康明斯M11柴油發(fā)動機頂置機構(gòu)氣門調(diào)整方法供應(yīng)商,康明斯M11柴油發(fā)動機頂置機構(gòu)氣門調(diào)整方法技術(shù)價格規(guī)格咨詢服務(wù),康明斯M11柴油發(fā)動機頂置機構(gòu)氣門調(diào)整方法零配件供應(yīng),康明斯M11柴油發(fā)動機頂置機構(gòu)氣門調(diào)整方法售后服務(wù)中心,康明斯M11柴油發(fā)動機頂置機構(gòu)氣門調(diào)整方法,康明斯M11柴油發(fā)動機頂置機構(gòu)氣門調(diào)整方法詳細(xì)的技術(shù)參數(shù),

首頁
產(chǎn)品展示>康明斯M11柴油發(fā)動機頂置機構(gòu)氣門調(diào)整方法
產(chǎn)品中心

康明斯M11柴油發(fā)動機頂置機構(gòu)氣門調(diào)整方法
詳細(xì)描述
康明斯M11柴油發(fā)動機搖臂維修工具
搖臂維修工具
工具號 :ST-669
扭矩扳手適配器 :擰緊搖臂調(diào)整螺釘。
工具號 :3375432
裂紋檢測組件 :用于清潔并檢查部件有無裂紋。

工具號:3376592
英寸磅扭矩扳手:可以用作選裝的氣門組件。改錐套筒(零件號 ST-669-13)必須與此工具一起使用。

工具號:3823348
STC 挺桿調(diào)整工具:用于設(shè)置 STC 發(fā)動機的頂置機構(gòu)。
工具號 :3823610
噴油器行程測量組件:用于測量噴油器行程間隙。
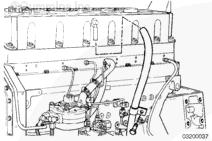
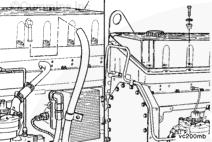
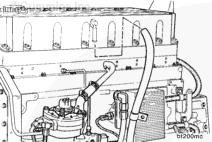
康明斯M11柴油發(fā)動機曲軸箱通風(fēng)裝置(內(nèi)部)拆卸
拆下管支撐支架螺栓和支架。從發(fā)動機上拆下管。
拆下?lián)u臂室蓋。 參考步驟 003-011。
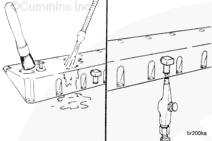
檢查能否繼續(xù)使用,使用壓縮空氣吹通通風(fēng)裝置腔。如果呼吸器腔堵塞,而且阻力 不能通過清洗消除,蓋 必須更換。利用空氣壓力吹通管。如果堵塞,應(yīng)更換管。
康明斯M11柴油發(fā)動機曲軸箱通風(fēng)裝置(內(nèi)部)安裝
安裝搖臂室蓋。 參考步驟 003-011。
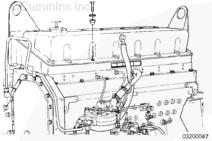
將通風(fēng)裝置管、支架和螺栓安裝在發(fā)動機上。擰緊支架螺栓。扭矩值: 27 n.m [20 ft-lb]
康明斯M11柴油發(fā)動機頂置機構(gòu)測量
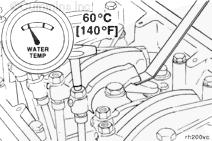
所有頂置機構(gòu)間隙的測量都必須在發(fā)動機冷卻狀態(tài)下進行(冷卻液溫度應(yīng)穩(wěn)定在 60°C [140°F] 或更低)
拆下?lián)u臂室蓋。參考步驟 003-011。
警告
不要試圖將彎曲的風(fēng)扇葉片扭直或繼續(xù)使用損壞的風(fēng)扇。彎曲或損壞的風(fēng)扇葉片不能正常工作,并會導(dǎo)致人身傷害或財產(chǎn)損失。
