康明斯K38和K50柴油發動機海水泵/機油泵、燃油泵、缸體曲軸技術供應商,康明斯K38和K50柴油發動機海水泵/機油泵、燃油泵、缸體曲軸技術技術價格規格咨詢服務,康明斯K38和K50柴油發動機海水泵/機油泵、燃油泵、缸體曲軸技術零配件供應,康明斯K38和K50柴油發動機海水泵/機油泵、燃油泵、缸體曲軸技術售后服務中心,康明斯K38和K50柴油發動機海水泵/機油泵、燃油泵、缸體曲軸技術,康明斯K38和K50柴油發動機海水泵/機油泵、燃油泵、缸體曲軸技術詳細的技術參數,

康明斯K38和K50柴油發動機海水泵/機油泵、燃油泵、缸體曲軸技術
詳細描述

康明斯K38 和 K50 柴油發動機海水泵/機油泵、燃油泵、缸體曲軸技術
概述
從動齒輪
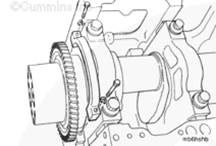
有些 K38 和 K50 船用系列發動機配備兩個海水泵。泵安裝在前齒輪室蓋的支架上。左排和右排的支架有所不同。用在左排和右排上的泵是相同的。海水泵為齒輪驅動泵,由凸輪軸齒輪驅動。
K38 和 K50 船用系列發動機上的海水泵包含一個漿式葉輪,使泵既能順時針運轉也能逆時針運轉。當從發動機前部查看時,右排上的海水泵為逆時針方向轉動。左排上的海水泵為順時針方向轉動。海水泵進口在最靠近前齒輪室蓋的端口側。
K38 和 K50 船用系列發動機上的海水泵中的軸承通過前齒輪室蓋和泵支架中的油道利用機油來潤滑。
K38 和 K50 船用系列發動機上的海水泵轉速限制在 2000 rpm 以下。康明斯公司不提供用于發動機轉速超過 2000 rpm 情況下的海水泵齒輪。安裝在 K38 和 K50 船用系列發動機上的海水泵是 Gilmec,型號為 250/700,制造于:
Gilbert Gilkes & Gordon Ltd。
Kendal,Cumbria
英格蘭
LA9 7B2
康明斯K38 和 K50 船用系列柴油發動機海水泵拆卸
Gilkes
警告
該部件的重量達到或超過 23 kg [50 lb]。為減小造成人身傷害的可能性,請使用提升設備或在他人的幫助下提升此部件。
注意
不要讓軸端支承水泵的重量。否則可能會損壞軸。
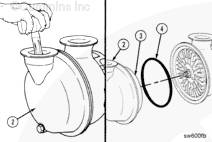
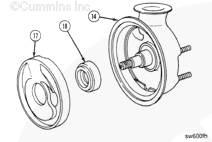
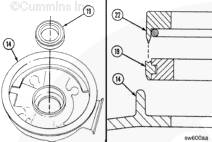
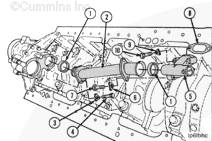
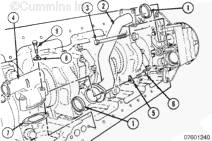
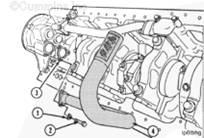
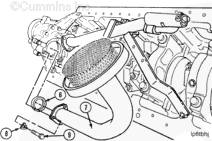
不帶安裝適配器:
拆卸時用吊帶套住泵,以支撐泵的重量。
拆卸兩個支架螺栓 (1)。
拆下四顆安裝螺栓和鎖緊墊圈 (2)。
將泵從齒輪室上松開,然后從發動機上拆下泵。
廢棄 O 形圈 (3)。
警告
該部件的重量達到或超過 23 kg [50 lb]。為減小造成人身傷害的可能性,請使用提升設備或在他人的幫助下提升此部件。
注意
不要讓軸端支承水泵的重量。否則可能會損壞軸。
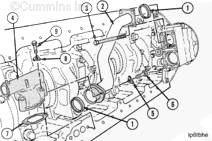
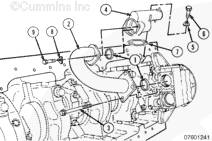
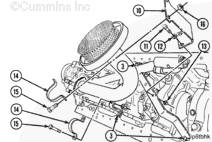
帶安裝適配器:
拆卸時用吊帶套住泵,以支撐泵的重量。
拆卸兩個支架螺栓 (1)。
拆下六顆安裝螺栓和墊圈 (2)。
將泵從齒輪室適配器上松開,然后從發動機上拆下泵。
廢棄 O 形圈 (5)。
拆下四顆適配器安裝螺栓和鎖緊墊圈 (4)。
拆下前齒輪室蓋上的適配器 (6)。廢棄 O 形圈 (3)。
康明斯K19 K38 和 K50 船用系列柴油發動機海水泵拆解
從動齒輪
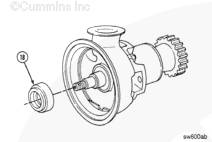
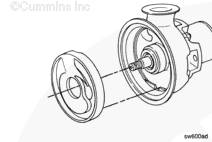
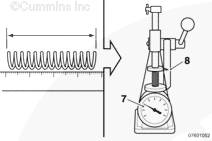
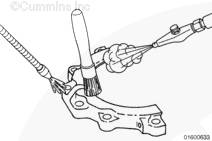
轉動軸,以便檢查有無損壞的軸承或摩擦的零件。
如果泵轉動不正確,參考參考第 8 節中的步驟 008-074。
轉動軸承時,在油道中施加清潔的 15W-40 機油,用來潤滑軸承。
注: 泵安裝在發動機上后,該步驟也能應用于檢查或更換密封。如果在泵安裝后進行該步驟,必須拆下泵上的軟管。
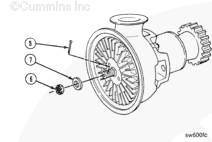
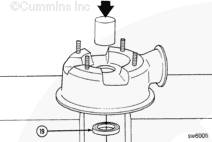
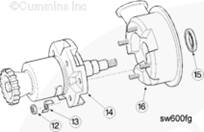
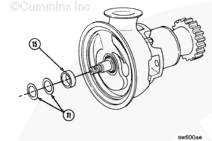
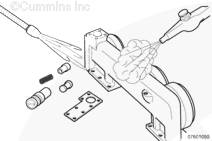
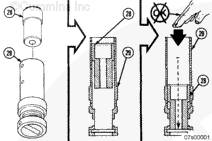
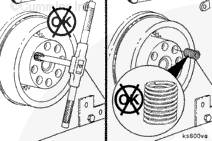
拆下 V 形帶箍 (1)。
使用劃線器或沖心鏨。在水泵體的兩端做標記,以便以后能正確組裝。
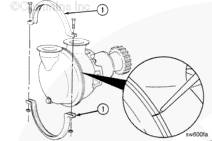
注: 水泵體為緊密配合。如果需要,使用木楔幫助分離零件。將木楔放入進口和出口之間的空隙中。
將木錘手柄穿過該零件,直到手柄接觸軸的末端。
撬動手柄。
拆下泵體 (2) 非驅動端。
注: 隔圈環 (3) 可能會在泵體非驅動端緊密配合。如果隔圈環固定在泵體 (2) 中,則無需將其拆下。
拆下 O 形密封圈 (4)。
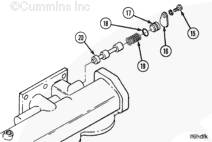
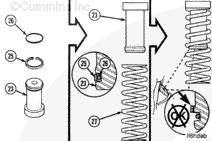
拆下開口銷 (5)、開槽螺母 (6) 和墊圈 (7)。
使用標準拉拔器 ST-647 或等同物和兩個 8 - 1.25 x 70 mm 的螺栓 (8)。
拆下葉輪 (9)。
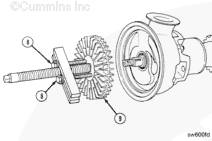
使用沖頭和錘子。從葉輪上拆下鍵 (10)。
拆下墊片 (11)。將墊片放在一起以備將來組裝。墊片的厚度對泵的性能很關鍵。

注: 隔圈環可能會緊密配合在泵體中。如有必要,使用兩個撬棍拆下隔圈環。
拆下隔圈環 (3)。

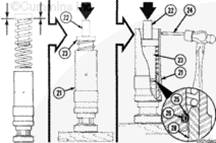
彎曲鎖片。拆卸兩個螺母 (12) 和鎖片 (13)。
注: 有必要使用錘子分離這些零件,因為軸與水封和隔圈之間緊密配合。
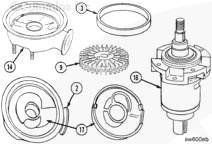
從軸承殼體和軸總成 (16) 上拆下泵體的驅動端 (14) 和隔圈 (15)。

注: 在運轉很多小時之后,配流盤會緊密配合在泵體中。如有必要,使用 Gilkes™ 提供的專用工具。
注: 該工具也能用于從泵體的非驅動端拆卸配流盤。
從泵體 (14) 的驅動端拆下配流盤 (17) 和機械式密封件 (18)。
使用壓具和合適的心軸從泵體上拆下接觸環 (19)。
拆下八個吸管彎頭安裝螺栓 (6)。從泵殼 (13) 上拆下吸管彎頭 (15)。拆下 O 形圈 (26)。
注: 主葉輪螺紋為左旋螺紋。
固定軸鍵。
使用帶式扳手擰開主葉輪 (27)。
拆下隔圈 (39)。松開并拆卸三個固定磨損環 (11) 的螺釘 (12)。
從可見的配流盤 (9) 上拆下磨損環。
旋轉總成,從軸承殼體 (3) 的驅動端拆下唇形密封件 (17) 和斜面彈簧擋圈 (18)。
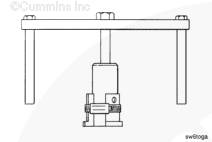
將總成立在沖床下,下方用方形驅動端法蘭支撐。壓下軸端。
當軸在壓力作用下通過中間體 (8) 和軸承殼體 (3) 時,加注葉輪 (25) 將松開。
注意不要使軸落下。
拆下定距環 (10)。
擰松并拆下鎖緊螺母 (16)。
從軸上壓下軸承 (2) 和密封套環 (19)。由于緊固時使用了 Loctite® 574 螺紋鎖緊膠,這可能會很緊。
拆下將軸承殼體 (3) 固定在中間體 (8) 上的六顆螺釘 (6)。確保收集好墊片 (31)、(32)、(33) 和 (34)。
從中間體 (8) 壓出次級配流盤 (9)。
拆下密封隔圈 (24)。
拆下機械式密封件 (23) 的松動旋轉部分,并壓出靜止部分。
拆下密封套環 (20)、唇形密封件 (22),從軸承殼體上拆下彈簧擋圈 (21)。滾柱軸承內座圈 (5) 將脫落。
壓緊軸承外座圈。
拆下 O 形圈 (1)。
清潔和檢查康明斯K19 K38 和 K50 船用系列柴油發動機海水泵能否繼續使用
從動齒輪
警告
使用清潔劑進行清潔時,遵循制造商的使用建議。戴上護目鏡并穿上防護服,以免造成人身傷害。
使用 5% 的清潔劑溶液清潔零件。清除與接觸環和機械式密封件相接觸的表面上的所有潤滑脂和污垢很重要。
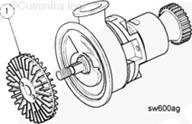
檢查葉輪 (1) 和配流盤是否被氣蝕損壞。如有必要,更換該零件。

Gilkes™ 建議只有在更換接觸環時,才同時更換機械密封件。
注: 以下所述僅為緊急情況下的臨時維修措施。康明斯公司建議不要將此步驟作為永久性的維修措施。必須盡早執行正確的維修步驟。
緊急修理時,可以翻轉接觸環 (1),以便使沒有磨損的那一面接觸環接觸機械密封件。翻轉環,把它安裝在橡膠防塵罩 (2) 中。
警告
使用清潔劑進行清潔時,遵循制造商的使用建議。為了避免人身傷害,戴上護目鏡并穿上防護服。
警告
使用壓縮空氣時,戴上合適的護目鏡和防護面罩。飛揚的碎屑和臟物會造成人身傷害。
使用 5% 的清潔劑溶液清潔零件。
用壓縮空氣吹干。
檢查所有海水泵部件有無裂紋、穴蝕和任何明顯的損壞跡象。
如有必要更換所有損壞的零件。
康明斯K19 K38 和 K50 船用系列柴油發動機海水泵組裝
從動齒輪
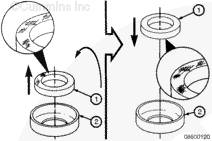
使用 5% 的清潔劑溶液。潤滑橡膠防塵罩。不要使用潤滑脂。
使用 Gilkes™ 提供的專用工具 (22) 或用手將接觸環 (19) 安裝在泵體 (14) 的驅動端。
確保環與泵體中孔的底部接觸。
使用 5% 的清潔劑溶液。潤滑定心環的內徑。將泵體 (14) 的驅動端安裝在軸承殼體和軸總成 (16) 上。安裝鎖片 (13) 和螺母 (12)。扭矩值: 34 n.m [25 ft-lb],將鎖定板的鎖片彎向螺母和殼體邊緣。
警告
當使用溶劑、酸或堿性材料清洗時,請遵循制造商的使用建議。戴上護目鏡并穿上防護服,以避免人身傷害。
注意
不要接觸密封件的密封表面。您手上的機油會造成密封件失效。
使用溶劑清潔軸和接觸環。使用 5% 的清潔劑溶液潤滑軸。
注: 密封件的最大直徑必須接觸到接觸環。
安裝機械式密封件 (18)。推動油封直到與定心環接觸。
注意
配流盤背面的鎖片必須進入泵體中的狹槽。
注: 配流盤都一樣,可以互換。

安裝配流盤的驅動端。如果配流盤安裝正確,它低于倒角大約 13 mm [0.500 in]。
安裝隔圈 (15)。安裝墊片 (11)。墊片必須接觸配流盤的驅動端。
注: 墊片的厚度對泵的性能很關鍵。
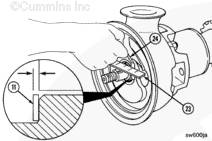
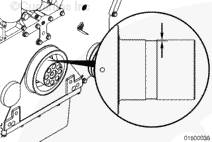
使用直尺 (23) 或將會與軸上的臺階接觸的環。使用塞尺 (24) 測量軸上的臺階和墊片(直尺)與配流盤之間的距離。該距離為葉輪側隙。海水泵葉輪側隙
0.18
最小
0.007
0.23
最大
0.009
如果側隙不符合技術規范,去除或添加墊片 (11),直到側隙正確。確保接觸環、密封件和配流盤都已正確座入。
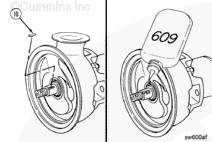
安裝軸鍵 (10)。在軸和鍵上涂覆 Loctite® 609 或等同物。
注意
不要使用錘子和心軸安裝葉輪。否則會損壞泵中的軸承。
注: 確保葉輪中的拉拔器孔朝向泵的非驅動端定位。
將葉輪中的狹槽與鍵對正。將葉輪安裝在軸上。使用帶有軟頭的錘子。僅輕敲葉輪 (1),使其在軸上伸直。
注意
不要使用太多的潤滑脂或防粘結復合劑。如果潤滑脂與密封件接觸,密封件將會失效。
使用水泵潤滑脂或防粘結復合劑。在軸的螺紋上涂抹一薄層潤滑脂。安裝墊圈 (7) 和螺母 (6)。使用螺母推動軸上的葉輪。葉輪接觸墊片后會停住。

