我們是專業(yè)的康明斯L9.3 L105柴油發(fā)動(dòng)機(jī)缸蓋供應(yīng)服務(wù)商.我們可提供康明斯L9.3 L105柴油發(fā)動(dòng)機(jī)缸蓋銷售維修保養(yǎng)零配件服務(wù).康明斯L9.3 L105柴油發(fā)動(dòng)機(jī)缸蓋想要更多的類型,請(qǐng)現(xiàn)在聯(lián)系湖南英珀威機(jī)械有限公司!

首頁
產(chǎn)品展示>康明斯L9.3 L105柴油發(fā)動(dòng)機(jī)缸蓋
產(chǎn)品中心
美國強(qiáng)鹿柴油機(jī)維修配件技術(shù)中心
約翰迪爾John Deere柴油機(jī)配件 美國麥克福斯
卡特彼勒柴油發(fā)動(dòng)機(jī)參數(shù)
沃爾沃發(fā)動(dòng)機(jī)全系參數(shù)
英國珀金斯原廠配件
珀金斯柴油機(jī)技術(shù)中心
珀金斯發(fā)動(dòng)機(jī)零件查詢圖冊(cè)
日本三菱柴油機(jī)發(fā)電機(jī)配件
德國道依茨 韓國大宇柴油發(fā)動(dòng)機(jī)配件
康明斯全系列柴油發(fā)動(dòng)機(jī)
沃爾沃 MTU 原廠配件銷售中心
瑞典沃爾沃遍達(dá)原裝柴油機(jī)配件
康明斯維修技術(shù)中心
卡特彼勒柴油發(fā)動(dòng)機(jī)原廠配件銷售中心
品牌柴油發(fā)電機(jī)組
康明斯柴油發(fā)動(dòng)機(jī)配件中心

康明斯L9.3 L105柴油發(fā)動(dòng)機(jī)缸蓋
詳細(xì)描述
|
|

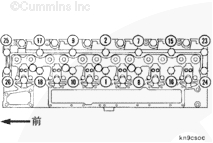
康明斯L9.3 L105柴油發(fā)動(dòng)機(jī)缸蓋
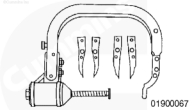
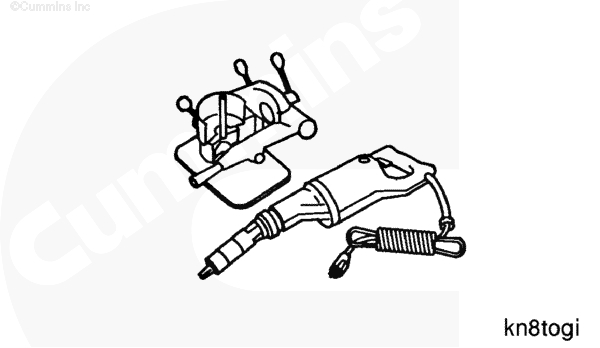
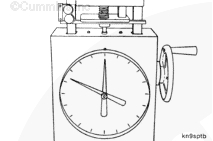
022-001 維修工具
目錄
|
缸蓋 |
|
缸蓋 |
TOC | ||||||||||||||||||||||
| |||||||||||||||||||||||
|
| |||||||||||||||||||||||




|
準(zhǔn)備步驟 |
|
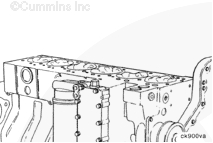
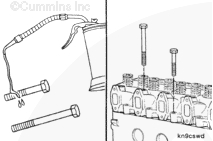
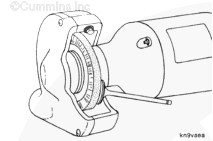
拆卸 |
|
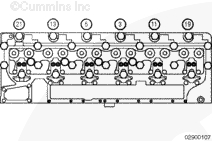
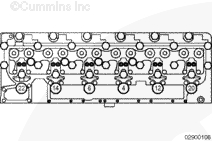
清潔和檢查能否繼續(xù)使用 |
|
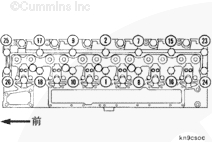
安裝 |
|
最后步驟 |
|
準(zhǔn)備步驟 |
TOC | |||||||||||||||
| ||||||||||||||||
|
拆卸 |
TOC | ||||||||||||||
| |||||||||||||||
|
清潔和檢查能否繼續(xù)使用 |
TOC | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||




|
安裝 |
TOC | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||












|
最后步驟 |
TOC | |||||||
| ||||||||

002-016 缸蓋氣門導(dǎo)管油封
目錄
|
初始檢查 |
|
初始檢查 |
TOC | ||||||||||||
| |||||||||||||
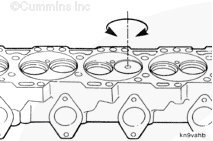
002-017 缸蓋氣門導(dǎo)管
目錄
|
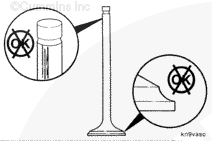
檢查能否繼續(xù)使用 |
|
檢查能否繼續(xù)使用 |
TOC | ||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||
|
檢查能否繼續(xù)使用 |
|
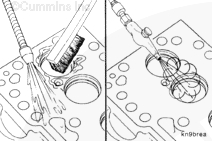
研磨 |
|
檢查能否繼續(xù)使用 |
TOC | ||||||
| |||||||
|
研磨 |
TOC | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
準(zhǔn)備步驟 |
|
拆卸 |
|
清潔 |
|
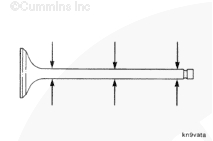
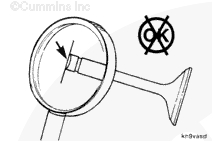
檢查能否繼續(xù)使用 |
|
研磨 |
|
安裝 |
|
準(zhǔn)備步驟 |
TOC | |||||||
| ||||||||
|
拆卸 |
TOC | ||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||


|
清潔 |
TOC | |||||||||||||
| ||||||||||||||

|
檢查能否繼續(xù)使用 |
TOC | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||


|
研磨 |
TOC | |||||||||||||
| ||||||||||||||
|
安裝 |
TOC | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||



|
概述 |
|
概述 |
TOC | ||||||||||||||||||||||||
| |||||||||||||||||||||||||
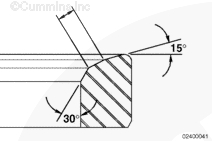
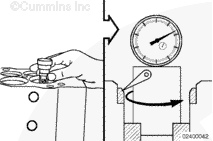
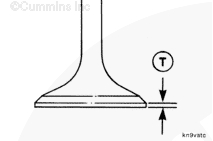
002-022 噴油器突出量
目錄
|
概述 |
|
概述 |
TOC | ||||||||||||||||||||||||
| |||||||||||||||||||||||||