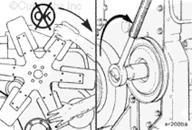
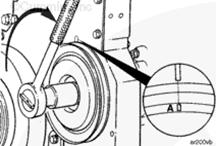
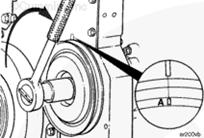
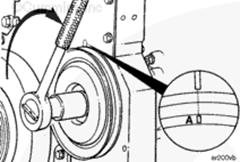
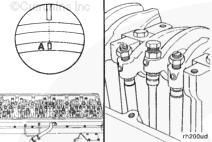
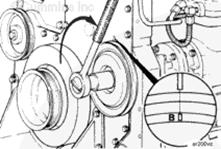
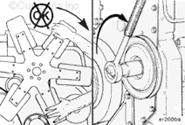
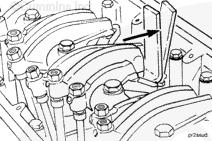
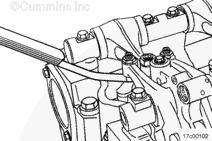
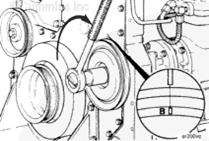
氣門設(shè)置標(biāo)記位于附件驅(qū)動皮帶輪上。.該標(biāo)記對準(zhǔn)齒輪室上的指示箭頭。
通過附件驅(qū)動軸轉(zhuǎn)動曲軸。
曲軸旋轉(zhuǎn)的方向為順時針(從發(fā)動機的前面觀察)。汽缸從發(fā)動機的前端開始編號。發(fā)火順序為1-5-3-6-2-4。

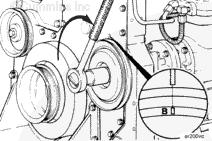
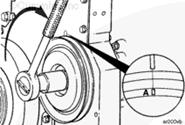
順時針旋轉(zhuǎn)附件驅(qū)動,直到附件驅(qū)動皮帶輪上的氣門設(shè)置標(biāo)記 “A” 對準(zhǔn)齒輪室蓋上的指示箭頭。
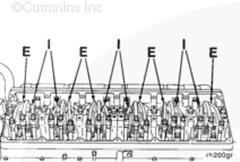
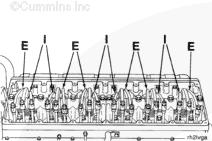
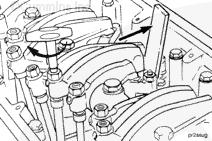
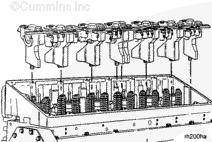
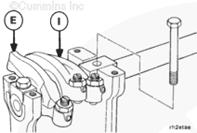
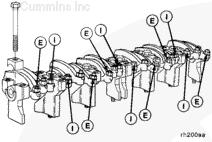
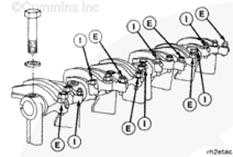
每個汽缸有 3 個搖臂:長搖臂(E)是排氣門搖臂。中心搖臂是噴油器搖臂。短搖臂 (I) 是進氣門搖臂。參見附圖中的氣門搖臂位置。

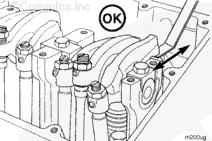
對于 CELECT™ 和 CELECT™ Plus 發(fā)動機,當(dāng)“A”標(biāo)記對準(zhǔn)指示箭頭時,1 號氣缸的進氣門和排氣門必須關(guān)閉。1 號汽缸的噴油器柱塞必須處于其行程的底部位置。如果這些條件不正確,則必須要檢查 6 號汽缸。檢查該氣缸的噴油器和氣門,確保進氣門及排氣門搖臂能用手發(fā)出卡嗒聲或推管能轉(zhuǎn)動自如。
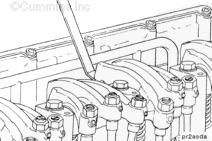