注意
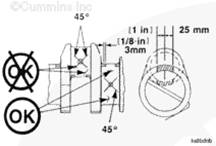
利用該插圖確定正在安裝的螺母的扭矩技術規范。如果較小的老式螺母緊固到較高的技術規范,螺母會出現故障。
此螺母需要使用 0.05 mm [1-1/4 in] 的扳手:
扭矩值: 160 n.m [120 ft-lb]
此螺母需要使用 0.044 mm [1-1/8 in] 的扳手:
扭矩值: 110 n.m [80 ft-lb]
推薦使用稍大的螺母。
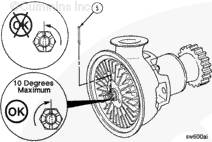
注意
不要松開螺母來把螺母中的狹槽與軸上的孔對正。為對正孔,擰緊螺母不要超過 10 度。如果狹槽與孔沒有對正,更換墊圈或稍稍減小墊圈的厚度,使狹槽與孔在正確的扭矩對正。
安裝開口銷 (5)。將銷的末端彎向螺母。
將 O 形密封圈 (4) 安裝在隔圈環 (3) 上。安裝隔圈環和 O 形密封圈。在 V 形帶箍唇的下面推動 O 形密封圈。
注: 如果拆下了配流盤的非驅動端,將配流盤安裝進泵體,使盤上的鎖片與泵體中的狹槽接合。

安裝泵體 (2) 的非驅動端。
對正拆解過程中在泵體上刻劃的標記。進口和出口的中心必須對正,相差不超過 3 度。
安裝 V 形帶箍 (1)。
擰緊卡箍。
扭矩值: 20 n.m [15 ft-lb]
使用塑料錘。充分敲打 V 形帶箍周圍。再次緊固卡箍緊固件。繼續進行該步驟,直到輕敲卡箍之后緊固件保持在正確的扭矩。

機械式密封件、唇形密封件、O 形圈、彈簧墊圈和軸承都不可維修,只能更換。
注: 只要提及 Loctite® 產品,所有表面必須符合 Loctite® 商標上的建議,清潔無潤滑脂。
將軸承 (2) 壓到軸 (4) 上。將軸和軸承總成及斜面彈簧擋圈 (18) 壓入軸承殼體 (3)。
將滾柱軸承的內座圈 (5) 壓到軸上相應位置。給該軸承上滿 Shell® ALBIDA “2”潤滑脂。
用彈簧擋圈 (21) 固定軸承。
在與軸接觸的表面上涂覆 Loctite® 574 螺紋鎖緊膠。
將密封套環 (19) 安裝在軸上。
用鎖緊螺母 (16) 固定。
扭矩值: 50 n.m [37 ft-lb]
在軸上安裝密封套環 (20) 的部位涂覆 Loctite® 641 固定膠。壓入密封套環。
確保不會有過多的 Loctite™ 進入軸承。
將唇形密封 (22) 按壓到位。使用潤滑脂潤滑唇部。
安裝 O 形圈 (1)。
將機械式密封件 (23) 的靜止部分壓入中間體 (8)。使用 5% 的清潔劑溶液安裝密封件。
用螺釘 (6) 和彈簧墊圈 (7) 將中間體固定在軸承殼體上。
不要將螺釘完全擰緊。
使用 5% 的清潔劑溶液,以便將機械式密封件 (23) 的旋轉部分安裝到軸上。
注: 密封件表面必須清潔干燥,以使密封性良好。
將密封隔圈 (24) 滑到軸上。
安裝驅動端配流盤 (9),使端口處于 9 點鐘位置。
注: 將加注葉輪壓到軸上時,確保支起軸端,以免軸承有負荷。
將加注葉輪 (25) 壓到軸上。
安裝定距環 (10)、次級配流盤 (9) 和磨損環 (11)。
注: 確保配流盤接頭肋位于 12 點鐘位置,以使其位于耐磨板上的兩個定位銷之間。
用 Loctite® 242 螺紋鎖緊膠潤滑螺釘螺紋。
安裝螺釘 (12) 和彈簧墊圈 (37)。
扭矩值: 5 n.m [44 in-lb]
安裝隔圈 (39)。
用 Loctite® 242 螺紋鎖緊膠和帶式扳手將葉輪 (27) 固定到軸上。
扭矩值: 175 n.m [129 ft-lb]
擦掉過多的 Loctite®。
注: 在總成上安裝吸管彎頭和泵殼體時,務必要潤滑密封 O 形圈,以免組裝時造成損壞。
安裝新的 O 形圈 (26)。
使用螺釘 (6) 和彈簧墊圈 (7) 安裝吸管彎頭和泵殼總成 (13)。
必須在軸承殼體 (3) 與中間體 (8) 之間安裝合適的墊片 (31)、(32)、(33) 和 (34),以平衡加注葉輪的側隙。
用塞尺檢查最大、最小間隙。
選擇正確的墊片,均衡側向間隙。用最大間隙減去最小間隙。最大和最小間隙的差值加上最小間隙即為正確的側隙尺寸。
擰緊螺釘 (6)。
扭矩值: 25 n.m [221 in-lb]
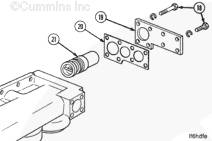
將橡膠片狀閥(40)安裝到機加工孔中。小板側安裝到排水孔內。
安裝 O 形圈法蘭 (30) 并用埋頭螺釘 (38) 緊固。
康明斯K38 K50 、QSK38、KTA38GC 和 QSK50柴油發動機機油泵維修
康明斯K38 K50 、QSK38、KTA38GC 和 QSK50柴油發動機機油泵安裝
|
該部件或總成重達 23 kg [50 lb] 以上。為防止造成嚴重的人身傷害,一定要找人幫忙或使用合適的提升設備來提升此部件或總成。 |
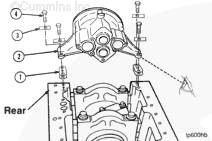
注: 本步驟所示的是 K38 發動機。對于 K50 、QSK38、KTA38GC 和 QS K50 發動機,此步驟是相同的。
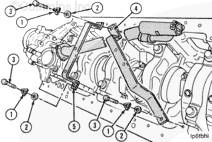
檢查確保泵的每一個安裝支柱都有一個定位銷。
安裝泵拆卸之前已安裝的所有墊片 (1)。將泵 (2) 安裝到缸體上。安裝四個新鎖片 (3)、墊圈和螺釘 (4)。
扭矩值: 95 n.m [70 ft-lb]
向螺釘頭和泵底座上方彎曲鎖片。
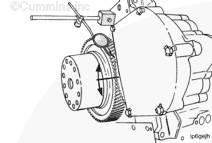
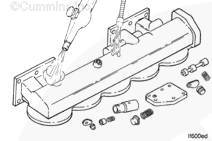
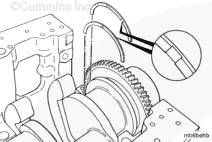
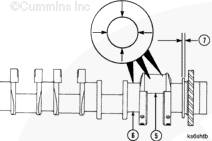
測量機油泵驅動齒輪齒隙。
注: 發動機的頂部必須朝上,以便測量機油泵驅動齒輪的齒隙。
使用千分表測量泵驅動齒輪與后曲軸齒輪之間的齒隙。
機油泵齒輪與曲軸后齒輪的齒隙
|
mm |
in | |
|
0.08 |
最小 |
0.003 |
|
0.30 |
最大 |
0.012 |
如果齒隙小于技術規范,拆卸泵并在每個安裝支柱和缸體之間安裝同等厚度的墊片。現有 0.13 mm [0.005 in](零件號 3026312)和 0.25 mm [0.010 in](零件號 3026313)兩種規格的墊片。
安裝噴油泵。使用前述的步驟。再次測量齒隙。
如果齒隙大于技術規范,拆下部分墊片,并再次測量齒隙。如果原先未安裝任何墊片,則表明泵驅動齒輪或曲軸后齒輪已磨損,必須更換。
康明斯K38 K50 、QSK38、KTA38GC 和 QSK50柴油發動機機油輸油管
概述
機油輸油管連接的是機油泵出口與安裝在缸體上的機油傳輸接管。K38 和 K50 發動機的機油輸油管有所不同。機油輸油管隨機油濾清器座的位置而有所不同。如果機油濾清器座位于發動機的右排,則機油輸油管為 U 形。如果機油濾清器座位于發動機的左排,則機油輸油管相對較直。如果機油濾清器座安裝在發動機的某一排,機油輸油管總會使機油從機油泵流向相對的那一排。
K50 發動機低速泵的機油輸油管不同于 K50 高速泵的輸油管。
老式 K50 機油輸油管用 9.525 mm [0.375 inch] 螺栓連接到泵上。新式 K50 機油輸油管用 11.125 mm [0.438 inch] 螺栓連接到泵上。老式管不可維修。如果必須更換老式管,則安裝到泵上的 9.525 mm [0.375 in] 螺栓必須具有一個 9.525 mm [0.375 in] 和一個 11.125 mm [0.438 in] 的平墊圈,確保較小的墊圈不彎曲,造成螺栓松動。
輸油管的厚度有所增加。大修發動機時,建議安裝新的較厚的管。
機油輸油管至缸體的接管:
機油輸油管至缸體的接管對 K38 和 K50 發動機而言有所不同。K38 發動機的接管沒有高壓減壓閥。如果高速和低速泵都已安裝, K50 發動機的接管具有高壓減壓閥。
老式 K38 接管具有一個螺紋孔,用于為輸油管連接形如毛茛的擋圈。新式接管具有兩個螺紋孔,用來連接輸油管上的滑動法蘭。大修發動機時,建議安裝新式接管(零件號 3026700)。新式 K38 缸體相對于接管(零件號 3176713)進行了改進,該接管與 K50 發動機具有相同的螺栓孔間隔。如果缸體已更換為新式缸體,則接管也必須更換。
機油輸油管密封件:
K38 發動機機油輸油管的兩端具有 O 形密封圈。有些發動機的輸油管上制造了矩形密封圈。拆下輸油管后,這些發動機上的矩形密封圈必須用 O 形密封圈更換。
K50 發動機具有用來密封機油輸油管兩端的矩形密封圈。輸油管上的密封與機油吸油管的密封具有不同的尺寸。
K38 輸油管 O 形密封圈的制造材料和 K50 高速泵輸油管的矩形密封圈的制造材料都已改變。新材料能抵抗較高的溫度。新密封圈可以通過寬度為 13 mm [0.500 in] 的黃色條紋加以識別。
準備步驟
警告
蓄電池可能會有易爆性氣體逸出。為了盡可能避免人身傷害,在維護蓄電池前,必須保持發動機艙通風良好。為避免產生電弧,應首先拆下負極 (-) 蓄電池電纜,并最后連接負極 (-) 蓄電池電纜。
警告
美國的一些州和聯邦機構已經認定使用過的機油有致癌作用,而且能產生生殖疾病。應避免吸入機油蒸汽、誤吞以及長時間接觸用過的機油。如果不再繼續使用,應按照當地環保法規進行處理。
警告
為了減小人身傷害的可能性,應避免皮膚直接接觸熱機油。
斷開蓄電池。參考第 13 節中的步驟 013-009。斷開空氣起動馬達的空氣/燃油供應(如果配備)。參考第 12 節中的步驟 012-022。排放發動機中的機油。參考第 7 節中的步驟 007-037。拆下油底殼底座。參考第 7 節中的步驟 007-053。
康明斯K38 K50 、QSK38、KTA38GC 和 QSK50柴油發動機機油輸油管拆卸
K38 和 K50 發動機的機油輸油管也有所不同。 K50 低速與高速泵的管有所不同。
如果機油濾清器座安裝在發動機的右排或左排,管也會有所不同。只顯示了用在安裝在左排的濾清器座上的管。如果管用在右排安裝的濾清器座上,步驟是相同的。
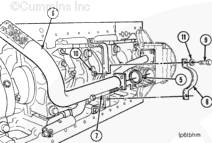
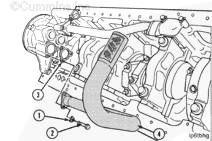
康明斯K38
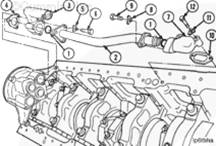
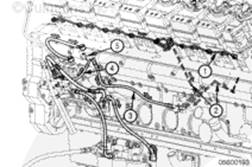
彎曲螺栓頭上的所有鎖片。拆卸螺栓 (9) 和兩個螺栓 (12)。拆下接頭 (7)、密封墊 (10) 和矩形密封圈 (1)。
廢棄密封件和密封墊。拆下 3 顆螺栓 (6)。拆下管 (2)、機油減壓閥 (3)、密封墊 (4) 和密封 (1)。廢棄密封件和密封墊。
配備低速(雙齒輪)泵的 K50 發動機拆卸說明如下:
彎曲螺栓頭上的所有鎖片。拆卸兩個螺栓 (7) 和兩個螺栓 (10)。拆下機油減壓閥 (5)、密封墊 (8) 和矩形密封圈 (1)。
廢棄密封墊和密封。
拆下 3 顆螺栓 (4)、吸油管 (2) 和密封 (1)。
廢棄密封。
注意
螺栓 (3) 是具有特定疲勞額定值的零件。不要將它們扔到一起或扔進容器中,而損壞這些零件。該零件損壞會造成故障。
配備高速(三齒輪)泵的 K50 發動機拆卸說明如下:
彎曲螺栓頭上的所有鎖片。拆下兩個螺栓 (6) 和兩個螺栓 (9)。拆下機油減壓閥 (4)、密封墊 (7) 和矩形密封圈 (1)。
廢棄密封墊和密封。
拆下 4 顆螺栓 (3)、管 (2) 和密封 (1)。
廢棄密封。
清潔和檢查能否繼續使用
|
當使用溶劑、酸或堿性材料清洗時,請遵循制造商的使用建議。戴上護目鏡并穿上防護服,以避免人身傷害。 |
|
使用壓縮空氣時,戴上合適的護目鏡和防護面罩。飛揚的碎屑和臟物會造成人身傷害。 |
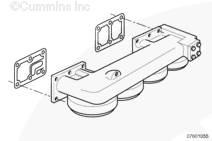
注: K38 和 K50 發動機的機油輸油管有所不同。該步驟相同。插圖以 K38 的零件為例。
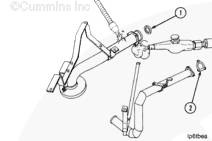
管 (1) 用于位于發動機右排的機油濾清器座。管 (2) 用于位于發動機左排的機油濾清器座。
從管上拆下矩形密封圈 (3)。廢棄該圈。
使用溶劑或蒸氣清洗管。
用壓縮空氣吹干。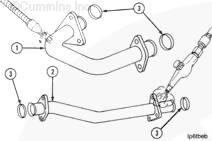
|
如果吸油管進行過焊接維修,一定要從管內部清除所有焊渣和任何會斷裂的金屬。如果有任何碎屑進入到機油泵和系統中,齒輪將會損壞并導致故障。 |
檢查零件有無裂紋或其它損壞。如果管路有裂紋或損壞,則必須進行維修或更換。

