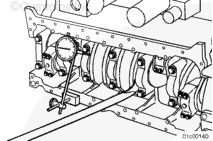
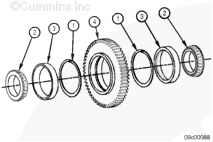
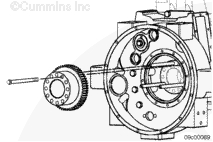
康明斯ISX和QSX15發動機缸套維修測量技術
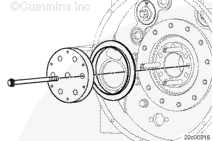
安裝
|
注意 所有六缸發動機缸套必須為槽頂缸套或平頂缸套設計,并采用相同外徑。 |
|
大外徑缸套不會裝入小缸徑缸體中;但是,小外徑缸套可裝入大缸徑缸體中并可能導致故障出現。 |
采用有三種不同的平頂缸套選項。其中兩種平頂缸套選項包括不同的外徑尺寸,而第三種選項采用了硬化黃銅工廠墊片。
具體一種發動機所采用的設計取決于其生產的年代。
注: 工廠墊片調整缸套可向后兼容所有之前的小外徑平頂缸套,并可在同一臺發動機中混用或匹配。
以下數值應用來確定缸體和缸套的兼容性,而不能用作繼續使用指南。這些數值僅為標稱值,不是技術規范。
|
缸套外徑(填料區域處) |
缸體孔直徑(缸套填料接觸區) | ||
|
大外徑 (OD) 缸套 |
大缸徑缸體 | ||
|
152 mm |
[5.984 in] |
152 mm |
[5.984 in] |
|
| |||
|
小外徑 (OD) 缸套/工廠墊片調整缸套 |
小缸徑缸體 | ||
|
150 mm |
[5.906 in] |
150 mm |
[5.906 in] |
|
無法用非墊片調整缸套修復配有工廠墊片調整缸套總成的發動機。 |
|
不能將工廠墊片調整缸套裝入沒有墊片存在的發動機中,否則會導致缸套凹進缸體中。 |
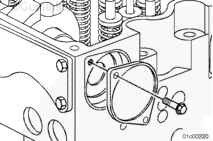
確保組裝前缸體和所有零件保持清潔。
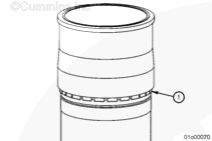
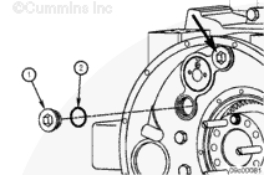
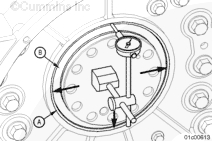
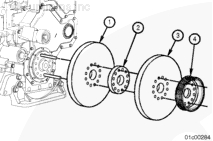
注: 不要重復使用墊片。安裝前,確保安裝新的墊片。
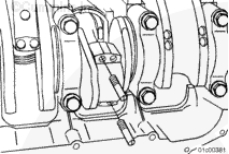
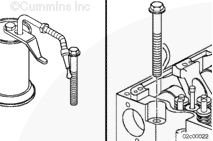
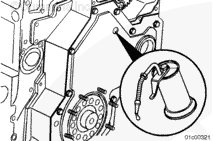
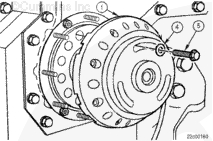
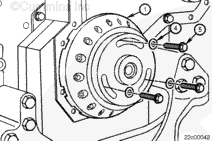
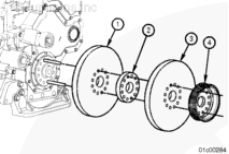
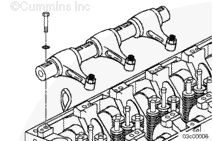
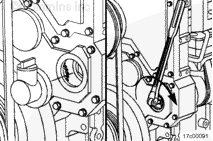
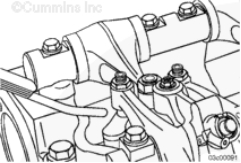
如果發動機配有工廠墊片調整缸套,則必須安裝新的工廠墊片 (1)。
安裝工廠墊片,使固位舌朝向缸套底部。從缸套底部向上滑動墊片,直到固位舌鎖入固位槽。
如果發動機配有維修墊片或者在此修理過程中機加工了沉孔,則必須安裝正確厚度的新維修墊片。
將維修墊片裝入缸套孔中,使墊片對正缸體中間限位座的中心。
注: 對于缸體沉孔經過機加工的發動機,允許將工廠墊片調整缸套總成安裝到維修墊片的上面。
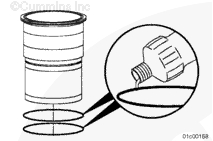
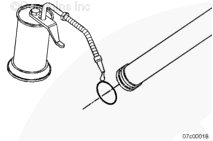
組裝前使用植物油潤滑缸套 O 形密封圈。
缸套必須在潤滑 O 形圈后的 15 分鐘內安裝完成。
將 O 形密封圈安裝到缸套上。
確保 O 形圈平座在 O 形圈槽中。
|
防火圈易碎。必須小心以避免缸套受損。 |
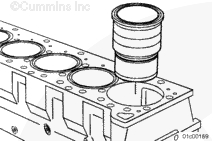
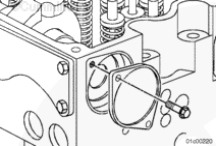
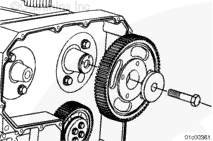
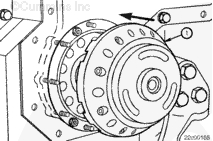
將缸套裝進缸體。
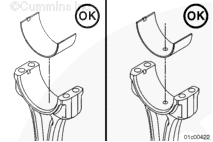
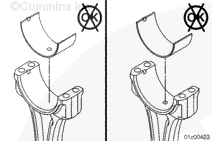
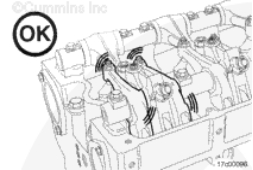
安裝可繼續使用的缸套時,將缸套從最初在發動機的位置上旋轉 90 度。推力和止推表面必須朝向缸體的前部和后部。
使用缸套安裝組件(零件號 3162461)座入缸套。
如果缸套沒有正確入座,將其拆下并檢查缸套孔座和缸套有無拉痕、毛刺、污垢或墊片(如果配備)失位。
重新安裝缸套。
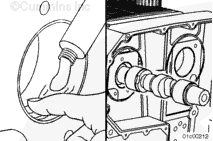
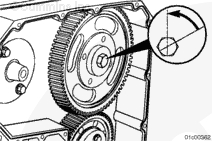
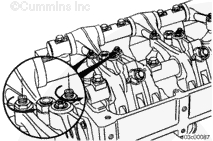
測量
康明斯ISX和QSX15發動機缸套突出量
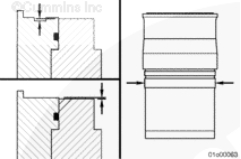
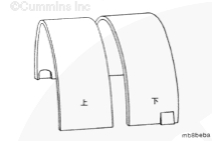
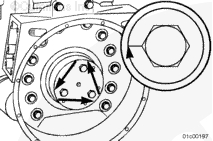
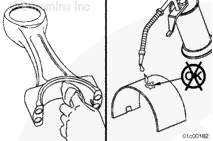
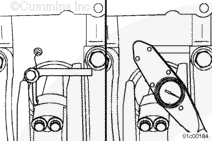
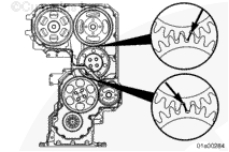
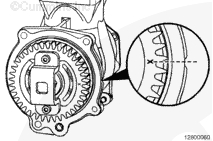
因為設計不同,缸套位置(相對于缸體頂面)也有所不同。
對于槽頂缸套,要測量下沉量。該測量為槽相對于缸體頂面的深度,而與法蘭或防火圈的高度無關。
對于平頂缸套,所測量的缸套突出量應是缸套法蘭高于缸體表面的高度,而與法蘭或防火圈高度無關。
測量方法是相同的,而與缸套的設計無關。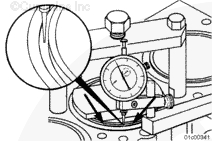
安裝活塞和連桿之前必須檢查缸套測量值。
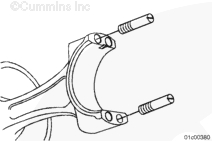
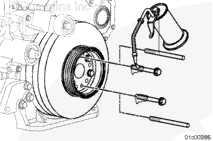
測量缸套時,缸套必須處于夾緊狀態。
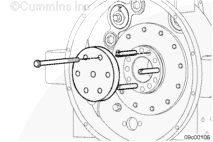
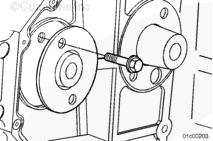
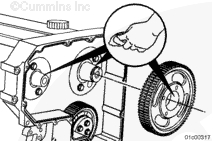
將缸套安裝工具(零件號 3164606)安裝并擰緊到卡箍上。
旋轉壓板,直到突出量待測區域露出。
扭矩值: 136 n.m [100 ft-lb]
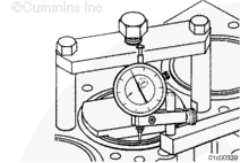
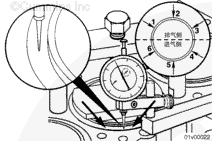
康明斯ISX和QSX15發動機槽頂缸套
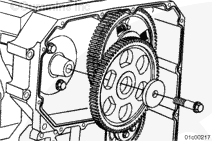
使用深度規(零件號 3823495)測量三次進氣側和排氣側的夾緊狀態。
缸套下沉量(槽頂缸套):
|
mm |
in | |
|
0.36 |
最小 |
0.014 |
|
0.48 |
最大 |
0.019 |
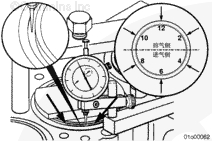
康明斯ISX和QSX15發動機平頂缸套
使用深度規(零件號 3823495)測量夾緊狀態下的突出量。
注: 拆卸任何缸套前,測量所有六個氣缸。
缸套突出量(單個氣缸四周):
|
mm |
in | |
|
0.0381 |
最大 |
0.0015 |
缸套突出量(單個氣缸四周):
|
mm |
in | |
|
0.18 |
最小 |
0.007 |
|
0.36 |
最大 |
0.014 |
對每個氣缸進行總共 6 次測量,三次測量在排氣側進行,而另外三次在進氣側進行。如果任何一個測量值與其他五個測量值間的差值超過上述技術規范或者超出上述最小/最大技術規范的范圍,則執行以下操作:
拆下所有缸套,并檢查所有缸體沉孔有無磨蝕和磨損。
如果有磨蝕或磨損,必須機加工缸體。參考第 1 節中的步驟 001-058。
對于所有經過機加工的氣缸,必須更換缸套。
采用前面獲得的測量結果。計算每個氣缸所有六個讀數的平均值。將平均讀數應用到下列技術規范中:
最低缸套和最高缸套之間的差值不能大于 0.102 mm (0.004 in]。
相鄰氣缸的最大允許差異為 0.051 mm [0.002 in]。
如果缸套平均測量值不符合上述技術規范,則執行以下操作:
拆下所有缸套,并檢查所有缸體沉孔有無磨蝕和磨損。
如果有磨蝕或磨損,必須機加工缸體。參考第 1 節中的步驟 001-058。
對于所有經過機加工的氣缸,必須更換缸套。
注: 對于缸體沉孔經過機加工的發動機,無法用固定式工廠黃銅墊片替代維修墊片。
拆下缸套安裝工具。
安裝活塞和連桿總成前,擦拭缸套內部。采用干凈的布和 15W-40 機油。

![]()
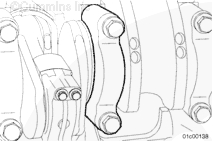
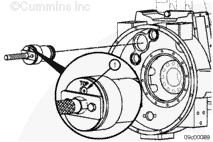
康明斯ISX和QSX15發動機的曲軸瓦的維修測量技術
安裝
|
安裝軸瓦時,缸體鞍座與軸承蓋的接觸面必須清潔干燥。舊軸承必須安裝到原來的位置,否則發動機可能損壞。 |
|
軸承定位舌必須座入軸承鞍座的槽中,否則發動機可能損壞。 |
|
安裝軸承時不要使用螺釘或其它硬金屬物體,否則可能損壞曲軸并造成發動機故障。 |
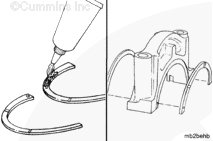
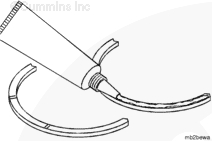
使用清潔的 Lubriplate™ 105 多用途潤滑劑或等同物潤滑主軸承上軸瓦與曲軸軸頸的配合面。
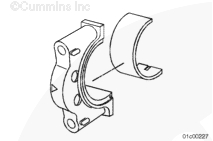
用手將軸承裝到上鞍座。使軸承滑動入位。注意,安裝軸承時不要損壞曲軸軸頸。
使用清潔的 Lubriplate™ 105 多用途潤滑劑或等同物潤滑軸瓦內徑,和上止推軸承的襯套一側。