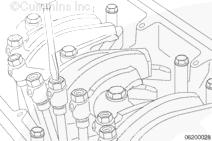
使用塞尺測量跨接壓板與搖臂桿推面之間的氣門間隙。測量并記錄進氣門和排氣門間隙。如果氣門間隙不符合技術(shù)規(guī)范,必須調(diào)整氣門。M11 氣門間隙復(fù)查極限
mm
in
進氣門
0.10
最小
0.004
0.41
最大
0.016
排氣門
0.46
最小
0.018
0.76
最大
0.030
注: 必須擰緊所有調(diào)整螺釘,以獲得精確的測量。
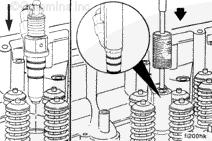
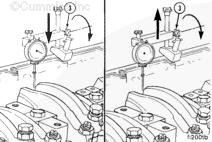
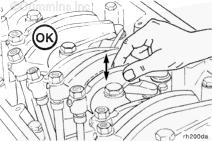
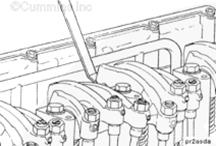
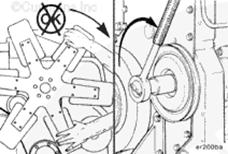
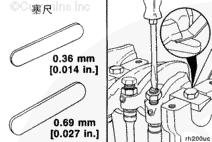
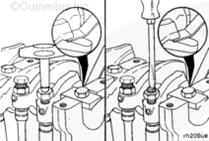
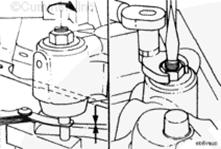
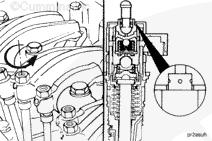
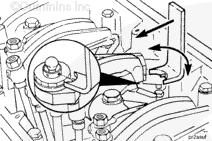
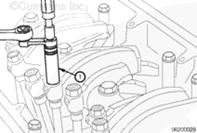
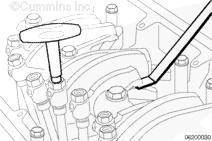
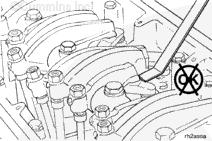
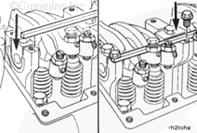
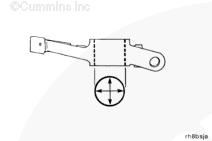
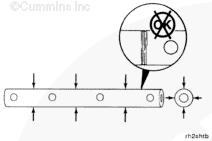
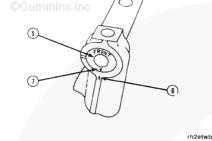
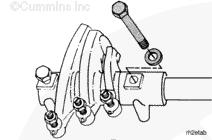
為測量噴油器間隙,從噴油器行程測量組件(零件號 3823610)上安裝千分表和支架,使千分表的加長桿(零件號 3823595)處于噴油器搖臂頂部,待檢查氣缸套筒的正上方。牢固地擰緊蝶形螺釘 (1) 并壓下螺栓 (2 和 3)。
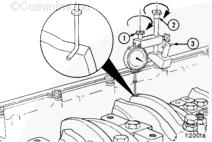
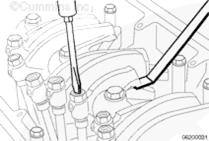
千分表加長端必須落在套筒正上方的搖臂上。如果沒有這樣做,可能造成讀數(shù)不正確。松開蝶形螺釘 (3),然后相對噴油器搖臂降下千分表,直至完全壓縮氣門桿。升起千分表大約 12.7 mm [0.500 in],然后擰緊蝶形螺釘 (3),使千分表固定入位。
警告
噴油器柱塞處于彈簧張力之下。不得使工具滑動。否則可能會導(dǎo)致嚴(yán)重的人身傷害。
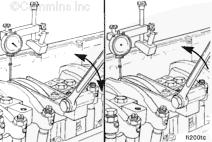
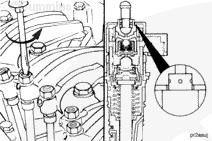