康明斯K38 K50 、QSK38、KTA38GC 和 QSK50柴油發動機機油輸油管安裝
注意
必須安裝正確的機油輸油管,否則發動機會由于缺乏潤滑油而嚴重受損。
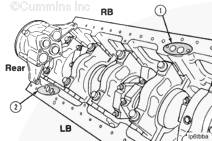
如果要將機油濾清器座安裝在左排 (LB),則機油輸油管必須連接到右排 (RB) (1) 中央的主油道。
如果要將機油濾清器座安裝在右排 (RB),則機油輸油管必須連接到左排 (LB) (2) 后部的主油道。
帶低速或高速(雙齒輪)泵的 K38 和 K50 發動機以及帶高速(三齒輪)泵的 K50 發動機的機油輸油管有所不同。以下是每個輸油管的正確步驟。
注意
如果吸油管的密封墊安裝在機油泵和機油壓力調節器殼體之間,則密封墊可能會彈出導致泄漏,這將會降低發動機機油壓力并造成發動機嚴重損壞。
注: 密封墊 (4) 以前是紅色的。新密封墊必須 通過密封墊厚度以及密封墊中心大孔的內徑識別。

注: 安裝好所有零件前不要擰緊任何螺栓。
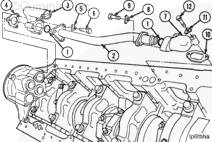
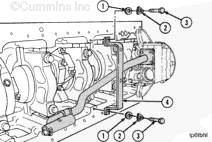
K38 發動機左排機油濾清器座的安裝說明如下:
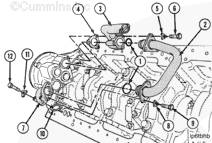
將 O 形密封圈 (1) 安裝至輸油管 (2)。使用植物油潤滑密封。
將管裝入減壓閥 (3) 的孔內。
將 3 個鎖片 (5) 安裝至 3 顆螺栓 (6)。
將密封墊 (4)、機油減壓閥 (3)、管 (2) 和鎖片及螺栓安裝至泵。
將機油減壓閥安裝至機油泵,使閥總成朝油底殼集油槽傾斜。
將接頭 (7) 安裝到管上。將 2 個鎖片 (8) 安裝在 2 顆螺栓 (9) 上。將 2 顆螺栓和鎖片穿過管法蘭安裝在接頭上。
安裝接頭密封墊 (10)。將 2 個鎖片 (11) 安裝在 2 顆螺栓 (12)。將鎖片和螺栓穿過接頭和密封墊安裝至缸體。
檢查以確保輸油管 (2) 沒有接觸到缸體的任何零件。
將接頭 (7) 和管 (2) 朝泵的方向推動。確保零件正確對準。
擰緊兩顆螺栓 (12)。
扭矩值: 60 n.m [44 ft-lb]
擰緊兩顆螺栓 (9)。
扭矩值: 40 n.m [30 ft-lb]
擰緊 3 顆螺栓 (6)。
扭矩值: 40 n.m [30 ft-lb]
檢查以確定所有零件都平靠在相鄰零件上。彎曲零件和螺栓頭上的鎖片以確保螺栓沒有松動。
注意
如果吸油管的密封墊安裝在機油泵和機油壓力調節器殼體之間,則密封墊可能會彈出導致泄漏,這將會降低發動機機油壓力并造成發動機嚴重損壞。
注: 密封墊 (4) 以前是紅色的。新密封墊必須 通過密封墊厚度以及密封墊中心大孔的內徑識別。