對齊下主軸瓦,并將其推入到位。
|
確保斜面朝向曲軸軸頸。止推軸承安裝錯誤將導致發動機損壞。 |
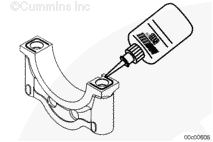
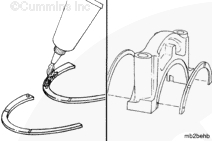
使用清潔的 Lubriplate™ 105 多用途潤滑劑或等同物潤滑下止推軸承的襯套一側。
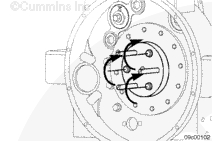
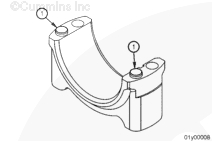
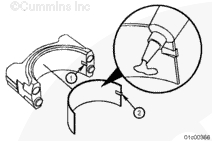
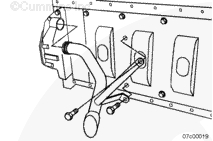
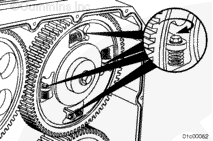
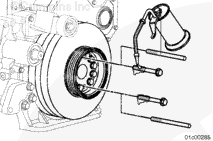
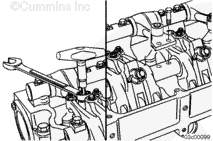
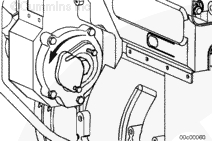
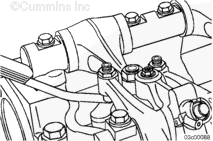
按圖示在 4 號主軸承蓋上安裝止推軸承下瓦。
|
確保斜面朝向曲軸軸頸。止推軸承安裝錯誤將導致發動機損壞。 |
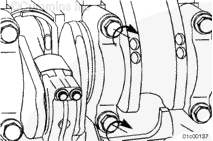
在4號主軸承座上安裝止推軸承上瓦。
將曲軸推向發動機后部,以安裝前止推軸承;然后將曲軸推向發動機前部,安裝后止推軸承。

|
主軸承蓋的連接配合面只能使用 Loctite™ 518 螺紋密封膠。其它密封膠可能變硬、變脆,從而使機和碎屑進入到主軸承/缸體接合處,從而造成發動機損壞。 |
|
每道密封膠寬度必須在 3 至 5 mm [0.12 至 0.20 in] 之間,并且不得進入到主軸瓦內徑中。主軸承中的密封膠可能損壞發動機。 |
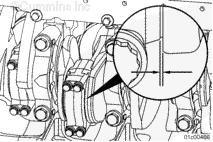
如圖所示,在每個主軸承蓋上的 2 個主軸承蓋表面涂上一層 Loctite™ 518 螺紋密封膠。
使用清潔的 15W-40 發動機機油潤滑螺釘螺紋和平墊圈(如果沒有使用墊圈,也可潤滑螺釘端頭的下面)。
安裝前,排出螺釘中多余的機油。

|
主軸承蓋上標記有“V”字樣。使“V”標記指向發動機的前面。定位不正確會導致發動機嚴重損壞。 |
蓋的螺釘孔對正缸體的孔。確保下軸瓦固定到位。
將螺釘穿過主軸承蓋安裝到缸體中。
為了避免出現孔尺寸、間隙或同時出現上述兩種問題,必須在涂上 Loctite™ 518 螺紋密封膠后 15 分鐘內擰緊主軸承螺釘。

確保軸瓦不會移動。
充分擰緊螺釘,用一根撬棒將軸承蓋對正。
將主軸承蓋上的兩個螺釘擰緊到 203 N•m [150 ft-lb]。
完全松開兩個螺釘。
其余的主軸承沒有止推軸承。
建議使用氣動沖擊扳手和套筒(工具號分別為 3163059 和 3163060)將螺釘再轉動 180 度。
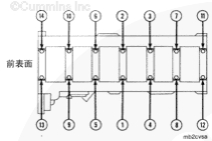
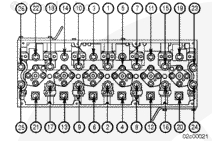
使用扭矩加角度法,按所示順序擰緊主軸承螺釘。
|
|
步驟 2 |
149 n.m [110 ft-lb] |
|
|
步驟 4 |
擰緊 180 度 |
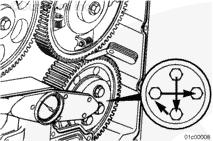
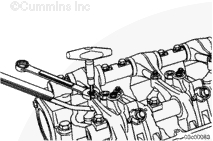
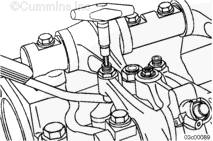
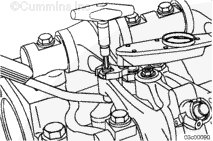
若要測量曲軸的軸向間隙,應在油底殼法蘭上安裝千分表。
將千分表的尖端放在曲軸平衡重上。
向缸體后部推動曲軸。
將千分表歸零 (0)。
向缸體前部推動曲軸。
如果軸向間隙小于 0.10 mm [0.004 in],將所有主軸承螺釘向外旋轉一圈。
向缸體前端推動曲軸,然后再向缸體后端推動。
按順序擰緊主軸承螺釘。
缸體主軸承螺釘
|
|
步驟 4 |
149 n.m [110 ft-lb] |
|
|
步驟 6 |
擰緊 180 度 |
測量曲軸軸向間隙。
|
曲軸軸向間隙 - 新的或重新研磨的 | ||
|
mm |
in | |
|
0.10 |
最小 |
0.004 |
|
0.50 |
最大 |
0.020 |

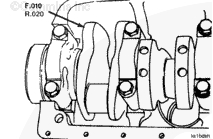
止推面上已經重新研磨的曲軸在曲軸后部配重面上標記了加大尺寸的止推軸承規格。如果曲軸配重上有標記,檢查止推環的零件號,以確保使用了正確規格的止推環。
例如:F0.010 = 前 0.25 mm [0.010 in]
例如:R0.020 = 后 0.51 mm [0.020 in]
如果曲軸軸向間隙大于 0.50 mm [0.020 in],必須拆下發動機才能更換曲軸。參考第 0 節中的步驟 000-001(發動機拆卸)。

康明斯ISX和QSX15發動機止推軸承
安裝
使用 Lubriplate™ 105 或等同物涂敷上止推軸承。
將曲軸推向發動機后部,安裝后止推軸承,然后將曲軸推向前部,安裝前止推軸承。
在4號主軸承座上安裝止推軸承上瓦。
斜面必須朝向曲軸。

使用 Lubriplate™ 105 或等同物涂敷下止推軸承。
按圖示在4號主軸承蓋上安裝止推軸承下瓦。
止推軸承的斜面必須朝向曲軸。
康明斯ISX和QSX15發動機曲軸
安裝
![]() 警告
警告 ![]()
該部件或總成重達 23 kg [50 lb] 以上。若要防止造成嚴重的人身傷害,一定要使用合適的提升設備來提升此部件或總成。
![]() 注意
注意 ![]()
使用吊帶以免損壞曲軸。不要使曲軸跌落到軸承上。
安裝主軸承。參考第 1 節中的步驟 001-006。
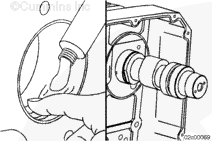
曲軸最小直徑的一端必須指向缸體前部。
安裝曲軸。

![]()
康明斯ISX和QSX15發動機機油泵的維修測量技術
安裝
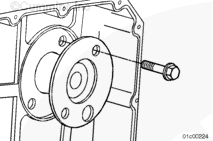
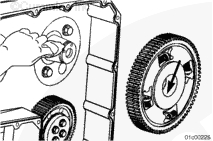
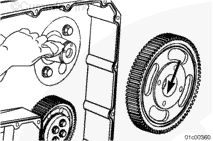
將機油泵上的定位銷與缸體上的安裝孔對正。
安裝機油泵、墊片(如果它們被拆下)和 4 根螺釘。
擰緊螺釘。
扭矩值: 56 n.m [41 ft-lb]
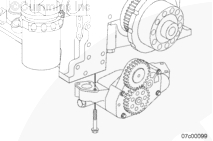
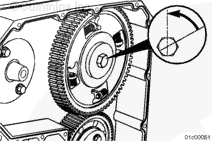
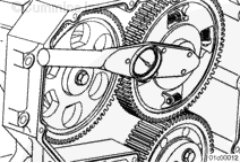
使用千分表檢查機油泵惰齒輪和與曲軸齒輪之間的齒隙。
機油泵惰輪齒隙
|
mm |
in | |
|
0.18 |
最小 |
0.007 |
|
0.32 |
標稱 |
0.013 |
|
0.46 |
最大 |
0.018 |
如果齒隙符合技術規范,則執行最終步驟。如果齒隙不符合技術規范,則在下一步驟內選擇適當的墊片。
|
齒隙不正確會產生過大噪音,或導致齒輪系和機油泵損壞。 |
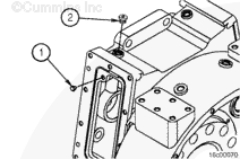
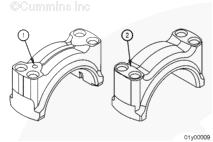
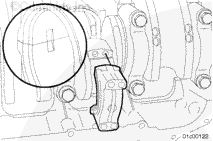
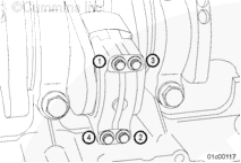
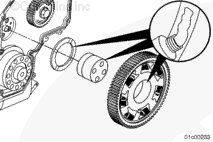
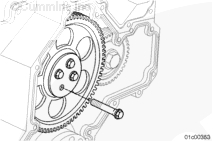
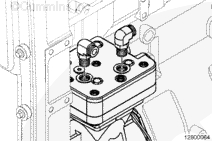
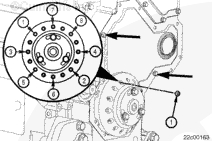
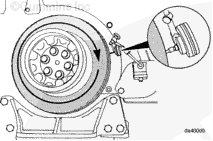
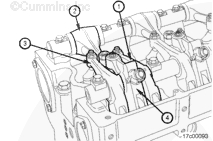
為了獲得正確的齒隙,有 6 種不同厚度的墊片可供選擇。不同的厚度用不同的顏色來標識。識別機油泵 (1) 和缸體 (2) 上刻印的編號。用下表來決定對應于刻印編號和字母,應該使用何種墊片。

如果更換了機油泵或缸體,缸體和機油泵將不會刻有編號。在這種情況下,必須選擇墊片并安裝上。必須檢查機油泵惰齒輪側隙。如果側隙不符合技術規范,選擇另一個規格的墊片,然后重新檢查側隙。直到側隙符合技術規范才可以。
|
機油泵 |
缸體 | |||
|
A |
B |
C |
D | |
|
1 |
0.000 mm [0.000 in]-無- |
0.45 mm [0.018 in]-黑色- |
0.55 mm [0.022 in]-紫色- |
0.35 mm [0.014 in]-黃色- |
|
2 |
0.45 mm [0.018 in]-黑色- |
0.65 mm [0.026 in]-紅色- |
0.75 mm [0.030 in]-藍色- |
0.55 mm [0.022 in]-紫色- |
|
3 |
0.55 mm [0.022 in]-紫色- |
0.75 mm [0.030 in]-藍色- |
0.85 mm [0.033 in]-綠色- |
0.65 mm [0.026 in]-紅色- |
|
4 |
0.35 mm [0.014 in]-黃色- |
0.55 mm [0.022 in]-紫色- |
0.65 mm [0.026 in]-紅色- |
0.45 mm [0.018 in]-黑色- |
如果機油泵不符合技術規范,必須更換正確厚度的墊片,以獲得適當的側隙。
![]()
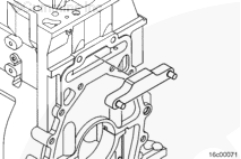
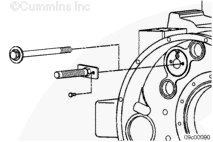
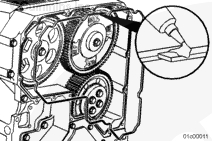
康明斯ISX和QSX15發動機前齒輪室的維修測量技術
安裝
拆卸缸體油道內的保護塞。確保沒有碎屑進入潤滑系統內。用干凈的毛巾仔細地擦拭油道,然后檢查確定油道內無殘留的碎屑。

安裝兩根導向雙頭螺柱。
安裝新的齒輪室安裝密封墊。
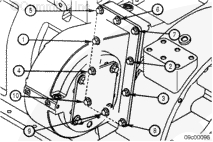
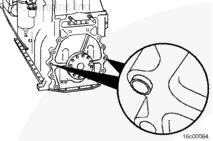
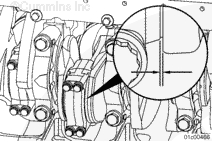
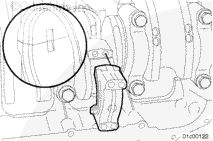
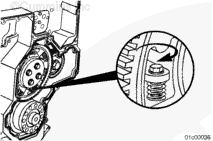
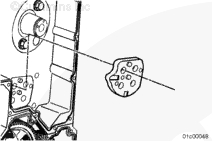
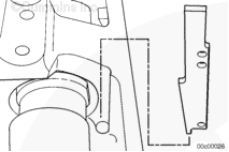
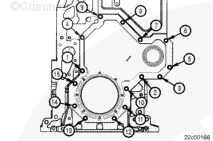
齒輪室的 1 號安裝位置鑄有 “Special Capscrew(專用螺釘)”字樣(參見插圖)。此螺釘必須是短頭螺釘,避免螺釘與惰輪接觸。
![]() 警告
警告 ![]()
該部件的重量達到或超過 23 kg [50 lb]。為減小造成人身傷害的可能性,請使用提升設備或在他人的幫助下提升此部件。
安裝齒輪室。

安裝 18 根安裝螺釘。
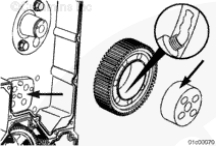
前齒輪室采用四種不同長度的螺釘。通過下表辨別各螺釘及其安裝位置。
|
螺釘安裝位置 | ||
|
位置 |
規格 |
數量 |
|
14 |
M10 x 1.5 x 93 |
1 |
|
18, 19, 20 |
M10 x 1.5 x 70 |
3 |
|
1 |
M10 x 1.5 x 21.8(專用于短缸蓋) |
1 |
|
全部剩下 |
M10 x 1.5 x 2.5 |
15 |
拆卸導向雙頭螺釘,并且安裝兩根螺釘。
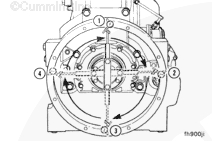
按圖示順序擰緊螺釘。
除螺釘 (1) 之外其他所有螺釘
|
|
步驟 4 |
20 n.m [15 ft-lb] |
|
|
步驟 6 |
72 n.m [53 ft-lb] |
螺釘 (1)
|
|
步驟 4 |
20 n.m [15 ft-lb] |
|
|
步驟 6 |
56 n.m [41 ft-lb] |

![]()
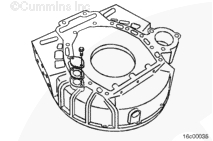
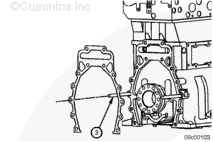
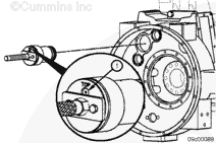
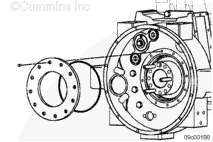
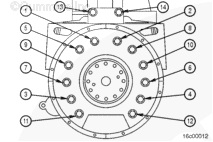
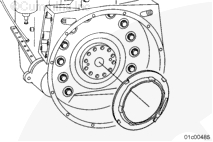
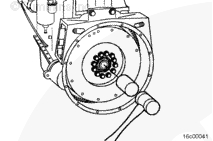
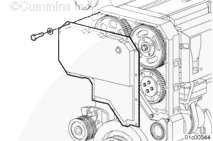
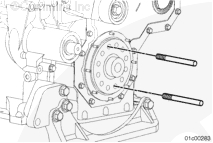
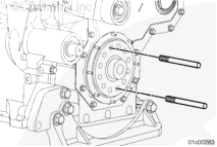
康明斯ISX和QSX15發動機飛輪殼的維修測量技術
安裝
拆卸缸體油道的保護塞。確保碎屑沒有進入潤滑系統。
用干凈的毛巾仔細擦拭油道,確保沒有碎屑殘留在油道內。