驅(qū)動噴油器柱塞三或四次,確保從噴油器總成內(nèi)排出燃油。使搖臂緩慢回位,防止損壞千分表。
再次驅(qū)動搖臂;保持噴油器柱塞在其行程的底部,同時設(shè)置千分表處于零位 "0" 。
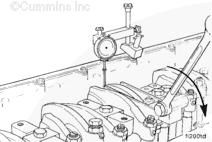
緩慢釋放執(zhí)行器,然后檢查千分表行程。記錄測量值。如果噴油器間隙設(shè)置不符合下面列出的技術(shù)規(guī)范,必須調(diào)整噴油器。M11 噴油器間隙復(fù)查極限
mm
in
0.51
最小
0.020
2.04
最大
0.080
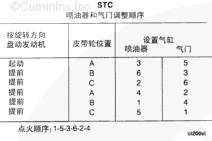
對于 STC 發(fā)動機,將一對氣門在皮帶輪上的一處標(biāo)記測量調(diào)整后,將附件驅(qū)動裝置轉(zhuǎn)動到下一標(biāo)記。測量所有氣門的氣門間隙需要旋轉(zhuǎn)曲軸 2 周。
順時針旋轉(zhuǎn)附件驅(qū)動裝置,直到附件驅(qū)動皮帶輪上的 “A” 氣門設(shè)定標(biāo)記與指示箭頭對準(zhǔn)。
檢查 5 號缸上的氣門搖臂,確定兩個氣門是否關(guān)閉。進氣和排氣門搖臂松動并且能夠橫向移動自如時,兩個氣門關(guān)閉。如果兩個氣門未關(guān)閉,從 2 號氣缸開始測量。
使用塞尺測量跨接壓板與搖臂桿推面之間的間隙。測量并記錄進氣門和排氣門的搖臂間隙。
測量完進氣門間隙后,旋轉(zhuǎn)附件驅(qū)動裝置,使其與下一個氣門設(shè)定標(biāo)記對準(zhǔn)。測量近似的氣門間隙。重復(fù)這一步驟,直到測量完所有氣門間隙。
M11 氣門間隙復(fù)查極限
mm
in
進氣門
0.10
最小
0.004
0.41
最大
0.016
排氣門
0.46
最小
0.018
0.76
最大
0.030
將氣門間隙測量值和復(fù)查極限加以比較。如果測量值不符合復(fù)查極限,必須重新設(shè)定頂置機構(gòu)間隙。
如果發(fā)動機裝備有發(fā)動機制動,應(yīng)檢查制動活塞的間隙。參考步驟020-001。
安裝搖臂室蓋。參考步驟 003-011。
康明斯M11柴油發(fā)動機頂置機構(gòu)調(diào)整
概述
必須正確調(diào)整氣門、噴油器和發(fā)動機制動器,以使發(fā)動機高效運轉(zhuǎn)。必須按照本節(jié)中列出的數(shù)據(jù)調(diào)整氣門、噴油器和發(fā)動機制動器。附表中給出了氣門調(diào)整的技術(shù)規(guī)范。如果氣門和噴油器已經(jīng)在故障診斷期間或規(guī)定間隔之前進行了調(diào)整,則本次無需調(diào)整。
|
氣門、噴油器和發(fā)動機制動器調(diào)整技術(shù)規(guī)范 | ||
|
mm |
in | |
|
進氣門 |
0.36 |
0.014 |
|
排氣門 |
0.69 |
0.027 |
|
發(fā)動機制動 |
0.38 |
0.015 |
所有氣門和噴油器的調(diào)整都必須在發(fā)動機冷卻狀態(tài)下進行(冷卻液溫度應(yīng)穩(wěn)定在 60°C [140°F] 或更低)。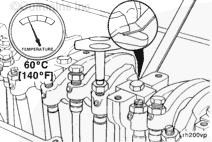