K38 發動機右排機油濾清器座的安裝說明如下:
將 O 形密封圈 (1) 安裝至輸油管 (2)。使用植物油潤滑密封。
將管裝入減壓閥 (3) 的孔內。
注: 安裝好所有螺栓前不要擰緊任何螺栓。
將 3 個鎖片 (5) 安裝至 3 顆螺栓 (6)。
將密封墊 (4)、機油減壓閥 (3)、管 (2) 和鎖片及螺栓安裝至泵。
注: 將機油減壓閥安裝至機油泵,使閥總成朝油底殼集油槽傾斜。
將接頭 (7) 安裝到管上。將 2 個鎖片 (8) 安裝在 2 顆螺栓 (9) 上。將 2 顆螺栓和鎖片穿過管法蘭安裝在接頭上。
安裝接頭密封墊 (10)。將 2 個鎖片 (11) 安裝在 2 顆螺栓 (12)。將鎖片和螺栓穿過接頭和密封墊安裝至缸體。
將管 (2) 朝泵的方向推。將管推至泵時,將接頭 (7) 朝向管和缸體推動以確保零件正確對準。
擰緊 3 顆螺栓 (6)。
扭矩值: 40 n.m [30 ft-lb]
擰緊兩顆螺栓 (12)。
扭矩值: 60 n.m [44 ft-lb]
擰緊兩顆螺栓 (9)。
扭矩值: 40 n.m [30 ft-lb]
檢查以確定所有零件都平靠在相鄰零件上。彎曲零件和螺栓頭上的鎖片以確保螺栓沒有松動
K50 發動機低速機油泵左排機油濾清器座的安裝說明如下:
將矩形密封圈 (1) 安裝在輸油管 (2) 上。
使用植物油潤滑密封。
將管 (2) 裝入泵的小孔。
注: 安裝好所有零件前不要擰緊任何螺栓。
將鎖片 (3) 安裝在螺栓 (4) 上。將螺栓穿過管上的法蘭安裝在泵上。
將減壓閥 (5) 安裝至管。將鎖片 (6) 安裝在螺栓 (7) 上。將管上的法蘭安裝在閥上。
將密封墊 (8) 安裝在閥與缸體之間。
將鎖片 (9) 安裝在 2 顆螺栓 (10) 上。將螺栓 (10) 穿過閥和密封墊安裝到缸體上。
檢查以確保輸油管 (2) 沒有接觸到缸體的任何零件。確保管上的法蘭平靠在相鄰零件上。
擰緊 3 顆螺栓 (4)。
扭矩值: 60 n.m [44 ft-lb]
擰緊兩顆螺栓 (10)。
扭矩值: 60 n.m [44 ft-lb]
擰緊兩顆螺栓 (7)。
扭矩值: 40 n.m [30 ft-lb]
彎曲零件和螺栓頭上的鎖片以確保螺栓沒有松動。
K50 發動機低速機油泵右排機油濾清器座的安裝說明如下:
將矩形密封圈 (1) 安裝在輸油管 (2) 上。
使用植物油潤滑密封。
將管 (2) 裝入泵的小孔。
注: 安裝好所有零件前不要擰緊任何螺栓。
將鎖片 (3) 安裝在螺栓 (4) 上。將螺栓穿過管上的法蘭安裝在泵上。
將減壓閥 (5) 安裝至管。將鎖片 (6) 安裝在螺栓 (7) 上。將管上的法蘭安裝在閥上。
將密封墊 (8) 安裝在閥與缸體之間。
將鎖片 (9) 安裝在 2 顆螺栓 (10) 上。將螺栓 (10) 穿過閥和密封墊安裝到缸體上。
確保管上的法蘭平靠在相鄰零件上。
將管 (2) 朝泵的方向推。將管推至泵時,將閥 (4) 朝向管和缸體推動以確保零件正確對準。
擰緊 3 顆螺栓 (4)。
扭矩值: 60 n.m [44 ft-lb]
擰緊兩顆螺栓 (10)。
扭矩值: 60 n.m [44 ft-lb]
擰緊兩顆螺栓 (7)。
扭矩值: 40 n.m [30 ft-lb]
彎曲零件和螺栓頭上的鎖片以確保螺栓沒有松動。
注意
螺栓 (3) 是具有特定疲勞額定值的螺栓(零件號 3026676)。零件號壓印在螺栓頭上。不要安裝其它任何會失效的螺栓或零件。處理螺栓時應加以注意以防損壞。
K50 發動機高速機油泵左排機油濾清器座的安裝說明如下:
將矩形密封圈 (1) 安裝在輸油管 (2) 上。
使用植物油潤滑密封。
將管 (2) 裝入泵上靠近左排的孔內。
注: 安裝好所有零件前不要擰緊任何螺栓。
將 4 顆螺栓 (3) 穿過管上的法蘭安裝在泵上。
將減壓閥 (4) 安裝至管。將鎖片 (5) 安裝在螺栓 (6) 上。將螺栓穿過管上的法蘭安裝在閥上。
將密封墊 (7) 安裝在閥與缸體之間。
將鎖片 (8) 安裝在螺栓 (9) 上。
將螺栓 (9) 穿過閥和密封墊安裝到缸體上。
檢查以確保管 (2) 沒有接觸到缸體的任何零件。如果接觸,轉動管。
確保管上的法蘭平靠在相鄰零件上。
朝泵推動閥 (4) 和管 (2)。確保管上的法蘭平靠在相鄰零件上。
擰緊 4 顆螺栓 (3)。
扭矩值: 95 n.m [70 ft-lb]
擰緊兩顆螺栓 (9)。
扭矩值: 60 n.m [44 ft-lb]
擰緊兩顆螺栓 (6)。
扭矩值: 40 n.m [30 ft-lb]
彎曲零件和螺栓頭上的鎖片以確保螺栓沒有松動。
注意
螺栓 (3) 是具有特定疲勞額定值的螺栓(零件號 3026676)。零件號壓印在螺栓頭上。不要安裝其它任何會失效的螺栓或零件。處理螺栓時應加以注意以防損壞。
K50 發動機高速機油泵右排機油濾清器座的安裝說明如下:
將矩形密封圈 (1) 安裝在輸油管 (2) 上。
使用植物油潤滑密封。
將管 (2) 裝入泵上靠近左排的孔內。
注: 安裝好所有零件前不要擰緊任何螺栓。
將 4 顆螺栓 (3) 穿過管上的法蘭安裝在泵上。
將減壓閥 (4) 安裝至管。將鎖片 (5) 安裝在螺栓 (6) 上。將螺栓穿過管上的法蘭安裝在閥上。
將密封墊 (7) 安裝在閥與缸體之間。
將鎖片 (8) 安裝在螺栓 (9) 上。將螺栓 (9) 穿過閥和密封墊安裝到缸體上。
確保管上的法蘭平靠在相鄰零件上。
將管 (2) 朝泵的方向推。將管推至泵時,將閥 (4) 朝向管和缸體推動以確保零件正確對準。
擰緊 4 顆螺栓 (3)。
扭矩值: 95 n.m [70 ft-lb]
擰緊兩顆螺栓 (9)。
扭矩值: 60 n.m [44 ft-lb]
擰緊兩顆螺栓 (6)。
扭矩值: 40 n.m [30 ft-lb]
彎曲零件和螺栓頭上的鎖片以確保螺栓沒有松動。
最后步驟
警告
蓄電池能會有易爆性氣體逸出。為了盡可能避免人身傷害,在維護蓄電池前,必須保持發動機艙通風良好。為避免產生電弧,應首先拆下負極 (-) 蓄電池電纜,并最后連接負極 (-) 蓄電池電纜。
安裝油底殼底座。參考第 7 節中的步驟 007-053。向發動機加注機油。參考第 7 節中的步驟 007-037。將空氣/燃油供應連接到空氣起動馬達上(如果配備)。參考第 12 節中的步驟 012-022。連接蓄電池。參考第 13 節中的步驟 013-009。
起動發動機,檢查有無泄漏。
康明斯K38 K50 、QSK38、KTA38GC 和 QSK50柴油發動機機油輸油管
準備步驟
警告
蓄電池可能會有易爆性氣體逸出。為了盡可能避免人身傷害,在維護蓄電池前,必須保持發動機艙通風良好。為避免產生電弧,應首先拆下負極 (-) 蓄電池電纜,并最后連接負極 (-) 蓄電池電纜。
警告
美國的一些州和聯邦機構已經認定使用過的機油有致癌作用,而且能產生生殖疾病。應避免吸入機油蒸汽、誤吞以及長時間接觸用過的機油。如果不再繼續使用,應按照當地環保法規進行處理。
警告
為了減小人身傷害的可能性,應避免皮膚直接接觸熱機油。
斷開蓄電池。參考第 13 節中的步驟 013-009。斷開空氣起動馬達的空氣/燃油供應(如果配備)。參考第 12 節中的步驟 012-022。排放發動機中的機油。參考第 7 節中的步驟 007-037。拆下油底殼底座。參考第 7 節中的步驟 007-053。
康明斯K38 K50 、QSK38、KTA38GC 和 QSK50柴油發動機機油輸油管安裝
注意
必須安裝正確的機油輸油管,否則發動機會由于缺乏潤滑油而嚴重受損。
如果要將機油濾清器座安裝在左排 (LB),則機油輸油管必須連接到右排 (RB) (1) 中央的主油道上。
如果要將機油濾清器座安裝在右排 (RB),則機油輸油管必須連接到左排 (LB) (2) 后部的主油道上。
帶低速或高速(雙齒輪)泵的 K38 和 K50 發動機以及帶高速(三齒輪)泵的 K50 發動機的機油輸油管有所不同。以下是每個輸油管的正確步驟。
注意
如果吸油管的密封墊安裝在機油泵和機油壓力調節器殼體之間,則密封墊可能會彈出導致泄漏,這將會降低發動機機油壓力并造成發動機嚴重損壞。
注: 密封墊 (4) 以前是紅色的。新密封墊必須通過密封墊厚度以及密封墊中心大孔的內徑加以識別。
注: 所有零件安裝完畢前,不要擰緊任何螺栓。
K38 發動機左排機油濾清器座的安裝說明如下:
將 O 形密封圈 (1) 安裝至輸油管 (2)。使用植物油潤滑密封。
將管裝入減壓閥 (3) 的孔內。
將 3 個鎖片 (5) 安裝至 3 顆螺栓 (6)。
將密封墊 (4)、機油減壓閥 (3)、管 (2) 和鎖片及螺栓安裝至泵。
將機油減壓閥安裝至機油泵,使閥總成朝油底殼集油槽傾斜。
將接頭 (7) 安裝到管上。將 2 個鎖片 (8) 安裝在 2 顆螺栓 (9) 上。將 2 顆螺栓和鎖片穿過管法蘭安裝在接頭上。
安裝接頭密封墊 (10)。將 2 個鎖片 (11) 安裝在 2 顆螺栓 (12)。將鎖片和螺栓穿過接頭和密封墊安裝至缸體。
檢查以確保輸油管 (2) 沒有接觸到缸體的任何零件。
將接頭 (7) 和管 (2) 朝泵的方向推動。確保零件正確對準。
擰緊兩顆螺栓 (12)。
扭矩值: 60 n.m [44 ft-lb]
擰緊兩顆螺栓 (9)。
扭矩值: 40 n.m [30 ft-lb]
擰緊 3 顆螺栓 (6)。
扭矩值: 40 n.m [30 ft-lb]
檢查以確定所有零件都平靠在相鄰零件上。彎曲零件和螺栓頭上的鎖片以確保螺栓沒有松動。
注意
如果吸油管的密封墊安裝在機油泵和機油壓力調節器殼體之間,則密封墊可能會彈出導致泄漏,這將會降低發動機機油壓力并造成發動機嚴重損壞。
注: 密封墊 (4) 以前是紅色的。新密封墊必須通過密封墊厚度以及密封墊中心大孔的內徑加以識別。
K38 發動機右排機油濾清器座的安裝說明如下:
將 O 形密封圈 (1) 安裝至輸油管 (2)。使用植物油潤滑密封。
將管裝入減壓閥 (3) 的孔內。
注: 所有螺栓安裝完畢前,不要擰緊任何螺栓。
將 3 個鎖片 (5) 安裝至 3 顆螺栓 (6)。
將密封墊 (4)、機油減壓閥 (3)、管 (2) 和鎖片及螺栓安裝至泵。
注: 將機油減壓閥安裝至機油泵,使閥總成朝油底殼集油槽傾斜。
將接頭 (7) 安裝到管上。將 2 個鎖片 (8) 安裝在 2 顆螺栓 (9) 上。將 2 顆螺栓和鎖片穿過管法蘭安裝在接頭上。
安裝接頭密封墊 (10)。將 2 個鎖片 (11) 安裝在 2 顆螺栓 (12)。將鎖片和螺栓穿過接頭和密封墊安裝至缸體。
將管 (2) 朝泵的方向推。將管推至泵時,將接頭 (7) 朝向管和缸體推動以確保零件正確對準。
擰緊 3 顆螺栓 (6)。
扭矩值: 40 n.m [30 ft-lb]
擰緊兩顆螺栓 (12)。
扭矩值: 60 n.m [44 ft-lb]
擰緊兩顆螺栓 (9)。
扭矩值: 40 n.m [30 ft-lb]
檢查以確定所有零件都平靠在相鄰零件上。彎曲零件和螺栓頭上的鎖片以確保螺栓沒有松動。
K50 發動機低速機油泵左排機油濾清器座的安裝說明如下:
將矩形密封圈 (1) 安裝在輸油管 (2) 上。
使用植物油潤滑密封。
將管 (2) 裝入泵的小孔。
注: 所有零件安裝完畢前,不要擰緊任何螺栓。
將鎖片 (3) 安裝在螺栓 (4) 上。將螺栓穿過管上的法蘭安裝在泵上。
將減壓閥 (5) 安裝至管。將鎖片 (6) 安裝在螺栓 (7) 上。將管上的法蘭安裝在閥上。
將密封墊 (8) 安裝在閥與缸體之間。
將鎖片 (9) 安裝在 2 顆螺栓 (10) 上。將螺栓 (10) 穿過閥和密封墊安裝到缸體上。
檢查以確保輸油管 (2) 沒有接觸到缸體的任何零件。確保管上的法蘭平靠在相鄰零件上。
擰緊 3 顆螺栓 (4)。
扭矩值: 60 n.m [44 ft-lb]
擰緊兩顆螺栓 (10)。
扭矩值: 60 n.m [44 ft-lb]
擰緊兩顆螺栓 (7)。
扭矩值: 40 n.m [30 ft-lb]
彎曲零件和螺栓頭上的鎖片以確保螺栓沒有松動。
K50 發動機低速機油泵右排機油濾清器座的安裝說明如下:
將矩形密封圈 (1) 安裝在輸油管 (2) 上。
使用植物油潤滑密封。
將管 (2) 裝入泵的小孔。
注: 所有零件安裝完畢前,不要擰緊任何螺栓。
將鎖片 (3) 安裝在螺栓 (4) 上。將螺栓穿過管上的法蘭安裝在泵上。
將減壓閥 (5) 安裝至管。將鎖片 (6) 安裝在螺栓 (7) 上。將管上的法蘭安裝在閥上。
將密封墊 (8) 安裝在閥與缸體之間。
將鎖片 (9) 安裝在 2 顆螺栓 (10) 上。將螺栓 (10) 穿過閥和密封墊安裝到缸體上。
確保管上的法蘭平靠在相鄰零件上。
將管 (2) 朝泵的方向推。將管推至泵時,將閥 (4) 朝向管和缸體推動以確保零件正確對準。
擰緊 3 顆螺栓 (4)。
扭矩值: 60 n.m [44 ft-lb]
擰緊兩顆螺栓 (10)。
扭矩值: 60 n.m [44 ft-lb]
擰緊兩顆螺栓 (7)。
扭矩值: 40 n.m [30 ft-lb]
彎曲零件和螺栓頭上的鎖片以確保螺栓沒有松動。
注意
螺栓 (3) 是具有特定疲勞額定值的螺栓(零件號 3026676)。零件號壓印在螺栓頭上。不要安裝其他任何會失效的螺栓或零件。處理螺栓時應加以注意以防損壞。
K50 發動機高速機油泵左排機油濾清器座的安裝說明如下:
將矩形密封圈 (1) 安裝在輸油管 (2) 上。
使用植物油潤滑密封。
將管 (2) 裝入泵上靠近左排的孔內。
注: 所有零件安裝完畢前,不要擰緊任何螺栓。
將 4 顆螺栓 (3) 穿過管上的法蘭安裝在泵上。
將減壓閥 (4) 安裝至管。將鎖片 (5) 安裝在螺栓 (6) 上。將螺栓穿過管上的法蘭安裝在閥上。
將密封墊 (7) 安裝在閥與缸體之間。
將鎖片 (8) 安裝在螺栓 (9) 上。
將螺栓 (9) 穿過閥和密封墊安裝到缸體上。
檢查以確保管 (2) 沒有接觸到缸體的任何零件。如果接觸,轉動管。
確保管上的法蘭平靠在相鄰零件上。
朝泵推動閥 (4) 和管 (2)。確保管上的法蘭平靠在相鄰零件上。
擰緊 4 顆螺栓 (3)。
扭矩值: 95 n.m [70 ft-lb]
擰緊兩顆螺栓 (9)。
扭矩值: 60 n.m [44 ft-lb]
擰緊兩顆螺栓 (6)。
扭矩值: 40 n.m [30 ft-lb]
彎曲零件和螺栓頭上的鎖片以確保螺栓沒有松動。
注意
螺栓 (3) 是具有特定疲勞額定值的螺栓(零件號 3026676)。零件號壓印在螺栓頭上。不要安裝其他任何會失效的螺栓或零件。處理螺栓時應加以注意以防損壞。
K50 發動機高速機油泵右排機油濾清器座的安裝說明如下:
將矩形密封圈 (1) 安裝在輸油管 (2) 上。
使用植物油潤滑密封。
將管 (2) 裝入泵上靠近左排的孔內。
注: 所有零件安裝完畢前,不要擰緊任何螺栓。
將 4 顆螺栓 (3) 穿過管上的法蘭安裝在泵上。
將減壓閥 (4) 安裝至管。將鎖片 (5) 安裝在螺栓 (6) 上。將螺栓穿過管上的法蘭安裝在閥上。
將密封墊 (7) 安裝在閥與缸體之間。
將鎖片 (8) 安裝在螺栓 (9) 上。將螺栓 (9) 穿過閥和密封墊安裝到缸體上。
確保管上的法蘭平靠在相鄰零件上。
將管 (2) 朝泵的方向推。將管推至泵時,將閥 (4) 朝向管和缸體推動以確保零件正確對準。
擰緊 4 顆螺栓 (3)。
扭矩值: 95 n.m [70 ft-lb]
擰緊兩顆螺栓 (9)。
扭矩值: 60 n.m [44 ft-lb]
擰緊兩顆螺栓 (6)。
扭矩值: 40 n.m [30 ft-lb]
彎曲零件和螺栓頭上的鎖片以確保螺栓沒有松動。
最后步驟
警告
蓄電池可能會有易爆性氣體逸出。為了盡可能避免人身傷害,在維護蓄電池前,必須保持發動機艙通風良好。為避免產生電弧,應首先拆下負極 (-) 蓄電池電纜,并最后連接負極 (-) 蓄電池電纜。
安裝油底殼底座。參考第 7 節中的步驟 007-053。向發動機內加注機油。參考第 7 節中的步驟 007-037。將空氣/燃油供應連接到空氣起動馬達上(如果配備)。參考第 12 節中的步驟 012-022。連接蓄電池。參考第 13 節中的步驟 013-009。起動發動機,檢查有無泄漏。
康明斯K38和 K50 柴油發動機機油吸油管(安裝在缸體上)
概述
K38 和 K50 發動機的機油吸油管有所不同。不同油底殼配置所用的吸油管有所不同。更換集油槽油底殼的前置、中置、后置配置時,必須更換吸油管。
K50 低速機油泵的吸油管不同于 K50 高速機油泵的吸油管,后者具有較大的內徑。
吸油管的支架已經更換。新式支架由較重的材料制成,具有不同的卡箍布置。
注意
請使用正確的支架和卡箍,否則吸油管會破裂,這樣會導致機油壓力喪失或降低,對機油泵中的泵油齒輪造成損壞。
注意
安裝吸油管和支架時,必須遵循“發動機組裝”中描述的順序,參考步驟 000-002。必須遵循這一順序,否則會造成這些零件出現故障。
機油吸油管密封件
K38 發動機具有一個將吸油管法蘭密封到泵上的密封墊。
K50 發動機具有一個密封吸油管末端的矩形密封圈。吸油管上的密封與輸油管上的密封具有不同的尺寸。低速機油泵上吸油管的密封與高速機油泵吸油管上的密封具有不同的尺寸。
吸油管上矩形密封圈的制作材料已經改變。新材料能抵抗較高的溫度。新密封可通過 13 mm [0.500 in] 寬的黃色條紋來識別。
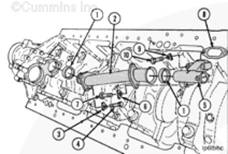
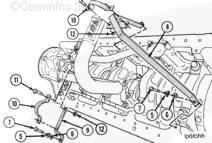
K38 發動機機油吸油管
吸油管(參考注釋 1)
螺栓 [3/8-16 x 2.250 in]
螺栓 [3/8-16 x 1.000 in]
吸油管法蘭密封墊
鎖片
吸油管支架(卡箍)
吸油管支架(支架)
吸油管支架(支架)
鎖緊螺母 [3/8-16 in]
螺栓 [3/8-16 x 1.250 in]
注: 1 - 插圖所示的吸油管用于中央集油槽油底殼。其它集油槽配置需要不同的吸油管
康明斯K38和 K50 柴油發動機機油吸油管(安裝在缸體上)拆卸
K38 和 K50 發動機的吸油管有所不同。 K50 高速(三齒輪)泵和 K50 低速(雙齒輪)泵的吸油管不同。識別正在維修的發動機和泵的型號。
注: 插圖顯示的是典型吸油管。正在維修發動機上的吸油管可能有所不同。
K38
彎曲螺栓頭上的鎖片 (5)。
拆下螺栓 (11)、螺母 (12) 和卡箍 (10)。拆下螺栓 (7) 以及支架 (9) 和 (8)。
彎曲螺栓頭上的鎖片 (1)。拆下 3 顆螺栓 (2)、管和密封墊 (3)。廢棄密封墊。
帶低速(雙齒輪)泵的 K50 發動機。拆下螺栓 (15)、鎖緊螺母 (16) 和卡箍 (14)。
注: 無需拆卸支架 (10)。
彎曲螺栓頭上的鎖片。拆下 3 顆螺栓 (9)、管 (7) 和矩形密封圈 (6)。廢棄油封。
注: 為清晰期間,機油輸油管的一部分沒有顯示。
彎曲螺栓頭上的鎖片。拆下螺栓 (3)。拆下支架 (4) 和 (5)。
帶高速(三齒輪)泵的 K50 發動機。拆下螺栓 (9)、螺母 (10) 和卡箍 (8),
注意
這 4 顆螺栓 (7) 是具有特定疲勞額定值的零件。不要相互貼著扔這些零件或將它們扔進容器中,以免損壞零件。該零件損壞會造成故障。
拆下 4 顆螺栓 (7)、管 (6) 和矩形密封圈 (5)。廢棄油封。
彎曲螺栓頭上的鎖片。拆下螺栓 (3) 以及支架 (4) 和 (5)。
清潔并檢查能否繼續使用
注: 正在維修的發動機上使用的吸油管可能與圖示有所不同。不同的集油槽位置和深度需要不同的吸油管。吸油管末端的濾網類型可能不同。
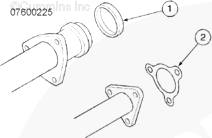
從吸油管上拆下密封圈 (1) 或密封墊 (2)。廢棄該零件。
警告
使用蒸汽清洗器時,戴上安全眼鏡或防護面罩,并穿上防護服。熱蒸汽可能會造成嚴重的人身傷害。
警告
當使用溶劑、酸或堿性材料清洗時,請遵循制造商的使用建議。戴上護目鏡并穿上防護服,以避免人身傷害。
警告
使用壓縮空氣時,戴上合適的護目鏡和防護面罩。飛揚的碎屑和污垢會造成人身傷害。
使用溶劑或蒸汽。清洗零件。用壓縮空氣吹干。
注意
如果吸油管進行過焊接維修,一定要從管內部清除所有焊渣和任何會斷裂的金屬。如果有碎屑進入機油泵和系統中,齒輪將會損壞并將導致故障。
檢查吸油管和支架上有無裂紋或其它損壞。檢查管的支架部位有無磨損。如果吸油管或支架有裂紋或損壞,必須對其進行維修或更換。