安裝蓋板和兩根螺栓。擰緊螺栓。
扭矩值: 11 n.m [97 in-lb]
安裝時,將兩根雙頭導向螺栓裝到缸體上,以幫助支撐和對正殼體。
使用定位銷將飛輪殼密封墊定位到發動機缸體后部。
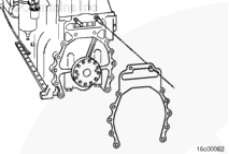
將飛輪殼裝到導向雙頭螺栓上。
使用清潔的15W-40機油潤滑螺栓的螺紋和螺桿。
安裝螺栓 1、2、3 和 4 并以所示順序依次緊固。
扭矩值: 7 n.m [62 in-lb]
出廠時飛輪殼通過兩個環形定位銷固定在缸體上。如果飛輪殼被拆下,環形定位銷需要重新安裝回原位置,但必須根據下列步驟檢查對正情況:
如果對正不符合技術規范,則必須拆下環形定位銷,并必須在沒有環形定位銷情況下,重新對正飛輪殼。

![]() 注意
注意 ![]()
飛輪殼孔和殼體端面必須與曲軸對正,以防止損壞發動機、離合器或變速箱。
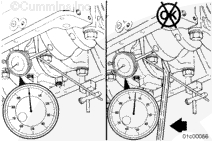
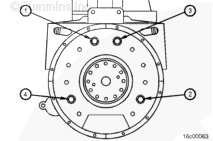
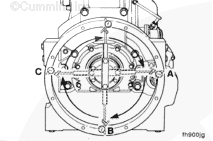
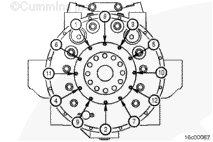
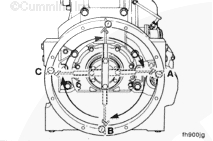
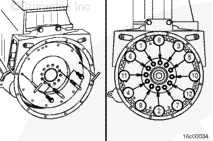
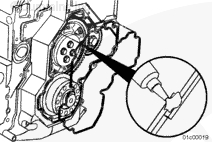
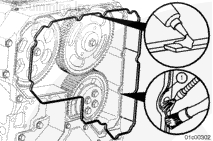
測量飛輪殼體對中。
康明斯ISX和QSX15發動機測量
飛輪孔校準
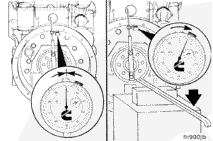
將千分表連接到曲軸上。使用零件號為 ST-1325 的安裝工具和零件號為 3376050 的千分表。
千分表可用多種方式安裝,保持千分表加長桿剛硬,切勿松弛。如果加長桿松弛或千分表滑動,將無法得到精確的讀數。
將千分表置于 6 點鐘位置并歸零。
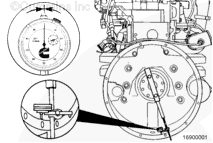
緩慢轉動曲軸.記錄 9 點鐘、12 點鐘和 3 點鐘位置的讀數,并作為 (a)、(b) 和 (c) 記入同心度工作表。6 點鐘位置重新檢查零位。
(a)、(b) 和 (c) 的值可正可負。記錄數值時參考相應數字判斷是否正確。
|
不要使曲軸超出已去除軸承間隙的位置。不要撬動飛輪殼。上述行為都將導致錯誤的軸承間隙讀數。 |
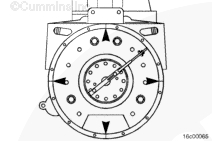
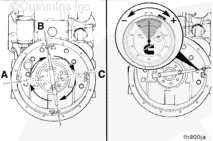
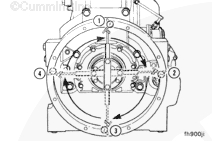
轉動曲軸直到千分表在 12 點鐘位置,并歸零。
使用撬棍抬高曲軸后部至最高位置。在同心度工作表中將此值記錄為(d)。此值為軸承垂直間隙調節量,且始終為正值。
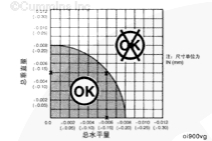
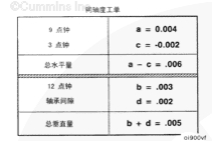
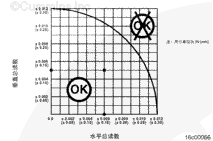
通過同心度工作表(參見附圖)確定總垂直量和總水平量。
總水平量等于 9 點鐘位置的讀數 (1) 減去 3 點鐘位置的讀數 (c)。
總垂直量等于 12 點鐘位置的讀數 (b) 加上軸承間隙 (d)。
例如:
6 點鐘 = 基準 = 0
9 點鐘 = [a ] = 0.004
12 點鐘 = [b ] = 0.003
3 點鐘 =[c] = -0.002。
利用工作表和示例中的數字,總水平量的值等于 0.006,總垂直量的值等于 0.005。
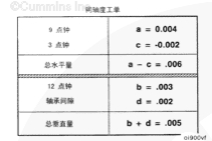
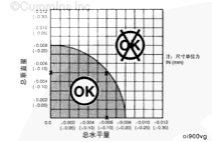
在表的水平方向標記總水平量,垂直方向標記總垂直量。
用直尺尋找總水平和總垂直的交點。交點必須落在陰影區域內,才保證飛輪殼同心度符合技術規范。
使用前例的總水平量和總垂直量,交點落在陰影區域內。因此,飛輪殼同心度符合技術規范。
使用 SAE 1、2 和 3 飛輪殼的附圖。
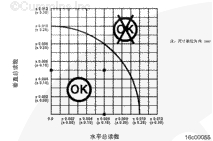
對于 SAE 0 和 1/2 飛輪殼,參見附圖。

使用 SAE 00 飛輪殼的附圖。

如果交點不在陰影區域內,必須拆下環形定位銷,并重新定位飛輪殼。
環形定位銷不需同殼體保持同心;螺栓的壓緊力使殼體保持在位。
環形定位銷拆除后,將飛輪殼安裝在發動機上。
定位殼體時,擰緊螺栓以固定飛輪殼,但是應留有槌棒敲擊時能夠少量移動的空間。
再次檢查同心度。當同心度符合技術規范時,按規定值擰緊螺栓。

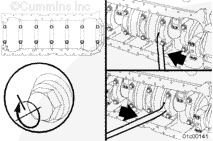
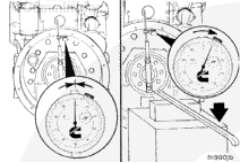
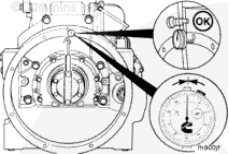
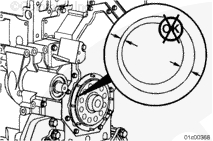
端面校準
|
千分表觸頭不能伸進螺孔里,否則將會損壞千分表。 |
如圖所示安裝千分表。
千分表加長桿必須剛硬以獲得準確的讀數。不得松弛。將千分表置于 12 點鐘位置。調整千分表使其指針指在零位。

緩慢轉動曲軸.記錄 3 點鐘、6 點鐘和 9 點鐘位置的讀數。
每次測量時,必須向發動機前端推動曲軸以消除曲軸軸向間隙。
繼續旋轉曲軸,直到千分表到達 12 點鐘位置。檢查千分表,確認指針歸零。如果沒有,讀數不正確。
確定總跳動讀數(TIR)。
|
千分表總讀數(示例) | |
|
職位 |
讀數 |
|
12 點鐘 |
0.00 mm [0.000 in] |
|
3 點鐘 |
+0.08 mm [+0.003 in] |
|
6 點鐘 |
-0.05 mm [-0.002 in] |
|
9 點鐘 |
+0.08 mm [+0.003 in] |
|
千分表總讀數 = |
0.13 mm [0.005 in] |
千分表允許最大總讀數由飛輪殼孔徑確定。如果超出技術規范,更換飛輪殼。
|
SAE 編號 |
孔直徑 |
千分表總讀數最大值 |
|
00 |
787.40 至 787.65 mm [30.88 至 31.00 in] |
0.30 mm [0.012 in] |
|
0 |
647.70 至 647.95 mm [25.50 至 25.51 in] |
0.25 mm [0.010 in] |
|
½ |
584.2 至 584.4 mm [23.000 至 23.008 in] |
0.25 mm [0.010 in] |
|
1 |
511.18 至 511.30 mm [20.125 至 20.130 in] |
0.20 mm [0.008 in] |
|
2 |
447.68 至 447.80 mm [17.652 至 17.630 in] |
0.20 mm [0.008 in] |
|
3 |
409.58 至 409.70 mm [16.125 至 16.130 in] |
0.20 mm [0.008 in] |

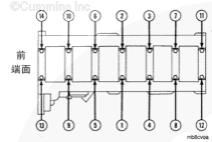
安裝剩下的螺栓。按照給出的順序分兩步擰緊所有螺栓。
|
|
步驟 2 |
100 n.m [74 ft-lb] |
|
|
步驟 4 |
197 n.m [145 ft-lb] |

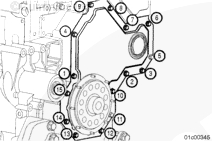
康明斯ISX和QSX15發動機飛輪殼體
安裝
拆卸缸體油道的保護塞。確保沒有碎屑進入潤滑系統內。
用干凈的毛巾仔細擦拭油道,確保沒有碎屑殘留在油道內。
將 2 個零件號為 3164764 的導銷(3)裝入缸體中。
用定位將飛輪殼密封墊固定在缸體后部。
|
該部件或總成重達 23 kg [50 lb] 以上。若要防止造成嚴重的人身傷害,一定要使用合適的提升設備來提升此部件或總成。 |
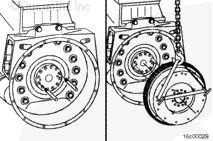
將兩個吊鉤 (4) 裝到 REPTO 飛輪殼的頂部。將吊索裝到吊環中,將 REPTO 飛輪殼推到兩導銷(3)上。

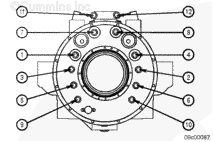
在圖示位置安裝 6 顆短螺釘(2)和 4 顆長螺釘(1)。
拆下 2 個導銷并安裝另外 2 顆長螺釘。
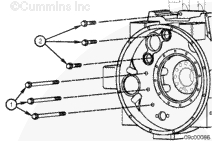
擰緊螺釘 (1)、(2)、(9) 和 (10)。
扭矩值: 7 n.m [62 in-lb]
按照圖示順序依次擰緊其余螺釘。
扭矩值: 7 n.m [62 in-lb]
|
REPTO 飛輪殼孔和表面必須與曲軸對準,以免損壞發動機、離合器或變速箱。 |
按照本步驟中的測量步驟對正飛輪殼。
擰緊螺釘。
|
|
步驟 2 |
100 n.m [74 ft-lb] |
|
|
步驟 4 |
197 n.m [145 ft-lb] |
安裝 3 顆油底殼螺釘。
將大 O 形密封圈(1)和小 O 形密封圈(2)安裝在惰輪軸上。

組裝換裝器惰輪軸板和手柄。
在惰輪軸上安裝 2 顆螺釘并擰緊。
用清潔的 15W-40 機油潤滑惰輪軸。
扭矩值: 14 n.m [124 in-lb]
兩個錐形軸承 (2) 是松動的,如果不能固定,可能會散落。
將總成插入 REPTO 飛輪殼開口中心或側面之前,確保齒輪 (4)、2 個軸承卡環 (1) 和 2 個軸承外圈 (3) 已壓入到位。
用清潔的 15W-40 機油潤滑軸承卡環、軸承內圈、軸承外圈、惰輪軸和齒輪。
將惰輪軸螺塞裝入孔中時,確保惰輪軸螺塞(1)朝上。
將齒輪和軸承總成裝入 REPTO 飛輪殼孔中心或側面。將軸承座圈裝在一起,將惰輪軸隨工具一起插入第一個軸承孔。轉動間隙為 0 至 0.025 mm [0.000 至 0.001 in]。
確保惰輪軸正確對準并支承在內部軸承孔的軸肩上。
如果配備第二個齒輪,重復上述步驟。
從惰輪軸上拆下 2 顆螺釘、換裝器惰輪板和手柄。
用清潔的 15W-40 機油潤滑螺紋和螺釘頭下面。
安裝墊圈和螺釘,擰緊螺釘。
扭矩值: 100 n.m [74 ft-lb]
可安裝第二個惰輪或使用不帶惰輪和滾柱軸承的嵌入軸。
將 O 形圈安裝在嵌入軸上。使用清潔的15W-40機油潤滑O形圈。
將嵌入軸裝入飛輪殼孔中安裝蓋板的位置(泵的背面)。將該孔對準缸體中的螺紋孔。
用清潔的 15W-40 機油潤滑螺紋和螺釘頭下面。
安裝墊圈和螺釘,擰緊螺釘。
扭矩值: 100 n.m [74 ft-lb]
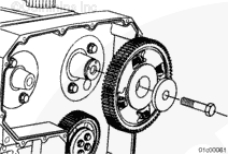
將 3 個導銷(零件號 3164765)等距離地穿過曲軸齒輪裝入曲軸。
如有必要,轉動惰輪,使曲軸齒輪與惰輪嚙合。
安裝曲軸齒輪。
安裝之前,確保 O 形圈正確裝入槽中。
用清潔的 15W40 機油潤滑 O 形圈。
將帶 O 形圈 (2) 的 4 個螺塞 (1) 裝入 REPTO 飛輪殼孔中。
扭矩值: 28 n.m [21 ft-lb]
將 O 形圈裝入 REPTO 飛輪殼槽中。
將油封托架套在 REPTO 飛輪殼上的 2 個定位銷上。
安裝 12 根螺釘。
按圖示順序擰緊螺釘,固定油封托架。
扭矩值: 28 n.m [21 ft-lb]
安裝 3 顆飛輪安裝螺釘和隔套。擰緊飛輪安裝螺釘。
扭矩值: 60 n.m [44 ft-lb]
拆下 3 顆飛輪安裝螺釘和隔套。