拆下?lián)u臂室蓋和密封墊。參考步驟 003-011。
|
不要試圖將彎曲的風(fēng)扇葉片扭直或繼續(xù)使用損壞的風(fēng)扇。彎曲或損壞的風(fēng)扇葉片不能正常工作,并會導(dǎo)致人身傷害或財產(chǎn)損失。 |
氣門設(shè)置標(biāo)記位于附件驅(qū)動皮帶輪上。.該標(biāo)記對準(zhǔn)齒輪室蓋上的指示箭頭。使用附件驅(qū)動軸轉(zhuǎn)動曲軸。
曲軸旋轉(zhuǎn)的方向為順時針(從發(fā)動機的前面觀察)。汽缸從發(fā)動機前齒輪室向后端依次編號。發(fā)火順序為1-5-3-6-2-4。

每個汽缸有 3 個搖臂:長搖臂(E)是排氣門搖臂。中心搖臂是噴油器搖臂。短搖臂 (I) 是進氣門搖臂。參見附圖中的氣門搖臂位置。
注: 在調(diào)整氣門之前在同一汽缸上調(diào)整噴油器。
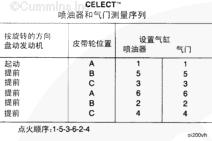
同一汽缸上的氣門和噴油器調(diào)整到附件驅(qū)動皮帶輪上的同一標(biāo)記處。將一對氣門和一個噴油器調(diào)整到皮帶輪上的一處標(biāo)記后,旋轉(zhuǎn)附件驅(qū)動皮帶輪到下一標(biāo)記。調(diào)整所有氣門和噴油器需要旋轉(zhuǎn)曲軸 2 周。
|
沿旋轉(zhuǎn)方向盤動發(fā)動機 |
皮帶輪位置 |
設(shè)置汽缸 | |
|
噴油器 |
閥 | ||
|
起動 |
A |
1 |
1 |
|
轉(zhuǎn)至 |
B |
5 |
5 |
|
轉(zhuǎn)至 |
C |
3 |
3 |
|
轉(zhuǎn)至 |
A |
6 |
6 |
|
轉(zhuǎn)至 |
B |
2 |
2 |
|
轉(zhuǎn)至 |
C |
4 |
4 |
|
點火順序: 1-5-3-6-2-4 | |||
這種調(diào)整可從任一氣門的設(shè)置標(biāo)記開始。在以下示例中,調(diào)整將從氣門設(shè)置標(biāo)記“A”開始,同時 1 號汽缸的氣門關(guān)閉并準(zhǔn)備調(diào)整。順時針旋轉(zhuǎn)附件驅(qū)動,直到皮帶輪上的氣門設(shè)置標(biāo)記“A”對準(zhǔn)齒輪室蓋上的指示箭頭。
"A" 標(biāo)記對準(zhǔn)指示箭頭時,1 號氣缸的進氣門和排氣門必須關(guān)閉。如果這些條件不 正確,必須調(diào)整 6 號氣缸的噴油器和氣門。調(diào)整該汽缸上的噴油器和氣門是為使進氣門和排氣門搖臂桿松動,并且能夠橫向移動自如。進氣門和排氣門搖臂松動并且能夠橫向移動自如時,兩個氣門關(guān)閉。

CELECT™ 或 CELECT™ Plus
注: 下壓柱塞時不要用力過大。
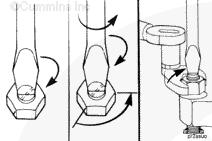
松開噴油器調(diào)節(jié)螺釘鎖緊螺母。使用改錐(如果配備有發(fā)動機制動應(yīng)使用套筒扳手)和調(diào)節(jié)螺釘,將噴油器柱塞下壓 3 到 4 次,以排凈燃油。旋入調(diào)節(jié)螺釘,直到感覺它恰好頂住柱塞。將調(diào)節(jié)螺釘旋出 2 扣,即 120 度。固定調(diào)節(jié)螺釘并擰緊鎖緊螺母。扭矩值: 61 n.m [45 ft-lb]