康明斯K38和 K50 柴油發動機機油吸油管(安裝在缸體上)安裝
注: 安裝的吸油管經常用作示例。圖示的吸油管用于標準中央位置的集油槽。正在維修的發動機的這個零件可能有所不同。
注: 必需吸油管的步驟有三個:
K38
帶低速或高速(雙齒輪)機油泵的 K50 發動機
帶高速機油泵的 K50 發動機
參考該步驟了解正在維修發動機上的泵的類型。
K38 機油吸油管
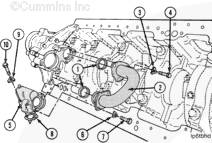
將 3 個鎖片 (1) 安裝進 3 個螺栓 (2)。
注: 密封墊 (3)(零件號 206013)的顏色為灰黑色,內徑為 55.25 mm [2.175 in],密封墊厚度為 0.71 到 0.86 mm [0.028 到 0.034 in],可根據這些進行識別。以前的密封墊為白色,可與灰黑色的密封墊完全互換。
注意
安裝的密封墊不正確會造成密封墊失效,或機油壓力阻力增加。這樣會造成機油壓力減小。
安裝密封墊 (3)、吸油管 (4) 以及鎖片和螺栓。
扭矩值: 41 n.m [30 ft-lb]
注意
不要彎曲吸油管,使其適合支架。如果需要,彎曲支架。
注意
擰緊螺栓時不要彎曲卡箍。卡箍彎曲將會失效,過大的側向負荷會造成吸油管出現故障。確保卡箍之間的間隙在支架兩側相同。
注: 直到所有的支架和卡箍都安裝好之后,才能擰緊螺栓。
將鎖片 (5) 和平墊圈 (6) 安裝在螺栓 (7) 上。
安裝支架 (8) 和 (9)。安裝將支架固定到缸體上的螺栓 (7)。
安裝兩個卡箍 (10)、4 顆螺栓 (11) 和 4 個鎖緊螺母 (12)。
擰緊 3 顆螺栓 (7)。
扭矩值: 41 n.m [30 ft-lb]
向支架和螺栓頭的上方彎曲鎖片 (6)。
擰緊螺栓 (11) 和鎖緊螺母 (12),直到卡箍牢固固定住吸油管。
帶低速或高速(兩個齒輪)機油泵的 K50 發動機
注: 為清晰期間,機油輸油管的一部分沒有顯示。
注: 直到所有的支架和卡箍都安裝好之后,才能擰緊螺栓。
將 3 個鎖定板 (1) 和平墊圈 (2) 安裝在螺栓 (3) 上。
注: 支架 (4) 適合于輸油管。
安裝支架 (4) 和 (5)。將螺栓 (3) 穿過支架安裝到缸體上。
將矩形密封圈 (6) 安裝在吸油管 (7) 上。
用植物油潤滑 O 形圈。
將吸油管安裝進泵的大孔中。
將 3 個鎖片 (8) 安裝在螺栓 (9) 上。將螺栓穿過管上的法蘭安裝在泵上。
旋轉吸油管,使管上的濾網平行于缸體底部。
擰緊螺栓 (9)。
扭矩值: 61 n.m [45 ft-lb]
注意
擰緊螺栓時不要彎曲卡箍。卡箍彎曲將會失效,過大的側向負荷會造成吸油管出現故障。確保卡箍之間的間隙在支架兩側相同。
安裝零件。
支架
螺栓
墊圈
重螺母
卡箍(兩個)
螺栓(4 個)
重螺母。
擰緊 4 個螺栓 (15) 和螺母 (16),直到卡箍牢固固定住吸油管。
擰緊螺栓 (11) 和螺母 (12)。
扭矩值: 41 n.m [30 ft-lb]
擰緊 3 顆螺栓 (3)。
扭矩值: 41 n.m [30 ft-lb]
向支架和螺栓的上方彎曲鎖片 (8)。
最后步驟
警告
蓄電池可能會逸出爆炸性氣體。為降低造成人身傷害的可能性,在維修蓄電池之前,必須保持發動機艙通風良好。為避免產生電弧,應最先拆下并最后連接蓄電池負極(-)電纜。
警告
美國一些州和聯邦機構已經確定用過的機油可能會致癌并產生再生毒性。應避免吸入機油蒸汽、誤吞以及長時間接觸用過的機油。如果不再繼續使用,應按照當地環保法規進行處理。
安裝油底殼底座。參考第 7 節中的步驟 007-053(油底殼底座)。
向發動機加注清潔的機油。參考第 7 節中的步驟 007-037(潤滑系統)。
將空氣/燃油供應連接到空氣起動馬達上(如果配備)。參考第 12 節中的步驟 012-022(空氣起動馬達)。
連接蓄電池。參考第 13 節中的步驟 013-009(蓄電池電纜和接頭)。
起動發動機,檢查有無泄漏。
康明斯K38與 K50柴油發動機機油壓力調節器(主油道)
概述
注: 老式 K38 發動機具有鋁制濾清器座。新式 K38 和 QSK38 發動機以及所有 K50 和 QSK 50 發動機具有由鑄鐵制成的濾清器座。圖示為兩個濾清器座的主機油壓力調節器的更換。
準備步驟
警告
蓄電池可能會有易爆性氣體逸出。為了盡可能避免人身傷害,在維護蓄電池前,必須保持發動機艙通風良好。為避免產生電弧,應首先拆下負極 (-) 蓄電池電纜,并最后連接負極 (-) 蓄電池電纜。
警告
使用蒸汽清洗器時,戴上安全眼鏡或防護面罩,并穿上防護服。熱蒸汽可能會造成嚴重的人身傷害。
警告
美國的一些州和聯邦機構已經認定使用過的機油有致癌作用,而且能產生生殖疾病。應避免吸入機油蒸汽、誤吞以及長時間接觸用過的機油。如果不再繼續使用,應按照當地環保法規進行處理。
警告
為了減小人身傷害的可能性,應避免皮膚直接接觸熱機油。
斷開蓄電池。參考第 13 節中的步驟 013-009(蓄電池電纜和接頭)。
排放發動機中的機油。參考第 7 節中的步驟 007-037(潤滑系統)。
無需拆下機油濾清器座。如果濾清器座已從發動機上拆下,使用密封墊刮刀拆下兩個安裝密封墊。
用蒸汽清潔濾清器座周圍的區域。
斷開蓄電池。參考第 13 節中的步驟 013-009(蓄電池電纜和接頭)。
斷開空氣起動馬達的空氣/燃油供應(如果配備)。參考第 12 節中的步驟 012-022(空氣起動馬達)。
排放發動機中的機油。參考第 7 節中的步驟 007-037(潤滑系統)。
無需拆下機油濾清器座。如果濾清器座已從發動機上拆下,使用密封墊刮刀拆下兩個安裝密封墊。參考第 7 節中的步驟 007-015(機油濾清器座)。
用蒸汽清潔濾清器座周圍的區域。
康明斯K38與 K50柴油發動機機油壓力調節器(主油道)拆卸
鋁制的機油壓力調節器
警告
零件處于彈簧壓力之下。零件會突然移動,爆發力足以造成人身傷害。使用能牢固控制零件的工具。
拆下:
螺栓和鎖緊墊圈(每樣 8 個)
蓋板
密封墊
壓力調節器閥。
警告
零件處于彈簧壓力之下。零件會突然移動,爆發力足以造成人身傷害。使用能牢固控制零件的工具。
注: 為清晰起見,只顯示了部分橫截面。
用壓床和心軸 (22)。推動彈簧導管 (23),直到其不與后滾銷 (24) 接觸。
用錘子和銷沖頭。拆下滾銷 (24)。

釋放手扳壓機的壓力。拆下彈簧導管 (23)。拆下 glyde 環 (25) 和 O形圈 (26)。廢棄 O 形圈。檢查 glyde 環。如果零件磨損,將其廢棄。
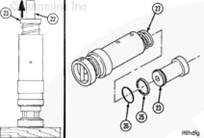
從殼體 (29) 上拆下壓力調節器彈簧 (27) 和柱塞 (28)。

鑄鐵機油壓力調節器
警告
零件處于彈簧壓力之下。零件會突然移動,爆發力足以造成人身傷害。使用能牢固控制零件的工具。
K38 和 K50 鑄鐵機油濾清器座
注: 作為示例顯示的是 K50 鑄鐵機油濾清器座。對于 K38 鑄鐵濾清器座的步驟是相同的。濾清器座殼體是 K38 和 K50 發動機上唯一不同的零件。
注: 新式濾清器座上有直螺紋塞和銅墊圈。較老的濾清器座具有較重的平墊圈或彈簧座鎖片。新式濾清器座沒有彈簧止動塊和 O 形圈。
拆下:
螺栓和鎖緊墊圈
座圈
彈簧止動塊
O 形圈
壓力調節器閥彈簧
柱塞。
清潔和檢查能否繼續使用
鋁機油壓力調節器
警告
當使用溶劑、酸或堿性材料清洗時,請遵循制造商的使用建議。戴上護目鏡并穿上防護服,以避免人身傷害。
清理所有密封墊和密封表面。使用溶劑。清潔零件。用壓縮空氣吹干。
檢查所有柱塞及其與殼體或濾清器座中的匹配孔的表面。如果使用細砂布不能清除劃痕或斑痕,則必須更換該零件。

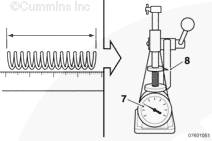
使用彈簧測試儀。測量彈簧的自由長度。測量彈簧 (7) 處于工作高度 (8) 時的彈力。
壓力調節器彈簧
零件號 206187
自由長度
124 mm
最小
4.88 in
128 mm
最大
5.02 in
工作高度
60.96 mm
2.400 in
負載
189 N
最小
42.5 Ibf
222 N
最大
49.9 Ibf
如果彈簧不符合技術規范,必須予以更換。
鑄鐵機油壓力調節器
警告
當使用溶劑、酸或堿性材料清洗時,請遵循制造商的使用建議。戴上護目鏡并穿上防護服,以避免人身傷害。
警告
使用壓縮空氣時,戴上合適的護目鏡和防護面罩。飛揚的碎屑和臟物會造成人身傷害。
清理所有密封墊和密封表面。使用溶劑。清潔零件。用壓縮空氣吹干。檢查柱塞和濾清器座中的配合孔的表面。如果使用細砂布不能去除劃痕或斑痕,則必須更換該零件。
測量彈簧的自由長度。測量彈簧 (7) 處于工作高度 (8) 時的彈力。濾清器旁通閥彈簧和壓力調節器閥彈簧
零件號 205659
自由長度
102 mm
最小
4.03 in
106 mm
最大
4.18 in
工作高度
63.5 mm
2.500 in
負載
249 N
最小
56.0 Ibf
286 N
最大
64.4 Ibf
如果彈簧不符合技術規范,必須予以更換。
康明斯K38與 K50柴油發動機機油壓力調節器(主油道)安裝
鋁
使用清潔的機油。潤滑壓力調節器柱塞 (28)。
將柱塞裝入殼體 (29)。
垂直固定殼體。柱塞必須能在孔中移動,直至與滾銷接觸。如果柱塞不能靠自身重量移動,再次檢查零件和總成上有無碎屑或毛刺。
將 O 形圈 (26) 安裝到彈簧導管 (23) 的凹槽中。將 glyde 環 (25) 安裝在 O 形圈的頂部。
注: 安裝彈簧時,確保 glyde 環呆在凹槽中。如果 glyde 環沒有保持在凹槽中,可能是 glyde 環損壞,或柱塞不能移動,造成發動機機油壓力過大。
注: 在 glyde 環的背側有少量機油有助于將其保持在凹槽中。
小心地在 glyde 環上方將壓力調節器彈簧 (27) 安裝在導管 (23) 上,直到彈簧與導管臺階接觸。
警告
零件處于彈簧壓力之下。零件會突然移動,爆發力足以造成人身傷害。使用能牢固控制零件的工具。
注: 將彈簧和導管控制在一起,使彈簧不會滑落,也不會令 glyde 環移動。
將彈簧和導管 (23) 安裝進殼體 (21) 的孔中。
用手指在這些零件上施加足夠的壓力,使他們呆在一起。
注: 安裝滾銷時,盡管必須使用手扳壓機將導管保持到位,開始時仍要用手推動彈簧導管,直到 glyde 環進入柱塞中的孔,以此確定 glyde 環仍然在原位。
用壓床和心軸 (22)。將導管 (23) 推入柱塞 (28) 的孔,直到導管移動超過滾銷孔。
安裝滾銷 (24)。確保滾銷低于殼體表面。
使用清潔的機油。潤滑壓力調節器 (21)。將總成裝入濾清器座。安裝密封墊 (20)、蓋板 (19) 和 8 個鎖緊墊圈以及 8 顆螺栓 (18)。扭矩值: 25 n.m [18 ft-lb]
鑄鐵
注: 如果利用直螺紋塞和銅墊圈固定彈簧,則不需要再安裝彈簧止動塊和 O 形圈。
使用清潔的機油。潤滑壓力調節器柱塞 (20)。將柱塞裝入濾清器座孔中。確保零件在殼體中移動自如。如果零件不能移動自如,再次檢查零件和總成中有無碎屑和毛刺。
將 O 形圈 (18) 安裝在彈簧擋板 (17) 上。使用清潔的機油。潤滑 O 形圈。安裝壓力調節器彈簧 (19)。
警告
零件處于彈簧壓力之下。零件會突然移動,爆發力足以造成人身傷害。使用能牢固控制零件的工具。
安裝彈簧止動塊 (17)、彈簧座 (16) 和鎖緊墊圈以及螺栓 (15)。扭矩值: 40 n.m [30 ft-lb]
注: 如果安裝的是直螺紋塞和銅墊圈,將螺塞緊固到上面所示的值。
最后步驟
警告
蓄電池可能會有易爆性氣體逸出。為了盡可能避免人身傷害,在維護蓄電池前,必須保持發動機艙通風良好。為避免產生電弧,應首先拆下負極 (-) 蓄電池電纜,并最后連接負極 (-) 蓄電池電纜。
警告
美國的一些州和聯邦機構已經認定使用過的機油有致癌作用,而且能產生生殖疾病。應避免吸入機油蒸汽、誤吞以及長時間接觸用過的機油。如果不再繼續使用,應按照當地環保法規進行處理。
如果已拆下機油濾清器座,將其安裝。
向發動機加注清潔的機油。參考第 7 節中的步驟 007-037(潤滑系統)。
連接蓄電池。參考第 13 節中的步驟 013-009(蓄電池電纜和接頭)。
運轉發動機并檢查運轉是否正常。
如果已拆下機油濾清器座,將其安裝。參考第 7 節中的步驟 007-015(機油濾清器座)。
向發動機加注清潔的機油。參考第 7 節中的步驟 007-037(潤滑系統)。
將空氣/燃油供應連接到空氣起動馬達上(如果配備)。參考第 12 節中的步驟 012-022(空氣起動馬達)。
連接蓄電池。參考第 13 節中的步驟 013-009(蓄電池電纜和接頭)。
運轉發動機,檢查有無泄漏。
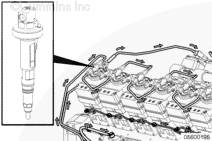
康明斯K38 K50 、QSK38、KTA38GC 和 QSK50柴油發動機 噴油器和燃油管路 - 綜述
概述
配備機械驅動噴油器
K38 和 K50 發動機上使用過 4 種主要類型的燃油系統:
固定正時
分級正時控制(STC)
機械液壓式 (HVT) 分級正時控制 (STC)
CENTRY™ 系統
固定正時
固定正時系統是 K38 和 K50 發動機上使用的第一類系統。最初使用的是標準 K 噴油器,參考步驟 006-026。
分級正時控制(STC)
STC 的噴油正時分兩個階段。在起動和輕載狀況下,發動機在噴油正時的提前模式下運行,在中載或重載狀況下,發動機在噴油正時的正常模式下運行。
STC 有許多優點。在提前噴油正時期間,STC 可以:
改善寒冷氣候下的怠速特性
減少寒冷氣候下的白煙
改善輕負荷燃油經濟性
減少噴油器積碳。
在正常噴油模式下,STC 可以:
控制氣缸壓力
減少一氧化氮的排放。
STC 系統主要構成部件有:
STC 噴油器
STC 機油控制閥
STC 管路。
這些部件根據燃油泵油軌壓力(發動機負載)來控制噴油正時。
機械液壓式 (HVT) 分級正時控制 (STC)
HVT/STC 系統在 K38 發動機上投入生產和維修是在 1988 年 4 月(首臺發動機生產序號 33113986),而用于 K50 發動機是在 1988 年 2 月(首臺發動機生產序號 33113563)。
本系統通過使用液力控制閥將燃油噴油從提前正時轉換為正常正時。以前的 HVT/STC 系統通過使用電控開關/閥布置,能實現相同的功能。
機械液壓式 STC 控制閥通過使用燃油泵測試臺標定至一個指定的流量和壓力。篡改閥或管路將導致燃油經濟性和發動機耐久力降低。為維持可接受的氣缸壓力和白煙水平,同時確保最佳的燃油經濟性,必須進行正確的氣門操作。
噴油正時通過向噴油器上的液壓挺桿供應定量的機油來更改。挺桿充滿機油時,噴油正時為提前正時。挺桿未充滿發動機機油時,噴油正時為正常。
燃油油軌壓力超過預設值時,噴油正時將從提前模式更改為正常模式。當燃油油軌壓力降至 159 kPa [23 psi] 時,噴油正時將從正常模式返回到提前模式。在燃油油軌壓力再次超過預設值上限之前,噴油正時將保持處于提前模式。
電子燃油壓力開關系統
燃油壓力開關適用于 12 伏和 24 伏的系統。燃油壓力開關通常都處于“CLOSED”(閉合)位置。當燃油壓力超過 365 kPa [53 psi] 時,該開關將處于“OPEN”(打開)位置。該開關的一個端子連接到燃油泵切斷閥的正極端子上。另一個端子連接到 STC 機油控制閥的正極端子上。
STC 機油控制閥既適用于 12 伏也適用于 24 伏的系統。該閥通常處于“CLOSED”(閉合)位置。當電磁閥斷電時,該閥將處于“OPEN”(打開)位置,以允許機油流入 STC 機油歧管。
STC 減壓閥包括一個 0.51 mm [0.020 in] 計量孔,以控制在正常噴油正時期間流到 STC 機油歧管中的進油流量。14 kPa 至 40 kPa [2 psi 至 6 psi] 單向閥球保持向機油歧管供應加壓機油,以防在正常模式下空氣進入該系統。
導線線束接收燃油泵電磁閥的電流。該導線將信號從燃油油軌壓力開關發送到機油控制閥。導線線束中含有一個二極管。可使用電壓-電阻表(零件號 3376303)或每一伏特額定值為 10,000 歐姆或更大的任意電壓-電阻表 (VOM) 來檢查導線和二極管有無故障。
Centry™ 系統
Centry™ 是簡單可靠的電子發動機控制系統,專門用于工業應用類型。Centry™ 適用于所有 K38 和 K50 發動機。現在,通過使用 Centry™,康明斯工業用發動機客戶能擁有性能、燃油經濟性和耐用性更佳的發動機。Centry™ 電子設備也是自診斷設備。
康明斯 Centry™ 系統為康明斯壓力正時 (PT) 燃油系統提供智能發動機控制和監測功能。本系統擁有基本的發動機全程調速功能以及一些附加功能,這些功能對于非公路發動機而言很重要。
基本的 Centry™ 系統包括:
電子控制模塊 (ECM)
發動機轉速傳感器
電子燃油控制(EFC)執行器
燃油油軌壓力傳感器
油門位置傳感器
燃油切斷閥
所有部件都通過一個單導線線束互連到 ECM 上。
發動機拖動期間,ECM 將燃油油軌壓力控制在預先定義并存儲于 Centry™ 中的值的水平。兩個轉速以及相應的燃油設置都可進行標定和調整。
執行備用扭矩特性和閉環燃油控制都需要燃油油軌壓力傳感器。
EFC 閥在燃油系統中的燃油流動通道上。EFC 閥依照 ECM 發送的電子信號調節噴油器的供油量,從而控制發動機轉速。
燃油切斷閥安裝在燃油泵上,燃油流量由 ECM 控制。車輛/設備鑰匙開關轉到接通位置時此閥開啟,供應燃油,而開關轉到關閉位置時閥門閉合。如果 ECM 檢測到發動機超速,此閥也會被設為閉合。
正時的機械調整由 ECM 在程序的控制下通過激活正時執行器的步驟來執行。
流動部位由噴油器的標定來決定。噴油器的標定由補充噴油器的指定零件來決定。
配備電動噴油器
將燃油從燃油濾清器座輸送到內齒輪油泵和燃油泵的是燃油供油管。它們都是帶有空心接頭或者 O 形圈表面密封的柔性軟管,可防止泄漏。
燃油供油管的燃油流包括:
經第一級濾清器流向內齒輪油泵
經內齒輪泵輸出流向第二級濾清器
經第二級濾清器流向燃油泵。