|
曲軸后油封必須均勻壓入孔中。如果曲軸和曲軸油封未均勻壓入孔中,油封可能會損壞設備。 |
將曲軸后油封套在曲軸后油封換裝器(零件號為 3164780)上,然后安裝在 3 個定位銷上。
將 3 顆飛輪安裝螺釘(不帶墊圈)穿過 3 個螺釘孔裝入曲軸后油封換裝器中。
|
為降低損壞油封和曲軸的可能性,嚴禁使用手錘或木錘安裝曲軸后油封。 |
安裝過程中,不要使用潤滑劑。在曲軸后油封的外部肋形面上涂上 10% 的肥皂溶液。
沿順時針方向交替擰緊螺釘,每次擰緊飛輪安裝螺釘不得超過 ½ 圈,直到曲軸后油封拆裝器(零件號 3164780)座合在 REPTO 飛輪殼上。
扭矩值: 20 n.m [177 in-lb]
拆下曲軸后油封換裝器和 3 顆飛輪安裝螺釘。
安裝飛輪。參考第 16 節中的步驟 016-005(飛輪)。
如果 REPTO 飛輪殼蓋檢修孔一側不采用液壓裝置殼體,則必須蓋住該開口,同時堵住機油供油管孔和直螺紋塞孔。
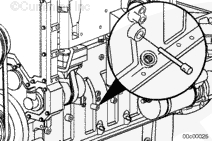
將 1/8 英寸的管塞(1)裝入機油供油管孔。確保管塞與安裝表面平齊。
扭矩值: 20 n.m [177 in-lb]
將直螺紋塞(2)裝入飛輪殼孔。確保管塞與安裝表面平齊。
扭矩值: 35 n.m [26 ft-lb]
將菱形密封件(1)安裝在 REPTO 飛輪殼檢修孔蓋上。
在菱形密封件接觸的兩端 (2) 涂抹少量的 RTV,并且在菱形密封件上涂上少量的 15W-40 機油。
將蓋板安裝在 REPTO 飛輪殼蓋檢修孔上。安裝并擰緊 10 顆螺釘。
扭矩值: 65 n.m [48 ft-lb]
確保惰輪鎖定到位。用千分表檢查齒隙。
|
惰輪與曲軸齒輪之間的齒隙 | ||
|
mm |
in | |
|
0.15 |
最小 |
0.006 |
|
0.28 |
最大 |
0.011 |
如果齒隙不符合技術規范,則更換惰輪、REPTO 中心齒輪,或將它們都更換。
注: 只有在采用液壓裝置殼體的情況下,才需要安裝噴嘴和菱形密封件。
將噴嘴(1)裝入機油供應管孔中。擰緊噴嘴。
扭矩值: 20 n.m [15 in-lb]
將菱形密封件 (2) 安裝在 REPTO 飛輪殼檢修孔蓋上。
在菱形密封件接觸的兩端(3)涂敷少量的 RTV,并且在菱形密封件上涂敷少量的 15W-40 機油。
在輪齒和軸承上涂抹清潔的 15W-40 機油。
將液壓裝置殼體安裝到定位銷上。當液壓裝置殼體安裝在定位銷上時,其內部的齒輪可轉動自如并位于惰輪位置。
安裝 10 顆螺釘并按圖示順序擰緊。
扭矩值: 65 n.m [48 ft-lb]
通過將工具插入花鍵協助轉動齒輪來確認 Hydrive 殼體齒輪和惰輪間存在齒隙。
盡管不需要獲得測量結果,但必須存在少量齒隙。
如果沒有齒隙存在,則從飛輪殼上拆解下 Hydrive 殼體后將 Hydrive 殼體組裝到對面的飛輪殼安裝墊上,并檢查有無齒隙。
如果安裝到任意飛輪殼安裝墊上時均沒有齒隙存在,則必須更換 Hydrive 殼體。
如果只有一側存在齒隙,則必須更換飛輪殼。
將螺塞 (1) 裝入液壓裝置殼體的下部孔中。擰緊螺塞。
扭矩值: 32 n.m [24 ft-lb]
將機油供應軟管安裝在直管接頭上。擰緊軟管并檢查有無泄漏。
扭矩值: 32 n.m [24 ft-lb]

測量
飛輪孔定位
將千分表連接到曲軸上。使用零件號為 ST-1325 的安裝工具和零件號為 3376050 的千分表。
千分表可用多種方式安裝,保持千分表加長桿剛硬,切勿松弛。如果加長桿松弛或千分表滑動,將無法得到精確的讀數。
將千分表置于 6 點鐘位置并歸零。
緩慢轉動曲軸。記錄 9 點鐘、12 點鐘和 3 點鐘位置的讀數,并作為 (a)、(b) 和 (c) 記入同心度工作表。6 點鐘位置重新檢查零位。
(a)、(b) 和 (c) 的值可正可負。記錄數值時參考相應數字判斷是否正確。
注意
不要使曲軸超出已去除軸承間隙的位置。不要撬動飛輪殼。上述行為都將導致錯誤的軸承間隙讀數。
轉動曲軸直到千分表在 12 點鐘位置,并歸零。
使用撬棍抬高曲軸后部至最高位置。在同心度工作表中將此值記錄為 (d)。此值為軸承垂直間隙調節量,且始終為正值。
通過同心度工作表(參見附圖)確定總垂直量和總水平量。
總水平量等于 9 點鐘位置的讀數 (1) 減去 3 點鐘位置的讀數 (c)。
總垂直量等于 12 點鐘位置的讀數 (b) 加上軸承間隙 (d)。
例如:
6 點鐘 = 基準 = 0
9 點鐘 = [a ] = 0.004
12 點鐘 = [b ] = 0.003
3 點鐘 =[c] = -0.002。
使用工作表和示例中提供的數字。總水平量等于 0.006,總垂直量等于 0.005。
在表的水平方向標記總水平量,垂直方向標記總垂直量。
用直尺尋找總水平和總垂直的交點。交點必須落在飛輪殼同心度要求的陰影區域內才符合技術規范。
使用前例的總水平量和總垂直量,交點落在陰影區域內。因此,飛輪殼同心度符合技術規范。
使用 SAE 1、2 和 3 飛輪殼的附圖。
使用 SAE 0 和 ½ 飛輪殼的附圖。
使用 SAE 00 飛輪殼的附圖。
如果交點不在陰影區域內,必須拆下環形定位銷,并重新定位飛輪殼。
環形定位銷不需同殼體保持同心;螺釘的壓緊力固定殼體。
環形定位銷拆除后,將飛輪殼安裝在發動機上。
定位殼體時,擰緊螺釘以固定飛輪殼,但是應留有槌棒敲擊時能夠少量移動的空間。
再次檢查同心度。當同心度符合技術規范時,按規定值擰緊螺釘。
端面定位
注意
千分表觸頭不能伸進螺孔里,否則將會損壞千分表。
如圖所示安裝千分表。
千分表加長桿必須剛硬以獲得準確的讀數。切勿松弛。將千分表置于 12 點鐘位置。調整千分表使其指針指在零位。

緩慢轉動曲軸。記錄 3 點鐘、6 點鐘和 9 點鐘位置的讀數。
每次測量一個位置時,必須朝發動機前端推動曲軸以消除曲軸軸向間隙。
繼續旋轉曲軸,直到千分表到達 12 點鐘位置。檢查千分表,確認指針歸零。否則,讀數錯誤。

確定千分表總跳動讀數(TIR)。
|
千分表總讀數(示例) | |
|
位置 |
讀數 |
|
12 點鐘 |
0.00 mm [0.000 in] |
|
3 點鐘 |
+0.08 mm [+0.003 in] |
|
6 點鐘 |
-0.05 mm [-0.002 in] |
|
9 點鐘 |
+0.08 mm [+0.003 in] |
|
千分表總讀數 = |
0.13 mm [0.005 in] |
千分表允許最大總讀數由飛輪殼孔徑確定。如果超出技術規范,更換飛輪殼。
|
SAE 編號 |
孔直徑 |
千分表總讀數最大值 |
|
00 |
787.40 至 787.65 mm [30.88 至 31.00 in] |
0.30 mm [0.012 in] |
|
0 |
647.70 至 647.95 mm [25.50 至 25.51 in] |
0.25 mm [0.010 in] |
|
½ |
584.2 至 584.4 mm [23.000 至 23.008 in] |
0.25 mm [0.010 in] |
|
1 |
511.18 至 511.30 mm [20.125 至 20.130 in] |
0.20 mm [0.008 in] |
|
2 |
447.68 至 447.80 mm [17.652 至 17.630 in] |
0.20 mm [0.008 in] |
|
3 |
409.58 至 409.70 mm [16.125 至 16.130 in] |
0.20 mm [0.008 in] |
安裝剩下的螺釘。按照給出的順序分兩步擰緊所有螺釘。
|
|
步驟 2 |
100 n.m [74 ft-lb] |
|
|
步驟 4 |
197 n.m [145 ft-lb] |
![]()
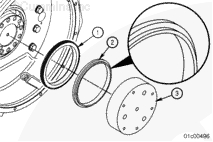
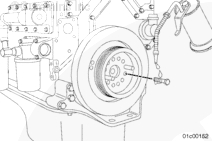
康明斯ISX和QSX15發動機曲軸后油封的維修測量技術
安裝
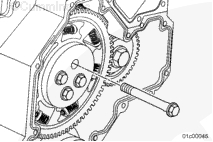
曲軸后油封與發動機之間必須保持正確的方位,如圖所示。
![]() 注意
注意 ![]()
嚴禁使用錘子或槌棒安裝油封。否則會損壞密封件。
安裝油封時不要使用潤滑劑。在油封外肋表面涂上10%的肥皂溶液。
將曲軸后油封 (1)、隔套 (2) 和拆裝器板 (3) 滑到曲軸上。
注: 隔套(零件號 4918688)用來確保曲軸油封的正確安裝深度。安裝中,隔套的平面應當接觸曲軸油封。
注: REPTO 應用場合需要三條導銷(零件號 3164765),用來支撐 REPTO 曲軸齒輪和拆裝器板。
![]() 注意
注意 ![]()
曲軸后油封必須均勻壓入孔中。油封未對正會發生損壞。
將三條飛輪安裝螺釘或拆裝器螺釘和六角螺母通過拆裝器板裝入曲軸端部。
用手將三條安裝螺釘擰緊到拆裝器板上。
每次旋轉螺釘不超過 ½ 圈,順時針擰緊螺釘直至安裝工具與飛輪殼緊密配合。
擰緊螺釘。
扭矩值: 16 n.m [142 in-lb]
拆下拆裝器板。
測量
測量油封外部橡膠部分 (A) 相對于油封內部金屬部分 (B) 的突出量。
將千分表安裝在油封的內金屬部分并歸零。
測量并記錄油封外部橡膠部分的突出量。在沿曲軸油封間距相等的四個位置進行測量。
每個位置的突出量測量值必須在 +/- 1 mm [+/- 0.04 in] 的范圍內。四個突出量測量值中任意兩個值的偏差必須在 +/- 0.5 mm [0.02 in] 的范圍內。
如果不滿足任意這些條件,則必須拆下曲軸后油封并安裝新油封。
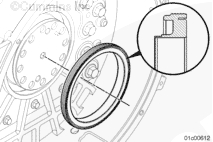
飛輪
安裝
將導向軸承隔套裝入曲軸后部,使隔套唇朝外。
注: 在飛輪組裝完成前,可以利用少量清潔的 Lubriplate™ 105 多用途潤滑劑或等同物來協助保持導向軸承隔套就位。
![]() 注意
注意 ![]()
飛輪裝配螺釘應為至少帶滾壓螺紋的SAE 8級螺釘。使用同樣的更換零件,否則可能造成飛輪損壞,并導致人身傷害或財產損失。
使用清潔的15W-40機油潤滑螺釘的螺紋和螺桿。讓多余的機油從零件上滴下。不要潤滑曲軸螺紋。

![]() 警告
警告 ![]()
該部件的重量達到或超過 23 kg [50 lb]。提升該部件時,為避免人身傷害,應使用提升設備或取得他人的幫助。
在裝配時使用兩根M6×1.5的導向雙頭螺釘。
安裝飛輪。飛輪必須緊貼曲軸。
安裝 10 根螺釘。
拆卸“T”形手柄和導向雙頭螺釘。
將剩下的兩顆螺釘裝到拆下導向螺釘的孔中。
使用飛輪螺釘套筒(零件號 2892191)分兩步擰緊螺釘。按照圖示的順序。
Torque Value:
125 n.m [92 ft-lb]
250 n.m [184 ft-lb]
使用一根心軸和錘子安裝導向軸承。
安裝時導向軸承必須和導向孔端面齊平。
![]()
康明斯ISX和QSX15發動機活塞環的維修測量技術
安裝
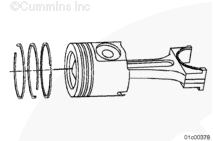
鉸接式活塞
![]() 注意
注意 ![]()
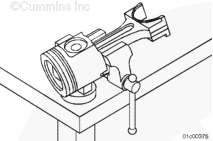
使用臺鉗安裝連桿時,要用銅或鋁的臺鉗保護墊保護連桿免受損壞。
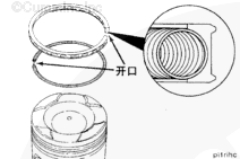
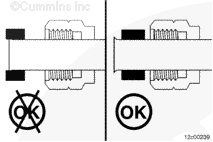
每個活塞環的開口都不得與活塞銷或任何其他活塞環的開口對齊。 如果活塞環的開口定位不正確,活塞環就不能正確密封。
安裝活塞環時,將連桿放在臺鉗上使總成保持在水平位置。
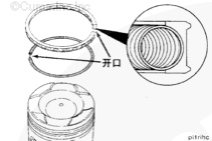
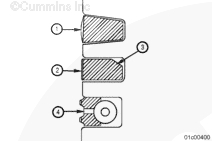
圖示為控油環的截面圖。
安裝這種兩件式控油環時,必須使脹環的開口與控油環的開口成 180 度。不要重疊襯環的兩端。
安裝活塞環時,“TOP”標記應朝向活塞頂部。
為確保正確安裝,活塞環上標記了頂部方向。
控油環為對稱設計,可以安裝在兩者中任一方向。

為在安裝活塞環壓縮器時使活塞環處于環槽內,必須水平放置活塞以安裝活塞環。
鉸接式活塞的頂環(1)為楔形環,不能有扭曲或切槽。
中間環(2)是正扭曲結構,在頂側有切槽(3),并具有兩度的錐面。
控油環 (4) 是底部活塞環。

按圖示旋轉并調整活塞環的開口位置。
每個活塞環的開口都不得與活塞銷或其它活塞環的開口對齊。如果活塞環的開口定位不正確,活塞環就不能正確密封。
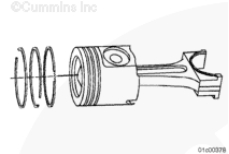
單件式活塞
![]() 注意
注意 ![]()
使用臺鉗安裝連桿時,要用銅或鋁的臺鉗保護墊保護連桿免受損壞。
每個活塞環的開口都不得與活塞銷或任何其他活塞環的開口對齊。 如果活塞環的開口定位不正確,活塞環就不能正確密封。
安裝活塞環時,使用臺鉗安裝連桿使總成保持在水平位置。