設(shè)置噴油器后,再設(shè)置同一汽缸上的氣門。
當(dāng)氣門設(shè)置標(biāo)記“A”對準(zhǔn)齒輪室蓋上的指示箭頭,并且待調(diào)整的汽缸上的進氣門和排氣門關(guān)閉時,松開進、排氣門上的調(diào)節(jié)螺釘鎖緊螺母。
選擇符合氣門間隙技術(shù)規(guī)范的塞尺。氣門間隙技術(shù)規(guī)范
mm
in
進氣門
0.36
0.014
排氣門
0.69
0.027
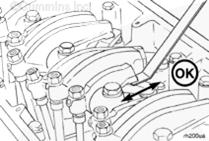
將塞尺插入跨接壓板頂面與搖臂推面之間。
有如下兩種不同的氣門間隙調(diào)整方法。可采用任一方法,但扭矩扳手法被認(rèn)為是最行之有效的方法。它無需感覺塞尺上的阻滯感。扭矩扳手法:使用英寸-磅套筒扳手(零件號 3376592)(通常用于設(shè)定頂部限位噴油器的預(yù)加載值),擰緊調(diào)整螺釘。
扭矩值: 0.7 n.m [6 in-lb]接觸法:擰緊調(diào)節(jié)螺釘,直到感覺到塞尺上有輕微的阻滯感。.
將調(diào)節(jié)螺釘固定在此位置。鎖緊螺母擰緊后,不得轉(zhuǎn)動調(diào)節(jié)螺釘。不帶扭矩扳手適配器扭矩值: 61 n.m [45 ft-lb]帶扭矩扳手適配器(零件號 3163196)或等同物扭矩值: 47 n.m [35 ft-lb]
鎖緊螺母擰緊到正確的扭矩值后,檢查并確認(rèn)塞尺可在跨接壓板頂面和搖臂推面間前后滑動時只有輕微的阻滯感。
如果使用接觸法,試著將厚度大于 0.03 mm [0.001 in] 的塞尺插入跨接壓板頂面和搖臂推面之間。如果可以插入更厚的塞尺,則氣門間隙不正確。
如果發(fā)動機配備有發(fā)動機制動。
調(diào)整相應(yīng)汽缸上的噴油器、氣門和發(fā)動機制動器(如果配備)后,旋轉(zhuǎn)附件驅(qū)動皮帶輪,并將下一個氣門設(shè)定標(biāo)記對準(zhǔn)齒輪室蓋上的指示箭頭。
注: 將噴油器設(shè)置在氣門和制動器之前。
按照噴油器和氣門調(diào)整序列圖表調(diào)整所有的噴油器、氣門和制動器(如果配備)。沿旋轉(zhuǎn)方向盤動發(fā)動機皮帶輪位置設(shè)置汽缸
噴油器
閥
起動
A
1
1
轉(zhuǎn)至
B
5
5
轉(zhuǎn)至
C
3
3
轉(zhuǎn)至
A
6
6
轉(zhuǎn)至
B
2
2
轉(zhuǎn)至
C
4
4
點火順序: 1-5-3-6-2-4
如果氣門室蓋密封墊沒有損壞,則可繼續(xù)使用。如果密封墊損壞,必須廢棄并使用新的密封墊。
安裝氣門室蓋密封墊。
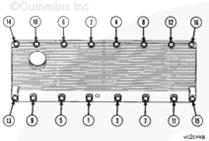
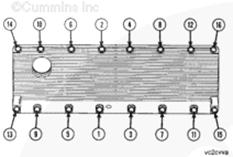
安裝搖臂室蓋。在此蓋上安裝 16 個隔振墊、墊圈和螺栓。按圖示順序擰緊所有螺栓。扭矩值: 15 n.m [130 in-lb]
STC