噴油器供油管將燃油泵中的加壓燃油傳輸到噴油器。噴油器供油管是雙壁式管。內部管將加壓油傳輸到噴油器。外層管有防護罩,因此如果有燃油泄漏,就將燃油直接引向燃油泵側的通風管。使用下述步驟了解噴油器供油管(高壓力)繼續使用指南。參考第 6 節中的步驟 006-051。
位于缸蓋總成上的燃油回油管接收并非從噴油器噴射的、并經噴油器回油歧管及燃油歧管返回到車輛油箱的燃油。機械式卸放閥上的燃油回油管從燃油泵上帶走過量的燃油,并將這些燃油返回到車輛燃油箱。燃油泵增壓總成 1 具有一條帶走過量燃油,并將這些燃油返回到內齒輪油泵進口的管路。這種再循環在燃油泵增壓總成 1 處提供不斷的壓力,防止泵的燃油不足。燃油泵增壓總成 1 和回油歧管之間的第二根管是排氣管,此管從燃油系統(燃油濾清器改變后)中排放空氣。
燃油回油管中的燃油流包括:
缸蓋中的燃油回油管
燃油回流腔在發動機缸體與噴油器回油歧管(安裝在缸體的左側)之間
自噴油器回油歧管的燃油回油管
從燃油泵增壓總成 1 接出的回油管
燃油歧管。
燃油歧管提供一個點,所有燃油回油在這里合,然后返回到車輛燃油箱。燃油歧管具有一個用于從燃油泵增壓總成 1 接出的回油管的放氣管接頭。該放氣管接頭是一個單向閥,在壓力為 5 bar [73 psi] 時打開。在較高壓力下,這限制了系統外的流量,在拖動和起動期間使所有的流量損失最少。

噴油器由三個主要部件構成:
提供螺紋端口的三通接頭以便連接噴油器供油管。
收集碎屑的流線式濾清器、計量孔和流量限制器都可用來保持噴油器內恒定的供油壓力。
噴油器體有一個收集加壓燃油的空間。帶接頭的電氣導線插入到主發動機線束。電子控制的電磁閥用于操作針閥。ECM 指令電磁閥控制燃油噴油器。
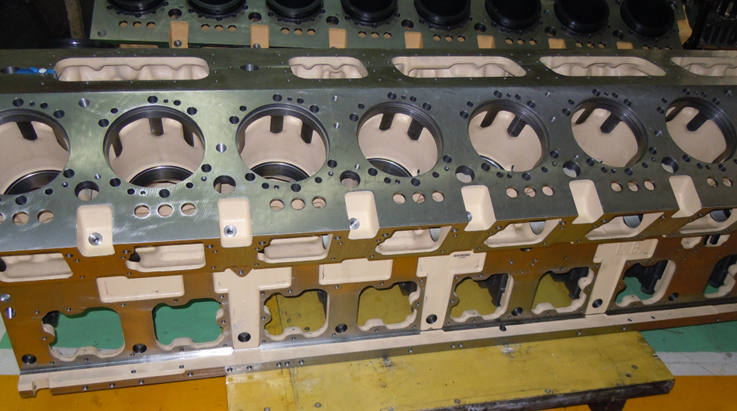
康明斯K38 與K50柴油發動機氣缸體和缸套座
準備步驟
警告
為了減小人身傷害的可能性,應避免皮膚直接接觸熱機油。
警告
美國一些州和聯邦機構已經確定用過的機油可能會致癌并產生再生毒性。應避免吸入機油蒸汽、誤吞以及長時間接觸用過的機油。如果不再繼續使用,應按照當地環保法規進行處理。
警告
該部件或總成重達 23 kg [50 lb] 以上。若要防止造成嚴重的人身傷害,一定要使用合適的提升設備來提升此部件或總成。
排放廢機油。參考步驟 007-037。拆下油底殼。參考步驟007-025。拆下機油油底殼連接件。參考步驟 007-027。如有必要,拆下機油泵。參考步驟007-031。拆下缸體加強板。
清潔并檢查康明斯K38 與K50柴油發動機氣缸體和缸套座能否繼續使用
警告
當使用溶劑、酸或堿性材料清洗時,請遵循制造商的使用建議。戴上護目鏡并穿上防護服,以避免人身傷害。
使用刮刀或纖維研磨墊(如 Scotch-Brite™ 7477)或等同物,以及溶劑。清潔缸體的缸蓋頂面。不要使污垢進入氣缸。表面必須沒有污垢、機油和密封墊材料,但不必看上去光潔如新。
注: 沉孔臺階必須保持清潔干燥。如果有機油,總成中使用的密封膠將不會干燥。
檢查缸體頂面有無磨損。如果在缸蓋密封墊密封圈或密封圈接觸部位出現磨蝕損壞,必須維修表面。參考《補救維修手冊》(公告號 3379035)。
其它任何區域的磨損只要不影響沉孔或缸套突出量的測量,則可以接受。
檢查定位銷是否損壞。使用定位銷拆卸工具(零件號 ST-1134)或等同物拆下損壞的定位銷。
檢查沉孔臺階有無穴蝕部位。如果有穴蝕,就必須加工臺階。
檢查有無裂紋。
使用裂紋檢測組件(零件號 337532)或等同物檢查沉孔臺階有無裂紋。周向裂紋如果不超過臺階寬度一半則可以接受。
延伸到螺栓孔的裂紋不符合標準。如果螺栓孔中安裝了螺栓孔螺紋鑲圈,則可以使用此缸體。參考《補救維修手冊》(公告號 3379035)。
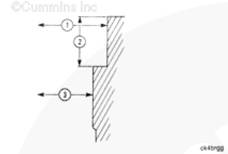
檢查沉孔
為正確檢查缸體,沉孔設計必須要確定。
所用的術語都是:
上部沉孔內徑
沉孔深度
下部沉孔內徑
密封圈孔
沉孔臺階
沉孔圓角。
康明斯K38 與K50柴油發動機氣缸體和缸套座測量
沉孔環 — 厚頂面缸體設計,大多數首臺發動機序列號大于 33100193 的 康明斯K38 發動機都采用此設計。所有 K50 發動機采用此設計
(1) 實際尺寸取決于安裝的是標準尺寸還是加大尺寸的缸套。
|
毫米 |
加大尺寸 [in] |
英寸 |
|
190.284 到 190.335 |
[標準] |
7.4915 到 7.4935 |
|
190.538 到 190.589 |
[0.010] |
7.5015 到 7.5035 |
|
190.792 到 190.843 |
[0.020] |
7.5115 到 7.5135 |
|
191.046 到 191.097 |
[0.030] |
7.5215 到 7.5235 |
|
191.300 到 191.351 |
[0.040] |
7.5315 到 7.5335 |
(2) 實際尺寸取決于安裝的是標準尺寸還是加大尺寸的缸套。該尺寸還取決于是否為了使用墊片而切削缸體
|
毫米 |
加大尺寸 [in] |
英寸 |
|
18.26 到 18.31 |
[標準] |
0.718 到 0.720 |
|
18.52 到 18.57 |
[0.010] |
0.728 到 0.730 |
|
18.77 到 18.82 |
[0.020] |
0.738 到 0.740 |
|
19.02 到 19.07 |
[0.030] |
0.748 到 0.750 |
|
19.28 到 19.33 |
[0.040] |
0.758 到 0.760 |
如果先前為了使用墊片和加大尺寸的缸套而加工缸體,則最大深度會高于 3.39 mm [0.133 in]。
(3) 首臺發動機序列號小于 33101028
|
毫米 |
英寸 | |
|
181.74 到 181.79 |
7.155 到 7.157 |
注: 有些首臺發動機序列號小于 33101028 的發動機的上述 (3) 大于技術規范。缸體仍可以繼續使用,只要缸套與尺寸 (1) 間實現正確壓配合。
(6) 該設計有一個雙底切圓角。
(7) 該設計有一個起到負載分配墊圈 (8) 作用的沉孔環。
|
毫米 |
加大尺寸 [in] |
英寸 |
|
5.055 到 5.067 |
[標準] |
0.1990 到 0.1995 |
|
5.105 到 5.118 |
[0.002] |
0.2010 到 0.2015 |
|
5.156 到 5.169 |
[0.004 |
0.2030 到 0.2035 |
(9) 該深度取決于缸套的尺寸。缸套突出量必須在 0.152 到 0.203 mm [0.006 到 0.008 in]。
|
毫米 |
加大尺寸 [in] |
英寸 |
|
13.16 到 13.23 |
[標準] |
0.519 到 0.521 |
|
13.41 到 13.49 |
[0.010] |
0.529 到 0.531 |
|
13.67 到 13.74 |
[0.020] |
0.539 到 0.541 |
|
13.92 到 14.00 |
[0.030] |
0.549 到 0.551 |
|
14.17 到 14.25 |
[0.040] |
0.559 到 0.561 |
如果上部沉孔不符合標準的技術規范,缸體為了使用加大尺寸的缸套必須進行加工。
如果缸體大于最大加大尺寸的技術規范,可以安裝修理襯套。參考《補救維修手冊》(公告號 3379035)。
只有在沉孔深度 (2) 不符合技術規范,缸體為了使用墊片必須進行加工。為了使用墊片而加工缸體之前,安裝一個加大尺寸的沉孔環來檢查是否可以取得正確的突出量。
|
不要為了使用沉孔環而嘗試加工這種設計的缸體,否則將會使缸體斷裂。 |
薄頂面缸體 — 雙底切圓角設計,有些首臺發動機序列號大于 33100193 的 K38 備載發電機組發動機采用此設計。 K50 發動機不采用此設計。
(1) 實際尺寸取決于安裝的是標準尺寸還是加大尺寸的缸套。
|
毫米 |
加大尺寸 [in] |
英寸 |
|
190.284 到 190.335 |
[標準] |
7.4915 到 7.4935 |
|
190.538 到 190.589 |
[0.010] |
7.5015 到 7.5035 |
|
190.792 到 190.843 |
[0.020] |
7.5115 到 7.5135 |
|
191.046 到 191.097 |
[0.030] |
7.5215 到 7.5235 |
|
191.300 到 191.351 |
[0.040] |
7.5315 到 7.5335 |
(2) 對于突出量為 0.152 到 0.203 mm [0.006 到 0.008 in] 的缸套,要求符合這些技術規范。自從推出采用此設計的缸體后,已修改了突出量技術規范。
實際尺寸取決于安裝的是標準尺寸還是加大尺寸的缸套以及是否為了使用墊片而加工缸體。
|
毫米 |
加大尺寸 [in] |
英寸 |
|
13.16 到 13.23 |
[標準] |
0.519 到 0.521 |
|
13.41 到 13.49 |
[0.010] |
0.529 到 0.531 |
|
13.67 到 13.74 |
[0.020] |
0.539 到 0.541 |
|
13.92 到 14.00 |
[0.030] |
0.549 到 0.551 |
|
14.17 到 14.25 |
[0.040] |
0.559 到 0.561 |
(3) 有些采用此設計的缸體的尺寸 (3) 大于技術規范。缸體仍可以繼續使用,只要缸套與尺寸 (1) 間實現正確壓配合。
|
毫米 |
英寸 | |
|
181.74 到 181.79 |
7.155 到 7.157 |
(6) 該設計有一個雙底切圓角。
如果上部沉孔不符合標準的技術規范,缸體為了使用墊片必須進行加工。
只有在沉孔深度 (2) 不符合技術規范,缸體為了使用墊片必須進行加工。參考步驟(缸體 - 為安裝墊片而切削沉孔的深度)。
如果缸體大于最大加大尺寸缸套的技術規范,可以安裝修理襯套。參考《補救維修手冊》(公告號 3379035)。
推薦使用這種設計的缸體限僅 K38 備載發電機組應用。