圖示為控油環的截面圖。
安裝這種兩件式控油環時,必須使脹環的開口與控油環的開口成 180 度。不要重疊襯環的兩端。
安裝活塞環時,“TOP”標記應朝向活塞頂部。
為確保正確安裝,活塞環上標記了頂部方向。
控油環為對稱設計,可以安裝在兩者中任一方向。
安裝單件式活塞時,使用萬用活塞環擴張器將中間環安裝到活塞中。

除中間環外,單件式活塞環組件與鉸接式活塞環組件類似。中間環在內徑上部有一帶切角(3)的矩形橫截面(2)以產生正扭曲。該設計改進了活塞環組件的水密性。
控油環 (4) 是底部活塞環。
按圖示旋轉并調整活塞環的開口位置。
每個活塞環的開口都不得與活塞銷或其它活塞環的開口對齊。如果活塞環的開口定位不正確,活塞環就不能正確密封。
注: 所有發動機在重裝或進行了涉及到更換一個或多個活塞環組、氣缸套或活塞的維修后,必須進行磨合。有關對應磨合步驟,請參考第 14 節 - 發動機測試。
注: 有關通用磨合測試概述,請使用以下步驟。參考第 F 節中的步驟 014-999。
注: 在安裝新活塞及舊缸套時,在開始工作的前幾個小時內可能會經歷竄氣量超過平均值的情況。在發動機工作幾個小時后,如果依然發現竄氣過量,請參考 TS 節內的“曲軸箱氣體(竄氣)過量”故障診斷癥狀樹。
如果有故障造成冷卻液、機油、過多燃油或過多黑煙進入排氣系統,則必須檢查后處理系統。參考第 14 節中的步驟 014-013。

![]()
康明斯ISX和QSX15發動機連桿軸承的維修測量技術
安裝
![]() 注意
注意 ![]()
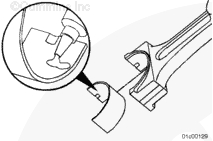
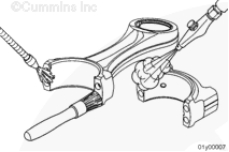
連桿軸承必須與連桿的型式相匹配。鉆孔連桿必須使用鉆孔的連桿軸承。非鉆孔連桿必須使用非鉆孔連桿軸承。不匹配會造成發動機損壞。另外,斷面分裂式連桿必須配備斷面分裂式連桿軸承,而鋸切式連桿必須配別鋸切式連桿軸承。不匹配可能造成發動機嚴重受損。
![]() 注意
注意 ![]()
斷面分裂式連桿需要的大端連桿軸承與鋸切式連桿不同。一臺發動機上可能混用斷面分裂式連桿和鋸切式連桿,所以將正確的連桿軸承安裝到正確的連桿類型上是非常重要的。未這樣做將會導致發動機嚴重受損。
連桿型式必須與正確的連桿軸承相匹配。
鉆孔連桿必須配備鉆孔連桿軸承。
非鉆孔連桿必須配備非鉆孔連桿軸承。
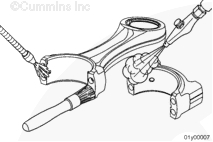
斷面分裂式連桿 (1) 可以在同一臺發動機中與鋸切式連桿 (2) 混用。關鍵的問題是了解正在維修的連桿是哪種型式,以進行正確的軸承軸瓦選擇。
只要采用了兩件式活塞,鉆孔和非鉆孔連桿可以在同一臺發動機上混用。
使用單件式活塞的發動機不能使用非鉆孔連桿。
斷面分裂式連桿
每次分離時,斷面接合處可能產生碎屑,所以組裝前清潔是非常重要的。使用溶劑和尼龍毛刷清潔連桿和連桿蓋之間的斷面接觸面以及軸承鞍座區域。用壓縮空氣吹干接觸面。
![]() 注意
注意 ![]()
安裝軸瓦時,連桿和軸瓦的接觸面必須清潔干燥。舊軸承必須安裝到原來的位置,否則發動機可能損壞。
使用清潔的 Lubriplate™ 105 多用途潤滑劑或等同物潤滑上軸瓦的曲軸軸頸配合面。
將上軸瓦裝入連桿中,軸瓦定位舌座入連桿上的槽中。
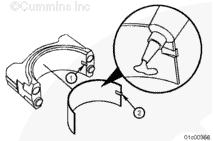
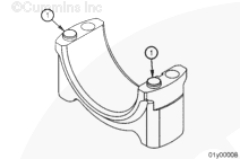
將軸瓦安裝在連桿蓋中,軸承的定位舌(2)座入蓋上的槽(1)中。
使用清潔的 Lubriplate™ 105 多用途潤滑劑或等同物潤滑軸瓦與曲軸軸頸的配合面和連桿螺栓。
鋸切式連桿
核實兩個連桿環形定位銷已分別安裝到連桿和連桿蓋上。
![]() 注意
注意 ![]()
連桿蓋的 alpha 字母必須與連桿上的 alpha 字母相匹配,并且必須將兩個位置的字母對準后安裝,免損壞連桿和曲軸。連桿蓋的鎖舌必須朝向缸體的進氣側。連桿和連桿蓋的配合面必須干凈,否則發動機可能損壞。
將連桿蓋安裝在連桿上。
斷面分裂式連桿
確保連桿蓋僅安裝在先前拆下的連桿上,并確保安裝時連桿蓋的方位正確。連桿蓋和連桿都在一面上連續,以確保方位正確。如果連桿蓋安裝在錯誤的連桿上或安裝在錯誤的方位,表面用螺栓連接在一起,則必須更換連桿。
用清潔的發動機機油潤滑螺釘螺紋。
將螺釘旋入連桿并手動擰緊。
擰緊舊螺釘的步驟與擰緊新螺釘的步驟不同。參考第 1 節中的步驟 001-054。
測量連桿側隙。參考第 1 節中的步驟 001-054。
注: 連桿必須能夠在曲軸軸頸上橫向移動自如。如果連桿不能移動自如,拆下連桿蓋,然后確保軸瓦的尺寸正確。檢查曲軸和軸瓦上有無污垢或損壞。
重復上述步驟,安裝其余的軸瓦和連桿蓋。
![]()
康明斯ISX和QSX15發動機活塞和連桿總成的維修測量技術
安裝
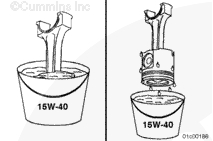
將活塞浸入盛有干凈的 15W-40 機油的容器中。
從容器中拆下活塞。從活塞中放掉多余的機油。
使用活塞環壓縮器(零件號 3164846)壓縮活塞環。參考第 1 節中的步驟 001-047。
當繼續使用活塞環時,確保活塞環匹配到所拆下的原來的活塞上。
檢查缸套能否繼續使用。參考第 1 節中的步驟 001-028。
當在舊缸套上安裝新活塞環時,采用以下步驟。參考第 1 節中的步驟 001-047。
裝配前,缸體和所有零件必須保持清潔。
使用一塊干凈不起毛的布清潔連桿和軸瓦。
不要潤滑軸瓦的背面。這樣會減小軸承的工作間隙,在發動機運行時會損壞軸承。
斷面分裂式連桿
每次分離時,斷面接合處可能產生碎屑,所以組裝前清潔是非常重要的。使用溶劑和尼龍毛刷清潔連桿和連桿蓋之間的接觸面。用壓縮空氣吹干接觸表面。
如果不使用新軸承,舊軸承必須裝回到拆下時所在的同一個連桿上。
將上軸承軸瓦裝到連桿上。
軸瓦定位舌 (2) 必須處于連桿蓋定位槽 (1) 中。軸瓦的端面必須與連桿蓋安裝表面齊平。
鋸切式連桿
核實兩個連桿環形定位銷已分別安裝到連桿和連桿蓋上。
使用 Lubriplate™ 105(零件號 3163086)或等同物潤滑軸瓦的整個內周。
在缸套上涂一層干凈的 15W-40 機油。

安裝兩個連桿導銷(零件號 3163097)。
使用壓縮機驅動裝置或盤車裝置旋轉曲軸,使待安裝的連桿的軸頸位于下止點。參考第 9 節中的步驟 009-035。

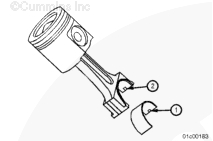
![]() 注意
注意 ![]()
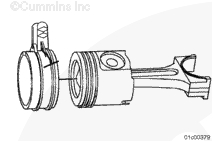
如果深氣門套未能與活塞裙冷卻噴嘴上的缺口正確對準,會嚴重損壞發動機。
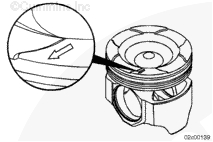
使活塞冠深氣門孔對正發動機排氣側,活塞裙冷卻噴嘴缺口對正發動機進氣側。
如果深氣門套和活塞裙冷卻噴嘴缺口沒有在相對側,則活塞和連桿總成沒有正確裝配。解體活塞和連桿并正確組裝。
將連桿插入缸套內,直到活塞環壓縮器接觸到缸套頂部。
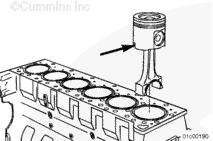
鉸接式活塞和單件式活塞在活塞冠頂部都有一指示箭頭,當活塞安裝正確時應指向發動機前端。
![]() 注意
注意 ![]()
不得使用金屬沖頭將活塞敲入缸套內。否則會損壞活塞環和缸套。
將活塞環壓縮器頂住缸套。將活塞穿過活塞環壓縮器推入缸套中。推動活塞,直到頂環完全進入缸套。
如果活塞不能移動自如,拆下活塞并檢查活塞環是否斷裂或損壞。
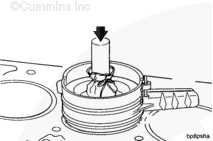
使用尼龍導銷將連桿和曲軸對正,同時將活塞和連桿總成推入到位。
拆下尼龍導銷。
注意
斷面分裂式連桿需要的大端連桿軸承與鋸切式連桿不同。一臺發動機上可能混用斷面分裂式連桿和鋸切式連桿,所以將正確的連桿軸承安裝到正確的連桿類型上是非常重要的。未這樣做將會導致發動機嚴重受損。
將軸瓦安裝在連桿蓋中,軸承的定位舌(2)座入蓋上的槽(1)中。
使用清潔的 Lubriplate™ 105 多用途潤滑劑或等同物潤滑軸瓦與曲軸軸頸的配合面和連桿螺栓。
注意
連桿蓋的 alpha 字母必須與連桿上的 alpha 字母相匹配,并且必須將兩個位置的字母對準后安裝,免損壞連桿和曲軸。連桿蓋的鎖舌必須朝向缸體的進氣側。連桿和連桿蓋的配合面必須干凈,否則發動機可能損壞。
將連桿蓋安裝在連桿上。
用清潔的發動機機油潤滑螺釘螺紋。
將螺釘旋入連桿并手動擰緊。
擰緊舊螺釘的步驟與擰緊新螺釘的步驟不同。
舊的連桿螺栓
按數字順序用手擰緊螺栓。
按數字順序擰緊螺栓:70 N•m [52 ft-lb]。
按數字順序檢查螺栓扭矩技術規范:70 N•m [52 ft-lb]。
按數字順序轉動螺栓 60 度。
新連桿螺栓
按數字順序用手擰緊螺栓。
按數字順序擰緊螺栓:40 N•m [30 ft-lb]。
按數字順序松開螺栓。
按數字順序擰緊螺栓:70 N•m [52 ft-lb]
按數字順序檢查螺栓扭矩技術規范:70 N•m [52 ft-lb]。
按數字順序轉動螺栓 60 度。

測量康明斯ISX和QSX15發動機連桿側隙。
連桿側隙
|
mm |
in | |
|
0.10 |
最小 |
0.004 |
|
0.33 |
最大 |
0.013 |
注: 連桿必須能夠在曲軸軸頸上橫向移動自如。如果連桿不能移動自如,拆下連桿蓋,然后確保軸瓦的尺寸正確。檢查曲軸和軸瓦上有無污垢或損壞。
重復上述步驟,安裝其余的軸瓦和連桿蓋。
![]()
康明斯ISX和QSX15發動機活塞冷卻噴嘴的維修測量技術
安裝
![]() 注意
注意 ![]()
擰緊螺栓前,在定位凹槽內正確對準噴嘴。否則會損壞發動機。
必須轉動曲軸,以便安裝所有噴嘴。
安裝噴嘴、墊圈和螺栓。
擰緊螺栓。
扭矩值: 65 n.m [48 ft-lb]
缸體加強板
安裝
安裝缸體加強板和10根螺栓。擰緊螺栓。
扭矩值: 137 n.m [102 ft-lb]

康明斯ISX和QSX15發動機機油吸油管(安裝在缸體上)
安裝
用干凈的15W-40機油潤滑O形圈。
在吸油管上安裝新的O形圈。
將吸油管安裝到機油泵上。
安裝機油吸油管螺栓。擰緊螺栓。
扭矩值: 47 n.m [35 ft-lb]
康明斯ISX和QSX15發動機油底殼
安裝
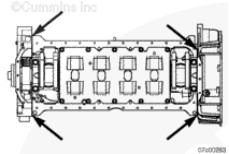
在前齒輪室和飛輪殼密封墊與油底殼密封墊相交處的四個 T 形接頭上都涂上一道寬度為 1.97 mm [1/8 in] 的硅樹脂密封膠(零件號 3164067)。
安裝新的油底殼密封墊。
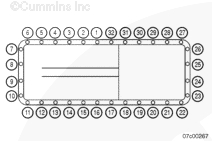
將油底殼安裝到氣缸體上。在油底殼每一側與前后部距離相等的位置,分別擰緊 1 條 13 mm 的油底殼安裝螺釘。
用手指擰緊所有的安裝螺釘。
按照圖示的順序,擰緊所有 32 根 13 毫米的螺釘。
依次擰緊后,松開并重新擰緊 1 號螺釘。
扭矩值: 55 n.m [41 ft-lb]
安裝機油排放螺塞。
扭矩值: 47 n.m [35 ft-lb]
下剪式惰齒輪
概述
在安裝和拆卸任意齒輪前,必須閱讀“發動機基本正時”。參考第 1 節中的步驟 001-088。
發動機前支架
安裝
安裝發動機前支架和 6 根裝配螺釘。
擰緊螺釘。
扭矩:97 N•m + 60 deg [72 ft-lb + 60 deg]
將發動機橡膠座墊裝入橫板上。

