康明斯CM875、CM870和CM570的發動機缸蓋供應商,康明斯CM875、CM870和CM570的發動機缸蓋技術價格規格咨詢服務,康明斯CM875、CM870和CM570的發動機缸蓋零配件供應,康明斯CM875、CM870和CM570的發動機缸蓋售后服務中心,康明斯CM875、CM870和CM570的發動機缸蓋,康明斯CM875、CM870和CM570的發動機缸蓋詳細的技術參數,


康明斯CM875、CM870和CM570的發動機缸蓋
詳細描述
康明斯CM875、CM870和CM570的發動機缸蓋
目錄
|
準備步驟 | |||
|
|
| ||
|
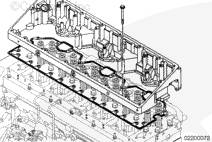
拆卸 | |||
|
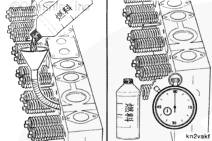
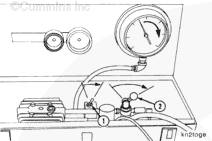
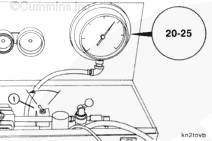
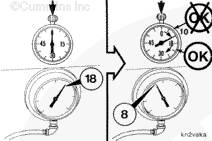
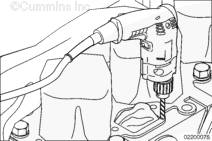
泄漏測試 | |||
|
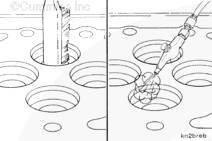
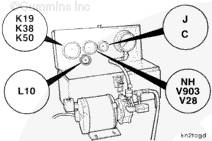
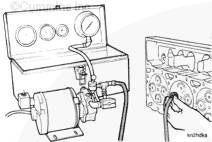
真空測試 | |||
|
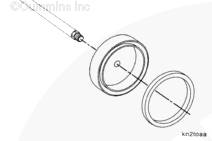
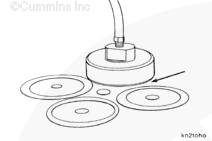
清潔 | |||
|
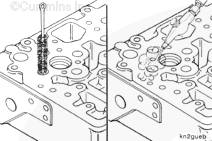
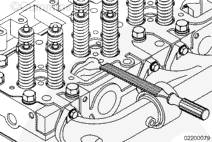
解體 | |||
|
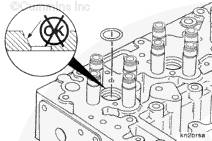
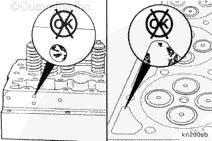
維修 | |||
|
清潔并檢查能否繼續使用 | |||
|
壓力測試 | |||
|
磁力探傷檢查 | |||
|
組裝 | |||
|
安裝 | |||
|
最后步驟 | |||
|
|
| ||
|
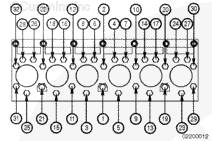
準備步驟 |
TOC | ||||||||||||||||
|
帶 CM870 和 CM570
配備 CM875、CM870 和 CM570 的車用發動機
| |||||||||||||||||

|
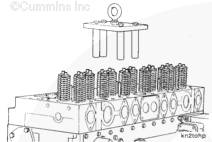
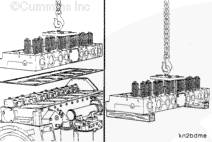
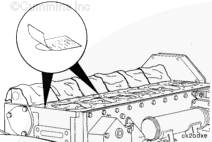
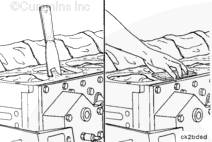
拆卸 |
TOC | |||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||
|
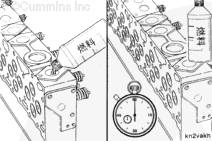
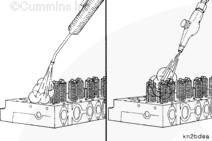
泄漏測試 |
TOC | ||||||||||||||||||||||||
| |||||||||||||||||||||||||

|
真空測試 |
TOC | ||||||||||||||||||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
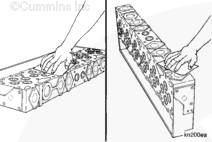
清潔 |
TOC | ||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||

|
解體 |
TOC | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||



|
維修 |
TOC | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||





|
清潔并檢查能否繼續使用 |
TOC | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||