|
不要為了使用沉孔環而嘗試加工這種設計的缸體,否則將會使缸體斷裂。 |
薄頂面缸體設計,大多數首臺發動機序列號小于 33100193 的 K38 發動機都采用此設計。 K50 發動機不采用此設計。
(1) 實際尺寸取決于安裝的是標準尺寸還是加大尺寸的缸套。
|
毫米 |
加大尺寸 [in] |
英寸 |
|
190.284 到 190.335 |
[標準] |
7.4915 到 7.4935 |
|
190.538 到 190.589 |
[0.010] |
7.5015 到 7.5035 |
|
190.792 到 190.843 |
[0.020] |
7.5115 到 7.5135 |
|
191.046 到 191.097 |
[0.030] |
7.5215 到 7.5235 |
|
191.300 到 191.351 |
[0.040] |
7.5315 到 7.5335 |
注: 對于突出量為 0.152 到 0.203 mm [0.006 到 0.008 in] 的缸套,要求符合這些技術規范。自從生產采用此設計的缸體后,已修改了突出量技術規范。
(2) 實際尺寸取決于安裝的是標準尺寸還是加大尺寸的缸套以及是否為了使用墊片而加工缸體。
|
毫米 |
加大尺寸 [in] |
英寸 |
|
13.16 到 13.23 |
[標準] |
0.519 到 0.521 |
|
13.41 到 13.49 |
[0.010] |
0.529 到 0.531 |
|
13.67 到 13.74 |
[0.020] |
0.539 到 0.541 |
|
13.92 到 14.00 |
[0.030] |
0.549 到 0.551 |
|
14.17 到 14.25 |
[0.040] |
0.559 到 0.561 |
(3) 有些采用此設計的缸體的尺寸 (3) 大于技術規范。缸體仍可以繼續使用,只要缸套與尺寸 (1) 間實現正確壓配合。
|
毫米 |
英寸 |
|
181.74 到 181.79 |
7.155 到 7.157 |
該設計不采用雙底切圓角。
推薦使用這種設計的缸體僅限 K38 備載發電機組應用或要求額定功率不高于 675 kw [900 bhp] 的應用。
測量上部沉孔 (1) 的內徑。測量點必須在缸體頂面 2.5 mm [0.100 in] 以內。
上部沉孔直徑必須完全圓整到 0.025 mm [0.001 in] 以內。如果測量值不符合技術規范,確定缸體是否可以加工以使用加大尺寸的缸套。參考步驟(缸體 - 為安裝加大尺寸的缸套而進行切削)。
注: 上部沉孔必須為 0.025 mm [0.001 in] ≤ 缸套法蘭 ≤ 0.076 mm [0.003 in]。
測量下部沉孔 (3) 的內徑。測量點必須在沉孔臺階頂部 2.5 mm [0.100 in] 以內。在相距 90 度的兩個點測量
下部沉孔直徑必須在 0.025 mm [0.001 in] 以內。
如果下部沉孔直徑大于技術規范,該缸體可以使用,只要缸套法蘭外徑大于上部沉孔內徑 0.025 mm [0.001 in]。如果缸套與上部沉孔間沒有實現壓配合,缸體為了使用加大尺寸的缸套必須進行加工(尺寸 1)。
|
確保測微計接觸沉孔臺階的平面。它不能接觸沉孔表面。 |
使用深度測微計。測量圖示四個部位的沉孔深度。四次測量值必須 不能相差超過 0.025 mm [0.001 in]。如果測量值不符合技術規范,沉孔臺階必須進行加工。這種情況下,請參考步驟 001-058。
|
在沒有雙底切的缸體上,確保千分表不與沉孔面(圓角)接觸。 |
使用零件號 ST-537 深度千分表。測量臺階上不少于四個部位的沉孔臺階傾角。每個部位測量一次,測量時必須盡量靠近沉孔邊緣。
沉孔臺階的傾角如果不超過下述規定則可以接受。
如果沉孔圓角(表面)附近側得的尺寸與沉孔邊緣側得的尺寸相同或者大于后者不超過 0.036 mm [0.0014 in],則沉孔臺階可以接受。
沉孔臺階的傾角如果沉孔邊緣附近的尺寸大于沉孔圓角(表面)附近側得的尺寸則不符合標準,在這種情況下,臺階必須進行加工。參考《補救維修手冊》(公告號 3379035)中帶襯套的填料環孔的修理資料。
測量密封圈孔。
仔細檢查密封圈孔頂部的倒角。
倒角或環孔過度穴蝕不符合標準。參考《補救維修手冊》(公告號 3379035)中帶襯套的填料環孔的修理資料。
測量填料環孔的直徑。
|
密封圈孔直徑 | ||
|
mm |
in | |
|
177.34 |
最小 |
6.982 |
|
177.39 |
最大 |
6.984 |
康明斯K38 與K50柴油發動機氣缸體和缸套座泄漏測試
向發動機冷卻系統加壓。參考步驟008-018。
檢查缸套座前應加壓 15 分鐘。確保檢查前系統內保持有氣壓。
|
Measurements | ||
|
|
kpa |
psi |
|
空氣壓力 |
138 |
20 |
檢查康明斯缸套外徑及康明斯缸體中缸套座下部的區域有無冷卻液泄漏。如果發現泄漏,拆下缸套。檢查密封圈和缸套。參考步驟 001-028。
如果發現缸套座泄漏。參考步驟 001-028。檢查缸體缸套沉孔區域。
最后步驟
警告
該部件或總成重達 23 kg [50 lb] 以上。若要防止造成嚴重的人身傷害,一定要使用合適的提升設備來提升此部件或總成。
安裝康明斯缸體加強板。
如果康明斯機油泵已經拆除,重新安裝。參考步驟007-031。
安裝康明斯機油吸油管和輸油管。參考步驟 007-035 。
安裝康明斯油底殼連接件。參考步驟 007-027。
安裝康明斯油底殼。參考步驟007-025。
用清潔的機油注滿發動機。參考步驟 007-037。
運轉康明斯發動機直到溫度達到 80°C [176°F]。
檢查康明斯冷卻液和機油是否泄漏。
康明斯K38與 K50柴油發動機曲軸
準備步驟
警告
蓄電池可能有易爆性氣體逸出。為避免人身傷害,在維護蓄電池前,必須保持發動機艙通風良好。為了避免產生電弧,應首先拆下負極 (-) 蓄電池電纜,并最后連接負極 (-) 蓄電池電纜。
警告
美國的一些州和聯邦機構已經認定使用過的機油有致癌作用,而且能產生生殖疾病。應避免吸入機油蒸汽、誤吞以及長時間接觸用過的機油。如果不再繼續使用,應按照當地環保法規進行處理。
警告
為了減小人身傷害的可能性,應避免皮膚直接接觸熱機油。
警告
該部件或總成重達 23 kg [50 lb] 或更重。為防止造成嚴重的人身傷害,一定要獲得幫助或使用合適的提升設備來提升此部件或總成。
警告
蓄電池可能有易爆性氣體逸出。為避免人身傷害,在維護蓄電池前,必須保持發動機艙通風良好。為了避免產生電弧,應首先拆下負極 (-) 蓄電池電纜,并最后連接負極 (-) 蓄電池電纜。
斷開蓄電池。參考第 13 節中的步驟 013-009。
斷開康明斯空氣起動馬達的空氣/燃油供應(如果配備)。參考第 12 節中的步驟 012-022。
排空機油。參考第 7 節中的步驟 007-037。
拆下全流式濾清器。參考第 7 節中的步驟 007-013。
拆卸機油吸油管。參考第 7 節中的步驟 007-035。
拆下康明斯機油油底殼適配器。參考第 7 節中的步驟 007-027。
拆卸康明斯發動機并放在發動機支架上。參考第 0 節中的步驟 000-001。
拆下柔性連接盤(如有安裝)。參考第 16 節中的步驟 016-004。
拆下康明斯飛輪(如有安裝)。參考第 16 節中的步驟 016-005。
拆下康明斯飛輪殼。參考第 16 節中的步驟 016-006。
拆下康明斯前齒輪室蓋。參考第 1 節中的步驟 001-031。
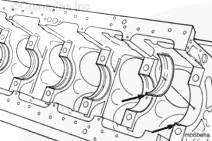
拆下康明斯連桿軸承蓋。參考第 1 節中的步驟 001-054。
拆下康明斯主軸承蓋。參考第 1 節中的步驟 001-006。
康明斯K38與 K50柴油發動機曲軸拆卸
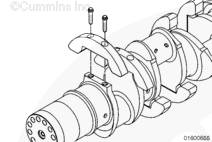
拆下兩個螺釘。拆卸下止推軸承支架。
拆下兩個曲軸止推軸承并做上標記。
警告
該部件或總成重達 23 kg [50 lb] 或更重。為防止造成嚴重的人身傷害,一定要獲得幫助或使用合適的提升設備來提升此部件或總成。
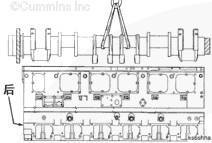
使用尼龍繩和吊車拆卸曲軸。
拆下主軸承上軸瓦并做上標記。在定位舌上標記軸承的位置。
拆下六個螺釘。拆卸曲軸止推軸承支架。

清潔并檢查康明斯K38與 K50柴油發動機曲軸能否繼續使用
|
當使用溶劑、酸或堿性材料清洗時,請遵循制造商的使用建議。戴上護目鏡并穿上防護服,以避免人身傷害。 |
|
使用壓縮空氣時,戴上合適的護目鏡和防護面罩。飛揚的碎屑和臟物會造成人身傷害。 |
用溶劑清洗曲軸后再用壓縮空氣吹干。檢查曲軸有無拉痕或劃痕。如果用指甲無法感覺到痕跡,則拋光曲軸沒有意義。
使用 Scotch-Brite™ 7448 研磨墊(零件號 3823258)或等同工具,清除機加工面的變色痕跡或輕微劃痕。如果進行了此拋光流程,則必須再次清潔曲軸。

|
當使用溶劑、酸或堿性材料清洗時,請遵循制造商的使用建議。戴上護目鏡并穿上防護服,以避免人身傷害。 |
|
使用壓縮空氣時,戴上合適的護目鏡和防護面罩。飛揚的碎屑和臟物會造成人身傷害。 |
K2000E、K1800E 和 K1500E 發動機使用前端帶有 77.47 mm [3.050 in] 直徑螺栓分布圓的曲軸。螺紋為滾絲螺紋,而不像以前 K50 曲軸上的切削螺紋。清潔滾絲螺紋時,請用溶劑沖洗。用壓縮空氣吹干螺紋。如果還需要附加清潔,用尼龍毛刷進行洗刷。
|
當使用溶劑、酸或堿性材料清洗時,請遵循制造商的使用建議。戴上護目鏡并穿上防護服,以避免人身傷害。 |
使用溶劑或毛刷清潔所有機油油道。使用少量防護油潤滑零件以防止生銹。
|
當使用溶劑、酸或堿性材料清洗時,請遵循制造商的使用建議。戴上護目鏡并穿上防護服,以避免人身傷害。 |
注: 新曲軸涂覆有厚厚的防護油。使用溶劑徹底去除涂層。在發動機上安裝曲軸之前,先刷出或沖出機油油道中的包裝碎屑。
使用磨石拋光前部和后部油封位置、飛輪安裝位置和減振器位置的外徑。清除所有輕微劃痕和凹槽。
|
當使用溶劑、酸或堿性材料清洗時,請遵循制造商的使用建議。戴上護目鏡并穿上防護服,以避免人身傷害。 |
|
使用壓縮空氣時,戴上合適的護目鏡和防護面罩。飛揚的碎屑和臟物會造成人身傷害。 |
使用溶劑清洗曲軸。用壓縮空氣吹干。
注: 確保吹通曲軸每端的螺紋孔和機油油道。使用少量防護油,以防發動機重裝過程中生銹。用膠帶蓋住螺紋孔。

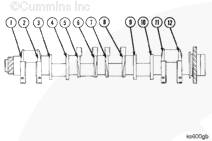
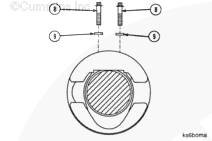
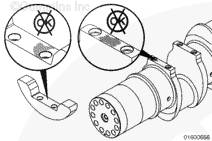
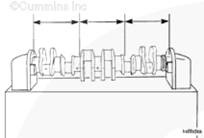
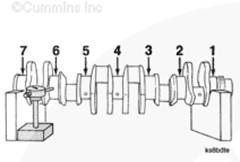
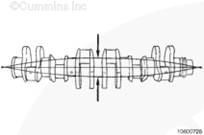
曲軸曲柄板從曲軸前端開始編號。編號鋼印在曲柄板上。K50 曲軸有 16 個曲柄板(未顯示)。K38 曲軸有 12 個曲柄板(如圖所示)。
|
如果配重被拆卸,必須將其安裝在相同曲軸的正確位置上。如果安裝位置不當,則會損壞發動機。 |
K50 曲軸帶有由螺栓固定的配重。各配重上的編號與所連接的曲柄板的編號相同。 K50 曲軸帶有八個配重。如果必須更換配重,則必須再次對曲軸進行平衡。參考《補救維修手冊》(公告號 3379035)。較新的曲軸帶有配重用環形定位銷。新式和老式的曲軸上的配重不能互換。