![]() 警告
警告 ![]()
該總成重達 23 kg [50 lb] 以上。為避免造成人身傷害,請使用提升設備或在他人的幫助下提升該總成。
將發動機前部降到發動機橡膠座墊上。
支架上的螺釘孔必須和發動機懸置上的螺釘孔對正。
穿過支架和發動機橡膠座墊安裝 2 根螺釘。按制造商的技術規范擰緊螺釘。
從發動機上拆下提升夾具或吊車。

![]()
康明斯ISX和QSX15發動機缸蓋的維修測量技術
安裝
![]() 注意
注意 ![]()
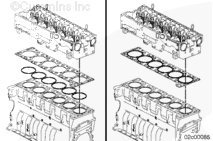
缸蓋密封墊隨缸套設計的不同而不同。用于槽頂缸套的缸蓋密封墊不能用于平頂缸套,反之亦然。
根據發動機使用的缸套類型,Signature™、ISX 和 QSX15 發動機使用兩種不同的缸蓋密封墊。安裝缸蓋密封墊之前,正確識別使用了哪款缸套。參考第 1 節中的步驟 001-028。
安裝缸蓋密封墊。
![]() 警告
警告 ![]()
該部件或總成重達 23 kg [50 lb] 以上。若要防止造成嚴重的人身傷害,一定要尋求幫助或使用合適的提升設備來提升此部件或總成。
使用發動機提升夾具(零件號為 4919360)提升缸蓋。
安裝在缸蓋兩端的兩顆較長的缸蓋螺釘,在將缸蓋安裝到缸體上時起到導向的作用。
將缸蓋對齊定位銷后向下放到正確的位置。

使用清潔的 15W-40 機油潤滑缸蓋螺釘。
讓螺紋中多余的機油流出。
將 26 顆螺釘裝入缸蓋中。
![]() 注意
注意 ![]()
確定四根較長的螺釘放置到正確位置。如果這些螺釘安裝位置錯誤,將導致發動機損壞。
按照順序擰緊螺釘。
推薦采用氣動沖擊扳手和套筒(工具號 3163059 和 3163484)將螺釘旋轉 90 度。
使用扭矩模板(零件號 2892405)。
Torque Value:
203 n.m [150 ft-lb]
407 n.m [300 ft-lb]
旋轉 90 度。
![]()
康明斯ISX和QSX15發動機頂置噴油器凸輪軸的維修測量技術
安裝
![]() 注意
注意 ![]()
安裝凸輪軸時使用警告以避免損壞凸輪軸襯套。
安裝凸輪軸之前,在噴油器凸輪軸軸承內側涂一層Lubriplate™。
安裝噴油器凸輪軸。
在擋板上安裝新的 O 形圈。
安裝壓板和螺釘。
擰緊螺釘。
扭矩值: 40 n.m [30 ft-lb]
用新密封墊安裝噴油器凸輪軸蓋板。
安裝螺釘。
擰緊螺釘。
扭矩值: 40 n.m [30 ft-lb]
康明斯ISX和QSX15發動機頂置氣門凸輪軸
安裝
![]() 注意
注意 ![]()
安裝凸輪軸時使用警告以避免損壞凸輪軸襯套。
安裝凸輪軸之前,在氣門凸輪軸襯套內側涂一層Lubriplate™。
安裝氣門凸輪軸。
在擋板上安裝新的 O 形圈。
安裝壓板和螺釘。
擰緊螺釘。
扭矩值: 40 n.m [30 ft-lb]
![]()
康明斯ISX和QSX15發動機發動機基本正時的維修技術
安裝
如果拆下,則安裝噴油器凸輪軸和氣門凸輪軸后蓋板。
扭矩值: 40 n.m [30 ft-lb]
根據“初始檢查”部分內的說明確認安裝和正確裝配了正確的楔塊。
康明斯ISX和QSX15發動機下剪式惰輪
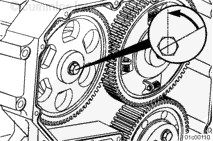
安裝過程中必須卸載下剪式惰輪。要卸載齒輪,必須將兩根齒輪螺栓盡可能擰出,直到足以使剪式齒輪的輪齒對正。
在止推軸承、軸和下部剪式惰輪上涂抹 Lubriplate ™。
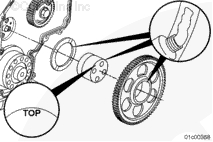
安裝止推軸承、軸和下剪式惰輪。安裝軸時,“TOP”(頂部)字樣(印在軸端)必須朝向發動機頂部。
下剪式惰齒輪的前擋板直徑大于可調整惰輪擋板的直徑。擋板上的槽朝向剪式齒輪。
安裝擋板和螺釘。
按星形方式擰緊所有螺釘。
Torque Value:
30 n.m [22 ft-lb]
用以上相同的次序再旋轉每根螺釘60°角。

![]() 注意
注意 ![]()
確保所有剪式齒輪螺釘擰緊到合適的扭矩,保證發動機運轉期間不松開。否則會引起發動機嚴重損壞。
擰緊所有齒輪螺釘,使噴油器下剪式惰齒輪加載。
扭矩值: 28 n.m [248 in-lb]
下非剪式惰齒輪
將 Lubriplate™ 涂抹在止推軸承、軸和下部非剪式惰齒輪上。
安裝止推軸承、軸和下非剪式惰齒輪。安裝軸時,“TOP”(頂部)字樣(印在軸端)必須朝向發動機頂部。
下非剪式惰齒輪前擋板的直徑大于可調整惰輪擋板的直徑。擋板上的槽朝向剪式齒輪。
安裝擋板和螺釘。
按星形方式擰緊所有螺釘。
Torque Value:
30 n.m [22 ft-lb]
用以上相同的次序再旋轉每根螺釘60°角。
康明斯ISX和QSX15發動機可調整惰齒輪
注:將隔板用 2 個標準銷定位到缸體上。
安裝裝配隔板。
將 Lubriplate™ 涂抹到隔圈、軸和可調整惰齒輪上。
可以將軸安裝到不同的方位;但這樣就不可能正確設置齒輪側隙。
安裝隔圈、軸和可調整惰齒輪。安裝軸時,“TOP”(頂部)字樣(印在軸的正面)必須朝向發動機頂部。
可調整惰輪前擋板的直徑小于下剪式惰齒輪擋板。擋板上的槽朝向齒輪。
可調整惰齒輪采用松馳安裝,因為在稍后的正時過程中,它將移動到其最終位置。
安裝擋板和螺釘。用手擰緊螺釘,然后擰松螺釘“一道”,即 60 度。

康明斯ISX和QSX15發動機噴油器凸輪軸剪式齒輪
![]() 注意
注意 ![]()
安裝前,噴油器凸輪軸前端和噴油器凸輪軸剪式齒輪必須保證清潔、干燥。利用干凈、不起毛的布擦拭錐面,并且在凸輪軸齒輪的內徑上涂抹薄薄的一層 Loctite™ 609(零件號 3823718)。組裝前,注意不要使機油污染接頭,否則可能會導致發動機損壞。
安裝過程中必須卸載噴油器凸輪軸剪式齒輪。要卸載齒輪,必須將兩根齒輪螺栓盡可能擰出,直到足以使剪式齒輪的輪齒對正。
將一薄層 Loctite™ 609(零件號 3823718)涂敷在凸輪軸齒輪的內徑上。
噴油器凸輪軸非剪式齒輪要與凸輪軸前端錐面完全貼合。若過松,齒輪將在凸輪軸前端面上轉動。
在凸輪軸前端錐面上安裝噴油器凸輪軸剪式齒輪,但不要安裝過緊。
噴油器凸輪軸剪式齒輪的裝配墊圈直徑大于氣門凸輪軸裝配墊圈的直徑。
安裝裝配墊圈和螺釘。
用手擰緊螺釘, 然后擰松螺釘“一道”,即 60 度。
此時噴油器凸輪軸剪式齒輪仍是松安裝,以便正確定位可調整惰齒輪。
不要座入齒輪。
康明斯ISX和QSX15發動機噴油器凸輪軸非剪式齒輪
![]() 注意
注意 ![]()
安裝前,噴油器凸輪軸前端和噴油器凸輪軸非剪式齒輪必須保證清潔、干燥。利用干凈的不起毛布擦拭錐面,并且在凸輪軸齒輪的內徑上涂抹薄薄的一層 Loctite™ 609(零件號 3823718)。組裝前,注意不要使機油污染接頭,否則可能會導致發動機損壞。
將一薄層 Loctite™ 609(零件號 3823718)涂敷在凸輪軸齒輪的內徑上。

噴油器凸輪軸非剪式齒輪要與凸輪軸前端錐面完全貼合。若過松,齒輪將在凸輪軸前端面上轉動。
在凸輪軸前端錐面上安裝噴油器凸輪軸非剪式齒輪,但不要安裝過緊。
噴油器凸輪軸非剪式齒輪的裝配墊圈直徑大于氣門凸輪軸裝配墊圈的直徑。
安裝裝配墊圈和螺釘。
用手擰緊螺釘, 然后擰松螺釘“一道”,即 60 度。
此時噴油器凸輪軸非剪式齒輪仍是松安裝,以便將可調整惰輪完全安裝好。
不要座入齒輪。
康明斯ISX和QSX15發動機氣門凸輪軸齒輪
![]() 注意
注意 ![]()
安裝前,氣門凸輪軸前端和氣門凸輪軸齒輪必須保證清潔、干燥。利用干凈、不起毛的布擦拭錐面,并且在凸輪軸齒輪的內徑上涂抹薄薄的一層 Loctite™ 609(零件號 3823718)。組裝前,注意不要使機油污染接頭,否則可能會導致發動機損壞。
將一薄層 Loctite™ 609(零件號 3823718)涂敷在凸輪軸齒輪的內徑上。

氣門凸輪軸齒輪要與凸輪軸前端錐面完全貼合。如果過松,齒輪將在凸輪軸前端面上轉動。
在凸輪軸前端錐面上安裝氣門凸輪軸齒輪,但不要安裝過緊。
氣門凸輪軸的裝配墊圈直徑小于噴油器凸輪軸剪式齒輪裝配墊圈的直徑。
安裝裝配墊圈和螺釘。
用手擰緊螺釘, 然后擰松螺釘“一道”,即 60 度。
注:此時氣門凸輪軸齒輪仍是松安裝,以便將可調整惰輪完全安裝好。
不要座入齒輪。
調整
側隙(剪式齒輪組)
|
不要在可調整惰齒輪和下剪式惰齒輪之間設定側隙。否則會引起發動機嚴重損壞。 |
此側隙步驟適用于剪式噴油器凸輪軸齒輪和下惰齒輪,以及非剪式噴油器凸輪軸齒輪和剪式下惰齒輪。
進行此步驟過程中仍必須卸載噴油器凸輪軸剪式齒輪。要卸載齒輪,必須將兩根齒輪螺栓盡可能擰出,直到足以使剪式齒輪的輪齒對正。
如圖所示,在可調整惰齒輪和寬(后側)噴油器凸輪軸剪式齒輪之間的齒輪嚙合處插入一個墊片(0.25 mm [0.010 in])。
墊片公差
|
mm |
in | |
|
0.225 |
最小 |
0.009 |
|
0.275 |
最大 |
0.011 |
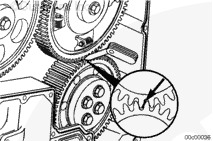
注: 針對含有非剪式噴油器凸輪軸齒輪和剪式下惰齒輪發動機的齒輪側隙設定步驟同樣適用于使用兩種剪式齒輪的發動機。
僅用手壓,使可調整惰齒輪向發動機中心移動(嚙合),使墊片任一側均無間隙。
進行此步驟時,凸輪軸上的 2 個凸輪軸齒輪應有略微的旋轉。
推入和拔出墊片時應感覺到輕微的阻力。
側隙(非剪式齒輪組)
當在使用所有非剪式齒輪的發動機上設定齒輪側隙時,無需拆卸下部前蓋。通過檢修孔可將墊片插入下非剪式惰齒輪和可調整惰齒輪之間。檢修孔用塞堵密封。塞堵可從后側推出,無需拆下齒輪室蓋。
在拆下下齒輪室蓋后將顯示下列步驟。
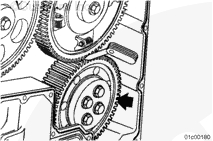
如圖所示,在可調整惰齒輪和噴油器凸輪軸齒輪之間的嚙合處插入 0.25 mm [0.010 in] 的墊片。
如圖所示,在可調整惰齒輪和下非剪式惰齒輪之間的嚙合處插入 0.25 mm [0.010 in] 的墊片。
僅用手壓,移動可調整惰齒輪,以使輪齒和墊片的任一側之間均無間隙。
進行此步驟時,凸輪軸上的 2 個凸輪軸齒輪應有略微的旋轉。
推入和拔出墊片時應感覺到輕微的阻力。
康明斯ISX和QSX15發動機可調整惰齒輪
使可調整惰輪保持在正確位置,擰緊可調整惰輪裝配螺釘。
Torque Value:
30 n.m [22 ft-lb]
用以上相同的次序再旋轉每根螺釘60°角。
取出塞尺。
噴油器凸輪軸剪式齒輪
|
確保所有剪式齒輪螺釘擰緊到合適的扭矩,保證發動機運轉期間不松開。否則會引起發動機嚴重損壞。 |
擰緊所有齒輪螺栓,加載噴油器凸輪軸剪式齒輪。
扭矩值: 28 n.m [248 in-lb]
進行此步驟時,氣門凸輪軸齒輪在氣門凸輪軸上應有略微轉動。
擰緊噴油器凸輪軸剪式齒輪固定螺釘。
Torque Value:
136 n.m [100 ft-lb]
額外轉動 90 度
松開螺釘 360 度,并用扭矩加角度法再次擰緊。
Torque Value:
136 n.m [100 ft-lb]
額外轉動 90 度
康明斯ISX和QSX15發動機噴油器凸輪軸非剪式齒輪
僅用手壓,順時針旋轉噴油器凸輪軸齒輪,直到齒輪系無側隙。在曲軸齒輪和噴油器凸輪軸齒輪的輪齒之間會發生接觸。
擰緊噴油器凸輪軸非剪式齒輪固定螺釘。
Torque Value:
136 n.m [100 ft-lb]
旋轉 90 度。
松開螺釘 360 度,并用扭矩加角度法再次擰緊。
Torque Value:
136 n.m [100 ft-lb]
旋轉 90 度。
康明斯ISX和QSX15發動機氣門凸輪軸剪式齒輪
擰緊氣門凸輪軸剪式齒輪固定螺釘。
扭矩值: 148 n.m [110 ft-lb]
康明斯ISX和QSX15發動機氣門凸輪軸非剪式齒輪
僅用手壓,逆時針旋轉氣門凸輪軸齒輪,直到噴油器凸輪軸齒輪之間無側隙。在噴油器凸輪軸齒輪和氣門凸輪軸齒輪的輪齒之間會發生觸碰。

擰緊氣門凸輪軸非剪式齒輪固定螺釘。
扭矩值: 148 n.m [110 ft-lb]
在所有齒輪系上涂敷干凈的15W-40機油。
通過下齒輪室蓋上的檢修孔潤滑下惰齒輪和曲軸。
拆下噴油器和氣門凸輪軸正時楔。
猛烈地向上拉動是拆卸楔塊最有效的方法。
拆下曲軸鎖銷并安裝塞堵。
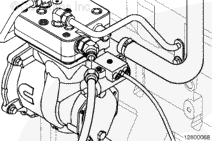
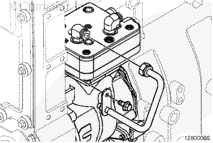
空氣壓縮機
安裝
用銷子固定發動機曲軸。參考第 1 節中的步驟 001-088。
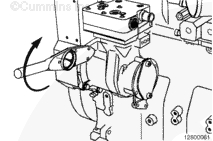
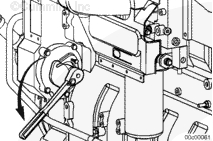
旋轉空氣壓縮機上的齒輪,使齒輪上的標記與空氣壓縮機殼體上的 V 形凹槽成一條直線。從前方看,標記處于 3 點鐘的位置。
必須在將空氣壓縮機固定到齒輪室上的螺栓上涂覆 Loctite™(零件號 3824040)或等同物。這樣密封殼體上的螺紋。
為了在擰緊螺釘時密封劑分布均勻,應在螺釘的整個長度上涂上一道密封劑。
將空氣壓縮機和四條螺釘裝到前齒輪室上。
擰緊螺栓。
扭矩值: 45 n.m [33 ft-lb]
再次擰緊螺釘。
扭矩值: 45 n.m [33 ft-lb]
將空氣壓縮機安裝托架和四條螺釘裝到空氣壓縮機下面的缸體上。開始擰緊全部四條螺釘。
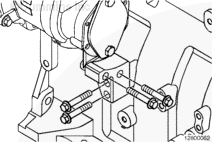
擰緊缸體和空氣壓縮機上的螺釘。
扭矩值: 45 n.m [33 ft-lb]
安裝排氣管。
扭矩值: 60 n.m [44 ft-lb]
安裝進氣管路。
擰緊軟管卡箍。
扭矩值: 8 n.m [71 in-lb]
康明斯ISX和QSX15發動機空氣壓縮機冷卻液管
安裝
用兩個彎頭并在安裝前將鎖緊螺母完全擰到頂部。
開始將彎頭擰入缸蓋。
使用 24 mm 的開口扳手定位彎頭。
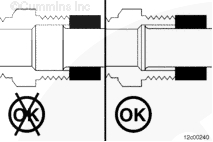
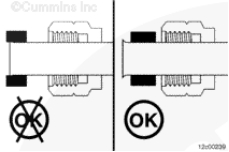
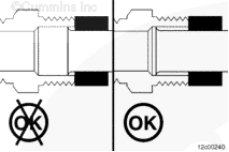
將管螺母從 U 形冷卻液供應管的鐘形喇叭口上推下。
將密封圈定位到鐘形喇叭口的后面。
將 U 形冷卻液供應管裝入冷卻液供應彎頭中。
確認鐘形喇叭口和密封圈正確座入彎頭中。
開始將壓緊螺母擰到彎頭上。
將冷卻液供應管的另一端裝入缸體上的密封圈。
將管螺母從冷卻液回流管的鐘形喇叭口上推下。
將密封圈定位到鐘形喇叭口的后面。
將冷卻液回流管裝入冷卻液回流彎頭中。
確認鐘形喇叭口和密封圈正確座入彎頭中。
開始將壓緊螺母擰到彎頭上。
將冷卻液回流管的另一端裝入缸體上的密封圈。
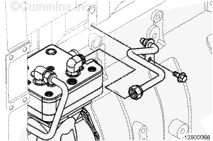
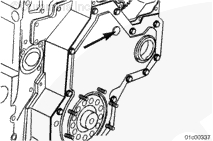
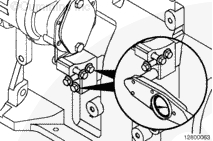
將螺釘裝入箭頭指出的兩個位置。
擰緊螺釘。
扭矩值: 45 n.m [33 ft-lb]
擰緊壓緊螺母和彎頭鎖緊螺母。
扭矩值: 45 n.m [33 ft-lb]
康明斯ISX和QSX15發動機下齒輪室蓋
安裝
安裝一個新的帶狀密封墊。
如圖所示將重疊交接部分朝向齒輪室殼左上部。
在帶狀密封件的重疊交接部分使用少量的 RTV。
注: 在安裝新曲軸油封之前不要擰緊螺釘。必須先安裝曲軸油封以確定齒輪室蓋的正確位置。
使用15根螺釘安裝下部齒輪室蓋。用手擰緊螺釘。

安裝新曲軸油封。參考第 1 節中的步驟 001-023(曲軸前油封)。

按圖示順序擰緊 15 個螺釘。
扭矩值: 28 n.m [248 in-lb]
康明斯ISX和QSX15發動機曲軸前油封安裝
下齒輪室蓋的位置決定了曲軸前油封在曲軸上的位置。
下齒輪室蓋安裝在使用間隙孔的齒輪室內。當安裝螺釘松動時,這可允許蓋輕微地移動。
為了正常運轉,組合曲軸油封必須對準曲軸的中心。
油封固定在下齒輪室蓋上,安裝時下齒輪室蓋螺釘必須松開,且蓋能夠自由移動。
為了使油封在裝配期間能正確地在曲軸上居中,并且在運轉時仍然保持其位置不動,必須遵守下列安裝說明。
曲軸油封拆卸和安裝工具正確地位于油封中央,然后正確地將油封的防塵密封部分放在曲軸上。
![]() 注意
注意 ![]()
如果沒有從齒輪室蓋上松開和拆下安裝螺釘,可能會造成曲軸前油封對不齊,而且會造成油封過早磨損。
前齒輪室蓋必須按如下方式對齊:
拆卸曲軸油封四周的前齒輪室蓋安裝螺釘,使得在安裝密封時可讓拆裝器板頂在齒輪室蓋上。
拆卸曲軸油封四周的齒輪室蓋安裝螺釘。
松開齒輪室蓋上其余的安裝螺釘,以便讓蓋能夠自由地移動。
![]() 注意
注意 ![]()
如果沒有遵循安裝和擰緊順序,可能會導致曲軸油封不在中央位置并且安裝的深度不正確,從而造成油封過早磨損。
![]() 注意
注意 ![]()
嚴禁使用錘子或槌棒安裝油封。使用錘子會損壞曲軸油封和/或曲軸。
油封的拆卸和安裝工具對于任何密封螺母方向都有其自己的規定,盡管一個密封螺母必須始終位于 11 點鐘的位置。
不要在曲軸油封上使用潤滑劑。
將曲軸油封 (1) 放置在曲軸上,直到齒輪室蓋雙頭螺柱凸出油封托架安裝孔。
用拆裝器板 (1) 頂著曲軸油封。
確保曲軸前油封上的焊接螺母座入拆裝器板 (1) 上各自的開槽內。
輪齒間的大缺口必須在凸起的齒輪室蓋表面中間。
將三個墊圈 (4) 和螺釘 (5) 穿過拆裝器板 (1) 上的三個開槽,并將其裝入曲軸端。
拆裝器板中的螺釘必須等距分布。這樣便可以正確安裝曲軸油封。
注:用手擰緊螺釘。
![]() 注意
注意 ![]()
必須均勻地壓入曲軸油封。如果沒有均勻地壓入曲軸油封,則可能會損壞密封。
在安裝時檢查曲軸油封并確保將其均勻地壓入。
每次擰緊螺釘時不要超過 ½ 圈,順時針交替地擰緊,直到拆裝器板 (1) 的底部頂到下齒輪室蓋的表面。
扭矩值: 20 n.m [177 in-lb]
為了在拆卸拆裝器板時保持蓋的位置,按圖中箭頭指示的方向擰緊兩條齒輪室蓋安裝螺釘。
將曲軸油封安裝螺母 (1) 安裝到拆裝器板上的孔中。
按照圖示順序擰緊安裝螺母。
扭矩值: 8 n.m [71 in-lb]
拆下拆裝器板。
安裝所有的齒輪室蓋螺釘。
必須遵循擰緊次序才能防止齒輪室蓋帶狀密封件被擠出凹槽。
按圖示順序擰緊螺釘。
扭矩值: 28 n.m [248 in-lb]
![]()
康明斯ISX和QSX15發動機上齒輪室蓋安裝的維修測量技術
汽車用發動機
安裝一個新的帶狀密封墊。確定重疊部分朝向齒輪室的頂部和中間。
在帶狀密封件的重疊交接部分使用少量的 RTV。
![]() 警告
警告 ![]()
該部件的重量達到或超過23 kg [50 lb]。提升該部件時,為了避免人身傷害,應當使用提升設備或求助于他人。
用 16 個螺栓安裝蓋。
按圖示順序擰緊所有螺栓。
扭矩值: 28 n.m [21 ft-lb]

工業和發電機驅動用
安裝一個新的帶狀密封墊。確定重疊部分朝向齒輪室的頂部和中間。
在帶狀密封件的重疊交接部分使用少量的 RTV。
![]() 警告
警告 ![]()
該部件的重量達到或超過23 kg [50 lb]。提升該部件時,為了避免人身傷害,應當使用提升設備或求助于他人。
有些工業應用類型將沖壓鋼板蓋和壓板一起使用。
將兩個導向銷安裝到齒輪室上。
將前齒輪室蓋安裝在導向銷上。
如果使用,安裝壓板。

安裝 14 個螺栓。
拆下 2 個導向銷并安裝最后 2 根螺栓。
按圖示順序擰緊所有螺栓。
扭矩值: 28 n.m [21 ft-lb]

粘性減振器
安裝
汽車用康明斯ISX和QSX15發動機
確保曲軸前端、減振器和皮帶輪的裝配表面清潔、干燥,并且沒有毛刺。
在曲軸前端裝上兩根導向雙頭螺釘。
將曲軸上的定位銷對準減振器上的定位銷孔。
在導向板上安裝減振器、皮帶輪和壓板。

使用清潔的 15W-40 機油潤滑螺釘的螺紋部位。
安裝 10 個螺釘。
拆下兩根導向雙頭螺釘,安裝剩下的螺釘。
按星形方式擰緊螺釘。
扭矩值: 175 n.m [130 ft-lb]
帶曲軸驅動風扇或動力輸出裝置 (PTO) 的工業用和發電用發動機
確保曲軸前端、減振器、裝配隔圈和皮帶輪的裝配表面清潔、干燥,并且沒有毛刺。
在曲軸前端裝上兩根導向雙頭螺釘。
在導向雙頭螺柱上安裝減振器 (1)、裝配隔圈 (2)、第 2 個減振器 (3) 和皮帶輪 (4)。
用 15W-40 機油潤滑螺釘螺紋。
安裝 4 根螺釘。
拆卸 2 根導向雙頭螺釘,并安裝剩下的兩根螺釘。
按星形擰緊 6 根螺釘。
扭矩值: 175 n.m [130 ft-lb]
安裝曲軸適配器 (1)。
確保曲軸適配器與皮帶輪 (2) 平齊。
用 15W-40 機油潤滑螺釘螺紋。
安裝 6 根螺釘。并按星形擰緊。
扭矩值: 175 n.m [130 ft-lb]

不帶曲軸驅動風扇或動力輸出裝置 (PTO) 的工業用和發電用發動機
確保曲軸前端、減振器、裝配隔圈和皮帶輪的裝配表面清潔、干燥,并且沒有毛刺。
在曲軸前端裝上兩根導向雙頭螺釘。
在導向雙頭螺柱上安裝減振器 (1)、裝配隔圈 (2)、第 2 個減振器 (3) 和皮帶輪 (4)。
用 15W-40 機油潤滑螺釘螺紋。
安裝 10 個螺釘。
拆卸兩顆導向雙頭螺柱,并安裝剩下的兩顆螺釘。
按星形方式擰緊 12 個螺釘。
扭矩值: 175 n.m [130 ft-lb]
偏心度檢查
全部應用類型
將減震器外表面清洗干凈。
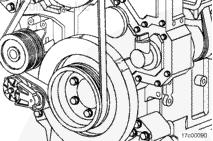
按圖示在齒輪室蓋上安裝一個千分表,測量減振器的偏心度(不圓度)。
用附件驅動軸將曲軸轉動一整圈(360°),記錄千分表的總讀數。
|
減振器偏心度 | ||
|
mm |
in | |
|
0.28 |
最大 |
0.011 |
如果減振器不符合技術規范,必須進行更換。
端面跳動量檢查
全部應用類型
按圖示安裝千分表,測量減振器的擺動量(端面對齊)。
向發動機前部或后部推動曲軸,將千分表設置為 “0”(零)。
使曲軸保持在發動機前部或后部的位置,旋轉曲軸一整圈(360°)。
記錄千分表總讀數。
|
減振器擺動量的測量 | ||
|
mm |
in | |
|
0.28 |
最大 |
0.011 |
如果減振器不符合技術規范,必須進行更換。
![]()
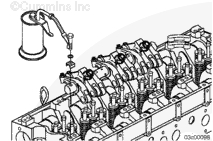
康明斯ISX和QSX15發動機噴油器的安裝維修測量技術
使用清潔的 15W-40 機油潤滑 O 形圈。