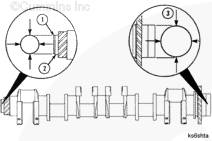
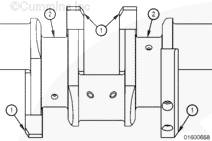
測量圖示位置的外徑。
曲軸外徑
|
mm |
in | ||
|
位置 (1) |
110.74 |
最小 |
4.360 |
|
|
110.77 |
最大 |
4.361 |
|
位置 (2) |
111.07 |
最小 |
4.373 |
|
|
111.13 |
最大 |
4.375 |
|
位置 (3) |
184.10 |
最小 |
7.248 |
|
|
184.15 |
最大 |
7.250 |
檢查曲軸兩端的螺紋有無損壞。
如有必要,參考參考《補救維修手冊》(公告號 3379035)以了解維修說明。
檢查滾銷 (4) 有無損壞。如果損壞,更換這些滾銷。
必須安裝滾銷是因為它們能夠使減振器和飛輪與曲軸對齊。減振器和飛輪有需要用來正確調整氣門和噴油器的分度標記。
|
K2000E、K1800E 和 K1500E 發動機的曲軸前端上使用了滾壓螺紋。不要使用螺紋切削絲錐切螺紋或清理螺紋,否則會造成損壞或故障。 |
曲軸前端不允許使用螺紋補救鑲圈。
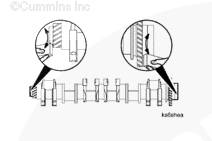
檢查康明斯曲軸油封接觸區域有無磨損。如果磨損槽是連續的并且不超過 0.12 mm [0.05 in] 深,則磨損槽是可以接受的。
如果磨損槽深度大于上述的技術規范,則必須更換曲軸。如果磨損槽深度小于上述的技術規范,則可以安裝一個承磨套筒以維修表面。對于帶有承磨套筒的曲軸前油封安裝,使用下述步驟。參考第 1 節中的步驟 001-023。在重裝過程中,建議將維修套筒安裝到曲軸前端上以保護曲軸前端。曲軸后端無法使用維修套筒,因為它已集成到曲軸后端上。
注: 不得使用任何金屬噴射或焊接工藝維修曲軸前端。
檢查康明斯主軸承軸頸和連桿軸承軸頸有無損壞或過度磨損。細微的劃痕是可以接受的。如果手指甲可以感覺到劃痕,必須更換或機加工曲軸。參考《補救維修手冊》(公告號 3379035)。

測量所有軸頸的外徑和止推法蘭厚度。
連桿軸承軸頸外徑 (5)
|
mm |
in | |
|
107.87 |
最小 |
4.247 |
|
107.95 |
最大 |
4.250 |
主軸承外徑 (6)
|
mm |
in | |
|
165.05 |
最小 |
6.498 |
|
165.10 |
最大 |
6.500 |
注: 如果外徑不符合技術規范,可以機加工曲軸,縮小尺寸。當一個軸頸不符合技術規范時,務必要研磨所有的軸頸。
可提供加大尺寸的連桿軸承和主軸承。參考《補救維修手冊》(公告號 3379035)以了解研磨技術規范和說明。
注: 如果止推距離不符合技術規范,可提供加大尺寸的止推軸承。可以使用比標準軸承厚 0.25 mm [0.010 in]、0.51 mm [0.020 in]、0.76 mm [0.030 in] 和 1.02 mm [0.040 in] 的軸承。如果曲軸必須進行機加工才能使用加大尺寸的止推軸承,請參考《補救維修手冊》(公告號 3379035)。
給曲軸涂抹一薄層防銹油以防止沾上灰塵。如果不是馬上安裝曲軸,涂覆厚厚一層防護油。
測量止推法蘭。
止推法蘭 (7)
|
mm |
in | |
|
12.52 |
最小 |
0.493 |
|
12.75 |
最大 |
0.502 |

|
必須擰緊螺釘否則配重可能掉落,造成發動機的嚴重損壞。 |
使用扭矩扳手檢查配重螺釘的扭矩。每個配重都有兩個螺釘。扭矩值: 285 n.m [210 ft-lb],在有任何松動螺釘的配重上做標記。

注: 下列步驟僅適用于有松動螺釘的配重。拆下螺釘 (8) 和墊圈 (9)。拆下配重。
檢查配重和曲軸的配合面之間有無磨蝕或損壞。如果配重損壞,必須更換配重,而且曲軸必須保持平衡。如果曲軸損壞,必須更換曲軸,或者更換配重并修理曲軸。修復磨蝕時從曲軸安裝墊塊上去除的材料不應超過 0.51 mm [0.020 in]。
|
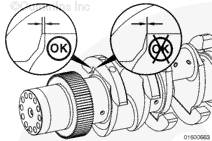
如果配重已拆下,安裝時零件號朝向最近的主軸承軸頸。如果配重安裝不正確,配重可能撞擊連桿,引起發動機重大損壞。 |
注: 確保將配重大修回其原始位置。各配重上壓印的編號與所連接的曲柄板編號相同。
安裝墊塊側的曲軸和配重之間不得存在干擾。用清潔的發動機機油潤滑墊圈和螺釘。安裝墊圈 (9) 和螺釘 (8)。擰緊螺釘。扭矩值: 285 n.m [210 ft-lb]
擰緊螺釘后,目視檢查配重和曲軸之間有無干擾狀況。安裝墊塊側的曲軸和配重之間不得存在干擾。
檢查止推軸承支架的配合面有無損壞。如有必要,使用金剛砂布或磨粉布除去所有毛刺或其他缺陷。徹底清潔止推軸承支架和座圈。
磁力探傷檢查
使用磁粉探傷設備。采用工件通電檢查法。然后采用線圈通電檢查法。將設備調整為 1800 安培的直流電或整流后的交流電。使用連續通電法。每次只能浸濕曲軸的 1/3。檢查曲軸有無裂紋。
注: 安匝數是指流經線圈的電流與線圈匝數的乘積。
采用線圈通電法。采用最小直徑為 514 mm [20.250 in] 的線圈。使用連續通電法對線圈通電。檢查曲軸有無裂紋。
|
電流(安匝數) | |
|
最小 |
4500-VDC 或整流后的 VAC |
|
最大 |
5000-VDC 或整流后的 VAC |
表面裂痕的接受極限:
完成浸濕操作后,明顯可以看到一條裂痕。完成浸濕操作后不能明顯地看到表面以下的裂痕。使用作為機器的一部分的紫外線燈,可以看到表面以下的裂痕。
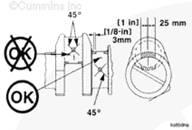
如果存在以下情況,不使用曲軸:
在圓角或陰影區域有裂痕
有一條與機油孔相交成 45 度斜線或開裂到機油孔倒角的裂痕
有一條長于 6 mm [0.250 in] 的裂痕
一個軸頸上的裂痕超過 4 條。
表面以下裂痕的接受極限:
如果存在以下情況,不使用曲軸:
在圓角或陰影區域有一條周向裂痕。
有一條長于 25.4 mm [1.00 in] 的周向裂痕。
有一條長于 9.5 mm [0.375 in] 的軸向裂痕。
有一條距離機油孔倒角小于 1.5 mm [0.0625 in] 的裂痕。
有一條與機油孔相交成 45 度斜線的裂痕。
|
穿上防護服以避免人員燙傷。 |
|
必須對曲軸進行徹底消磁和清潔。微小金屬微粒將會導致發動機損壞。 |
對曲軸進行消磁處理。
用蒸汽清潔曲軸和機油油道。
給曲軸涂抹一薄層防銹油以防止沾上灰塵。
注: 如果不打算立即安裝曲軸,涂覆厚厚一層防護
油。用蓋子蓋住零件以防污垢粘附在機油上。
彎曲度和扭曲度檢查
曲軸平直度由總跳動量和相鄰軸頸跳動量確定。
下列定義將有助于理解這些步驟:
總跳動量:在用兩個端軸頸支撐曲軸時,在中間軸承軸頸測得千分表總跳動量(總指針擺動量)。總跳動量通常也稱作彎曲度或全長直線度。
軸頸跳動量:當曲軸轉動一整圈(360 度)時,主軸承軸頸的千分表總跳動量(總指針擺動量)。
相鄰軸頸的跳動量:主軸承軸頸繞其共同軸旋轉時,所測得主軸承軸頸的千分表總跳動量與相鄰軸頸的千分表總跳動量之間的關系。
相鄰軸頸的跳動量通常指間隔跳動量、軸承間跳動量或軸頸間跳動量。
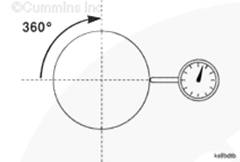
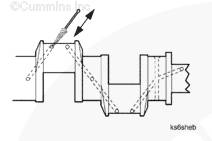
時鐘位置:最高千分表跳動量總讀數的軸頸位置。它是從曲軸的前面看,其與 1 號曲軸銷之間的角度相對關系。在本例中,曲軸銷位于 8 點鐘位置。這就是被測軸頸的時鐘位置。

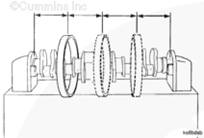
將兩個 v 形限位塊放置在平面上。用 v 形限位塊支撐曲軸兩端的軸頸。
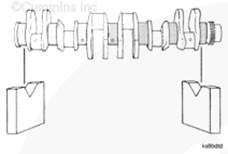
使用千分表,固定千分表時使表桿在軸頸中心線上與要測量的軸承軸頸接觸。
所選的測量點必須用于測量所有的軸承軸頸。
K50 曲軸有 9 個主軸承軸頸(未顯示)。
K38 曲軸有 7 個主軸承軸頸,如圖所示。
轉動曲軸并測量每個軸承軸頸的千分表總讀數。記錄各軸頸的值和時鐘位置。
檢查零件號以確定曲軸是否為完全圓角淬硬式,或者是非完全圓角淬硬式。參考第 F 節中的步驟 001-999。
如果完全圓角淬硬或噴丸處理的曲軸的總跳動量不符合技術規范,則必須予以廢棄。沒經過圓角處理的曲軸可以校直。參考《補救維修手冊》(公告號 3379035)。
確定曲軸總跳動量
將跳動量與技術規范進行比較。
曲軸總跳動量
|
mm |
in | |||
|
K38 發動機 |
|
0.200 |
最大 |
0.0079 |
|
K50 發動機 |
|
0.267 |
最大 |
0.0105 |
確定相鄰軸頸的跳動量:
此圖說明標記的點。
按下一頁圖示,在極坐標圖表中標出各軸頸時鐘位置的千分表總跳動量的值。
V 形限位塊支撐的兩端軸頸必須標在圖表的中心位置。
|
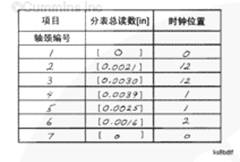
軸頸 |
千分表總讀數 |
時鐘位置 |
|
1 |
0 |
0 |
|
2 |
0.0021 |
12 |
|
3 |
0.0030 |
12 |
|
4 |
0.0039 |
1 |
在標出的各點之間畫一條直線(從 1 號軸頸到 2 號軸頸、從 2 號軸頸到 3 號軸頸),直到所有軸頸都標在圖表中。
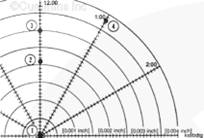
只要測量各軸頸與其相應軸頸點之間的直線長度,便可以確定相鄰軸頸的跳動量。
以插圖為例,3 號軸頸和 4 號軸頸的相鄰軸頸的跳動量為 5.1 mm [2 in]。這表示跳動量為 0.051 mm [0.002 in]。
記錄各軸承軸頸間的相鄰軸頸的跳動量。將相鄰軸頸的跳動量與技術規范進行比較。
相鄰軸頸的跳動量
|
mm |
in | |||
|
完全圓角淬硬式 |
|
0.089 |
最大 |
0.0035 |
|
非完全圓角淬硬式 |
|
0.089 |
最大 |
0.0035 |
如果任何測量值不符合技術規范,則更換曲軸。
 極坐標圖表
極坐標圖表
比例 1 in = 0.001 in 和 1 mm = 0.001 mm
最小刻度是 0.1 in = 0.0001 in。
康明斯K38與 K50柴油發動機曲軸安裝
將曲軸止推軸承支架安裝至缸體。按圖示順序擰緊六個螺釘和鎖緊墊圈。扭矩值: 60 n.m [44 ft-lb]

警告
該部件或總成重達 23 kg [50 lb] 以上。為防止造成嚴重的人身傷害,一定要獲得幫助或使用合適的提升設備來提升此部件或總成。
注: 在安裝曲軸之前,完成上主軸承的安裝。參考第 1 節中的步驟 001-006。
用一塊不起毛的軟布。清潔曲軸軸承軸頸。
注: 曲軸帶有最小直徑齒輪的一端必須指向缸體前部。
安裝曲軸。
最后步驟
警告
該部件或總成重達 23 kg [50 lb] 以上。為防止造成嚴重的人身傷害,一定要獲得幫助或使用合適的提升設備來提升此部件或總成。
警告
蓄電池可能有易爆性氣體逸出。為避免人身傷害,在維護蓄電池前,必須保持發動機艙通風良好。為了避免產生電弧,應首先拆下負極 (-) 蓄電池電纜,并最后連接負極 (-) 蓄電池電纜。
安裝止推軸承。參考第 1 節中的步驟 001-007。
安裝主軸承蓋。參考第 1 節中的步驟 001-006。
安裝連桿。參考第 1 節中的步驟 001-054。
安裝前齒輪室蓋。參考第 1 節中的步驟 001-031。
安裝飛輪殼。參考第 16 節中的步驟 016-006。
如有拆卸,安裝飛輪。參考第 16 節中的步驟 016-005。
如有拆卸,安裝柔性連接盤。參考第 16 節中的步驟 016-004。
從發動機支架上拆下發動機并安裝發動機。參考第 0 節中的步驟 000-002。
拆下止推軸承。參考第 1 節中的步驟 001-007。
安裝油底殼適配器。參考第 7 節中的步驟 007-027。
安裝吸油管。參考第 7 節中的步驟 007-035。
安裝新的全流式濾清器。參考第 7 節中的步驟 007-013。
向發動機加注清潔的15W-40潤滑機油。參考第 7 節中的步驟 007-037。
連接蓄電池。參考第 13 節中的步驟 013-009。
運轉發動機,檢查有無泄漏。