![]() 注意
注意 ![]()
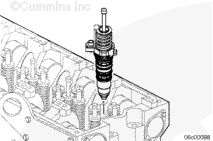
在擰緊螺釘前,確保噴油器壓緊卡箍定位適當。卡箍有可能接觸鄰近的凸緣,導致緊固載荷低。
將噴油器裝進缸蓋。
安裝噴油器壓板以及螺釘和墊圈。
擰緊螺釘。
扭矩值: 80 n.m [59 ft-lb]
安裝跨接壓板。
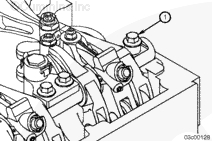
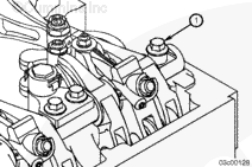
康明斯ISX和QSX15發動機搖臂總成安裝
在每個搖臂上安裝調整螺釘和鎖緊螺母。不要擰緊鎖緊螺母。
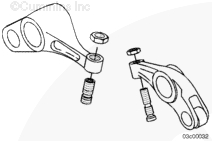
將噴油器搖臂安裝到搖臂軸上。
將排氣搖臂(1)、進氣搖臂(2)和發動機制動器搖臂(3)安裝到搖臂軸上。
![]() 警告
警告 ![]()
清除搖臂總成安裝螺釘孔中的機油和碎屑。若不遵循此警告說明,可能會導致發動機大范圍損壞。
安裝氣門跨接壓板。
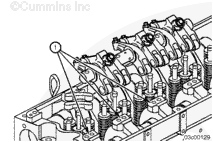
將氣門/制動器搖臂總成安裝到缸蓋上。
![]() 注意
注意 ![]()
為了減少由于制動器搖臂工作間隙不足而造成氣門搖臂軸損壞的可能性,請按規定的步驟將氣門搖臂軸座合在缸蓋支座(1)上。
擰緊搖臂軸螺釘之前,所有氣門搖臂軸必須座合在缸蓋支架上。
前、后搖臂軸總成應在發動機順時針轉動時分別座合到位。
使用壓縮機驅動裝置或盤車裝置沿順時針旋轉方向(從發動機前方看)盤動發動機。
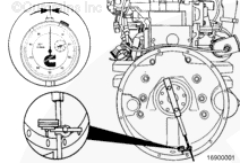
將減振器上的A標記與齒輪室蓋上的正時標記對齊。
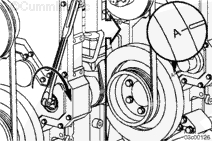
此時前后搖臂軸總成均可完全座合在缸蓋支座上。
檢查前后氣門搖臂軸總成的位置以確定是否完全座合到位。
使用清潔的機油潤滑完全座合搖臂軸的螺釘。

![]() 注意
注意 ![]()
為了減少由于制動器搖臂工作間隙不足而造成氣門搖臂軸損壞的可能性,請遵循規定的螺釘擰緊步驟。氣門搖臂軸的前部有一處機加工的平面,以提供正確的制動器搖臂位置的。因此,必須首先擰緊搖臂軸前部螺釘(1)以控制制動器搖臂的位置。安裝氣門搖臂軸之后,必須檢查制動器搖臂的工作間隙。
檢查制動器工作間隙。參考第 3 節中的步驟 003-004。
將完全座合的搖臂軸的前部安裝螺釘擰緊至初始扭矩,以固定搖臂軸。
扭矩值: 30 n.m [22 ft-lb]
應用扭矩加轉角的擰緊方法,將所有的螺釘擰緊到最終扭矩。從中間向外依次擰緊螺釘。
Torque Value:
30 n.m [22 ft-lb]
旋轉 60 度角。
使用壓縮機驅動裝置或盤車裝置沿順時針旋轉方向(從發動機前方看)盤動發動機。
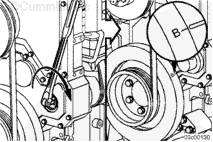
將減振器上的B標記與齒輪室蓋上的正時標記對齊。
此時其余的搖臂軸將完全座合到位。
使用清潔的機油潤滑完全座合搖臂軸的螺釘。
![]() 注意
注意 ![]()
為了減少由于制動器搖臂工作間隙不足而造成氣門搖臂軸損壞的可能性,請遵循規定的螺釘擰緊步驟。氣門搖臂軸的前部有一處機加工的平面,以提供正確的制動器搖臂位置的。因此,必須首先擰緊搖臂軸前部螺釘以控制制動器搖臂的位置。安裝氣門搖臂軸之后,必須檢查制動器搖臂的工作間隙。
檢查制動器工作間隙。參考第 3 節中的步驟 003-004。
將其余氣門搖臂軸的前部安裝螺釘擰緊至初始扭矩,以固定搖臂軸。
扭矩值: 30 n.m [22 ft-lb]
應用扭矩加轉角的擰緊方法,將所有的螺釘擰緊到最終扭矩。從中間向外依次擰緊螺釘。
Torque Value:
30 n.m [22 ft-lb]
旋轉 60 度角。
將噴油器搖臂總成放到缸蓋上。
用清潔的機油潤滑噴油器搖臂軸螺釘。安裝螺釘和墊圈。
擰緊所有的安裝螺釘。
扭矩值: 68 n.m [50 ft-lb]
松開螺釘(每次松開 1 根螺釘)360 度,并用扭矩加角度法再次擰緊。從中間向外依次擰緊螺釘。
Torque Value:
30 n.m [22 ft-lb]
旋轉 60 度角。
調整氣門、噴油器和制動器。
參考第 3 節中的步驟 003-004。
![]()
康明斯ISX和QSX15發動機頂置機構氣門調整安裝維修測量技術
執行本操作前,請閱讀頂置機構調整的全部步驟。
必須正確調整氣門、噴油器和發動機制動器(如果配備),以使發動機高效運轉。必須按照本節中列出的數據調整氣門、噴油器和發動機制動器。
在發動機經過大修或修造后,噴油器和氣門設定必定會受到影響,設定所有的氣門、噴油器和制動器。
|
氣門、制動器和噴油器調整值 | |
|
噴油器調整為 8 N•m [70 in-lb] | |
|
進氣門 |
0.35 mm [0.014 in] |
|
排氣門 |
0.68 mm [0.027 in] |
|
發動機制動 |
7.00 mm [0.276 in] |
早期發動機減振器標記有制動器設定 1-6、制動器設定 2-5 或制動器設定 3-4。必須在這些發動機上的正確標記處調整發動機制動器。更新的發動機減振器只標記有 AB 或 C,和同一氣缸上的氣門和噴油器一起調整。
在減震器外側找到氣門設定標記。
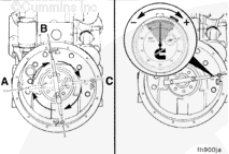
設定標記包括 A、B 和 C:
設定標記 A 調整 1 或 6 號氣缸。
設定標記 B 調整 2 或 5 號氣缸。
設定標記 C 調整 3 或 4 號氣缸。
設定所有氣門、發動機制動器和噴油器需要轉動 2 周。
如果發動機配備有空氣壓縮機。
從下部齒輪室蓋上拆下機油加注管接頭。
在空氣壓縮機驅動中插入一個 3/4 英寸的棘輪扳手和加長桿。
順時針轉動空氣壓縮機驅動機構(從發動機的前面看)。
|
不要拉或用工具撬風扇以手動旋轉發動機。否則會損壞風扇葉片。風扇葉片損壞會造成風扇過早故障從而造成人身傷害和財產損失。 |
曲軸旋轉的方向為順時針(從發動機的前面觀察)。
氣缸從發動機的前端編號(1-2-3-4-5-6)。
發火順序為1-5-3-6-2-4。

如果發動機沒有配備空氣壓縮機:
松開螺釘并旋轉蓋或拆下機油加注管(如果配備)。
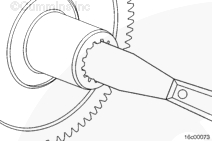
使用一個1½ 英寸的套筒,往里推盤動齒輪使齒輪嚙合,然后逆時針旋轉盤動適配器以盤動發動機。
前后搖動盤車裝置,直到其脫開。
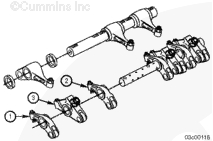
每個氣缸有 4 個搖臂:
排氣門搖臂(1)
噴油器搖臂(2)
進氣門搖臂(3)
發動機制動器搖臂(4)。
進氣門搖臂總是氣門搖臂軸上較長的那個搖臂。
早期發動機減振器標記有制動器設定 1-6、制動器設定 2-5 或制動器設定 3-4。必須在這些發動機上的正確標記處調整發動機制動器。更新的發動機減振器只標記有 AB 或 C,和同一氣缸上的氣門和噴油器一起調整。
同一氣缸上的氣門、制動器和噴油器應在減振器上同一標記處調整。
|
噴油器和氣門調節順序 | ||||
|
沿旋轉方向盤動發動機 |
皮帶輪位置 |
設定氣缸噴油器 |
設置氣缸氣門 |
設定氣缸制動器 |
|
開始 |
A |
1 |
1 |
1 |
|
轉至 |
B |
5 |
5 |
5 |
|
轉至 |
C |
3 |
3 |
3 |
|
轉至 |
A |
6 |
6 |
6 |
|
轉至 |
B |
2 |
2 |
2 |
|
轉至 |
C |
4 |
4 |
4 |
|
點火順序: 1-5-3-6-2-4 |
注: 為說明目的,位置 A 作為第一步驟。只要遵循正確的順序,就不必從位置 A 開始。
使用壓縮機驅動裝置或盤車裝置沿順時針旋轉方向(從發動機前方看)盤動發動機。將減振器上的 A 標記與齒輪室蓋上的指示箭頭對齊。

檢查給定氣缸上的氣門搖臂,確定進氣門和排氣門是否都關閉。
當搖臂和制動器搖臂都松動時,兩個氣門都關閉。如果兩個氣門沒有關閉,旋轉壓縮機驅動齒輪一整圈,并使前減震器上的 A 標記再次對準指示箭頭。
松開氣缸上噴油器調節螺釘鎖緊螺母。
不要使用棘輪式扭矩扳手。
使用度盤式扭矩扳手(量程 0 到 150 in-lb)擰緊噴油器搖臂調節螺釘。如果調整過程中螺釘發出咔噠聲,則需要維修螺釘和搖臂。
將調節螺釘旋松一到兩圈。
將扭矩扳手定于一個位置,使視線與刻度盤成直線。這樣可確保刻度盤的讀數準確。
確保零件都已對正,并且擰緊調整螺釘,將機油擠出氣門和噴油器。
使用此初始調整預加載氣門機構噴油器。

擰緊噴油器搖臂調節螺釘。
扭矩值: 8 n.m [71 in-lb]
將調節搖臂螺釘旋松 1 到 2 圈。
擰緊噴油器搖臂調節螺釘。
扭矩值: 8 n.m [71 in-lb]
固定噴油器搖臂調節螺釘,擰緊調節螺釘鎖緊螺母。
扭矩值: 75 n.m [55 ft-lb]
設置氣缸上的噴油器后,再設置同一氣缸上的氣門和發動機制動器。
早期發動機減振器標記有制動器設定 1-6、制動器設定 2-5 或制動器設定 3-4。必須在這些發動機上的正確標記處調整發動機制動器。更新的發動機減振器只標記有 A、B 或 C,和同一氣缸上的氣門和噴油器一起調整。
當標記對準齒輪室蓋上的指示箭頭并且兩個氣門關閉時,松開進氣和排氣門調節螺釘上的鎖緊螺母。
將調節螺釘旋松一到兩圈。
選擇符合氣門間隙技術規范的塞尺。
氣門間隙技術規范
|
mm |
in | ||
|
進氣 |
0.36 |
標稱 |
0.014 |
|
排氣 |
0.69 |
標稱 |
0.027 |
將塞尺插入跨接壓板頂面與搖臂推面之間。
確保塞尺完全在旋轉搖臂推面下。
擰緊調整螺釘。
扭矩值: 0.6 n.m [5 in-lb]
使用扭矩扳手和足形適配器擰緊螺母。
將調整螺釘固定在此位置。鎖緊螺母擰緊后,不得轉動調整螺釘。
扭矩值: 45 n.m [33 ft-lb]
將鎖緊螺母擰緊到正確的扭矩后,抽出塞尺。
|
為使制動器獲得最大工作效率同時避免損壞發動機,必須遵照制動器調節的操作說明。 |
對于老式發動機,在減振器外側找到發動機制動器設定標記。
這些設定標記是制動器設定 1-6、制動器設定 2-5 和制動器設定 3-4。
制動器設定 1 - 6:氣缸 1 或 6 調整
制動器設定 2-5:氣缸 2 或 5 調整
制動器設定 3-4:氣缸 3 或 4 調整
使用壓縮機驅動裝置或盤車裝置沿順時針旋轉方向(從發動機前方看)盤動發動機。將減振器上的 A 標記與齒輪室蓋上的指示箭頭對齊。
為說明目的,位置 A 作為第一步驟。只要遵循正確的順序,就不必從位置 A 開始。
檢查給定氣缸上的氣門搖臂,確定進氣門和排氣門是否都關閉。
當搖臂和制動器搖臂都松動時,兩個氣門都關閉。如果兩個氣門沒有關閉,旋轉壓縮機驅動齒輪一整圈,并使前減震器上的 A 標記再次對準指示箭頭。
向下壓發動機制動器搖臂,核實凸輪軸隨動件接觸到凸輪軸。
松開制動器搖臂調節螺釘上的鎖緊, 螺母,擰松調節螺釘一圈。
在發動機制動器活塞底部和排氣門跨接壓板上的排氣門銷頂部之間插入塞尺(零件號為 3163530)。
制動器搖臂間隙技術規范
|
mm |
in | |
|
7.00 |
標稱 |
0.276 |

擰緊調節螺釘,直到塞尺上有阻滯感。適當的阻滯表明制動器搖臂凸輪軸隨動件與凸輪之間沒有運動。

固定發動機制動器搖臂調節螺釘,擰緊鎖緊螺母。
扭矩值: 20 n.m [177 in-lb]
取出塞尺。
|
如果工作間隙不在技術規范范圍內,可能會損壞發動機。 |
康明斯ISX和QSX15發動機工作間隙:
旋轉發動機制動器搖臂到 détente(中間)位置。
檢查發動機制動器搖臂執行器活塞和十字頭導銷之間的間隙 (1)。
發動機制動器搖臂工作間隙
|
mm |
in | |
|
0.635 |
最小 |
0.025 |
|
2.790 |
最大 |
0.110 |
如果工作間隙不滿足技術規范,松開搖臂軸螺釘但不要卸下,按所需的方向旋轉軸使工作間隙處于技術規范內。在所有 6 個制動器搖臂上設定此間隙并進行確認,這一步至關重要。如果沒有完成這一步會損壞發動機。
檢查制動器工作間隙。
必須調整搖臂軸,使三個發動機制動搖臂的工作間隙都能滿足技術規范。
根據下面顯示的圖表,重復此過程以調整所有的噴油器、發動機制動器和氣門。
|
噴油器和氣門調節順序 | ||||
|
沿旋轉方向盤動發動機 |
皮帶輪位置 |
設定氣缸噴油器 |
設置氣缸氣門 |
設定氣缸制動器 |
|
開始 |
A |
1 |
1 |
1 |
|
轉至 |
B |
5 |
5 |
5 |
|
轉至 |
C |
3 |
3 |
3 |
|
轉至 |
A |
6 |
6 |
6 |
|
轉至 |
B |
2 |
2 |
2 |
|
轉至 |
C |
4 |
4 |
4 |
|
點火順序: 1-5-3-6-2-4 |