必須正確調(diào)整氣門和噴油器,以使發(fā)動機高效工作。必須按照本節(jié)中列出的數(shù)據(jù)進行氣門和噴油器調(diào)整。附表中給出了 STC 發(fā)動機的調(diào)整極限。在每個 1,500 小時維修保養(yǎng)間隔期間調(diào)整氣門和噴油器。如果氣門和噴油器已經(jīng)在進行故障診斷期間或 1,500 小時的維護保養(yǎng)間隔前進行了調(diào)整,則此時無需調(diào)整。
mm
in
進氣門
0.35
0.014
排氣門
0.68
0.027
所有頂置機構(gòu)、氣門和噴油器的調(diào)整都必須在發(fā)動機冷卻狀態(tài)下進行,冷卻液溫度應(yīng)穩(wěn)定在 60°C [140°F] 或以下。
拆下曲軸箱呼吸器出口的呼吸器管。從蓋上拆下 16 顆螺栓、隔振墊和隔圈。拆下?lián)u臂室蓋和密封墊。

每個汽缸有 3 個搖臂:長搖臂(E)是排氣門搖臂。中心搖臂是噴油器搖臂。短搖臂(I)是進氣門搖臂。參見插圖中所示的氣門搖臂位置。
曲軸旋轉(zhuǎn)的方向為順時針(從發(fā)動機的前面觀察)。汽缸從發(fā)動機前齒輪室向后端依次編號。發(fā)火順序為1-5-3-6-2-4。
同一氣缸上的氣門和噴油器不能調(diào)整到 STC 發(fā)動機附件驅(qū)動皮帶輪上的同一標(biāo)記處。將一對氣門和一個噴油器調(diào)整到皮帶輪上的一處標(biāo)記后,旋轉(zhuǎn)附件驅(qū)動皮帶輪到下一標(biāo)記。調(diào)整所有氣門和噴油器需要旋轉(zhuǎn)曲軸 2 周。
警告
不要試圖將彎曲的風(fēng)扇葉片扭直或者繼續(xù)使用損壞的風(fēng)扇。彎曲或損壞的風(fēng)扇葉片不能正常工作,并會導(dǎo)致人身傷害或財產(chǎn)損失。
氣門設(shè)置標(biāo)記位于附件驅(qū)動皮帶輪上。.該標(biāo)記對準(zhǔn)齒輪室蓋上的指示箭頭。通過附件驅(qū)動軸轉(zhuǎn)動曲軸。
這種調(diào)整可從任一氣門的設(shè)置標(biāo)記開始。在以下示例中,調(diào)整將從氣門設(shè)置標(biāo)記 “A” 開始,同時關(guān)閉 5 號氣缸的氣門并準(zhǔn)備調(diào)整 3 號氣缸的噴油器。
在 “A” 標(biāo)記對準(zhǔn)指示箭頭時,5 號氣缸的進氣門和排氣門必須關(guān)閉。如果這些條件不正確,必須重新設(shè)定 4 號氣缸的噴油器和 2 號氣缸的氣門。進氣和排氣門搖臂松動并且能夠橫向移動自如時,兩個氣門關(guān)閉。

松開 3 號氣缸上的噴油器調(diào)節(jié)螺釘鎖緊螺母。擰緊調(diào)節(jié)螺釘,直至消除噴油器機構(gòu)上的間隙。將調(diào)節(jié)螺釘再多擰緊一圈,以便使連桿處于正確的位置。
松開噴油器調(diào)節(jié)螺釘,直至 STC 挺桿接觸到噴油器的頂蓋。確保充分松開調(diào)節(jié)螺釘,以使噴油器上沒有預(yù)加載荷。在充分松開搖臂使其能移動時,可以實現(xiàn)這一點。
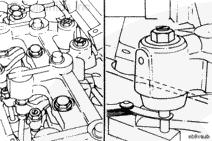
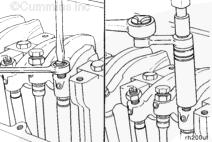
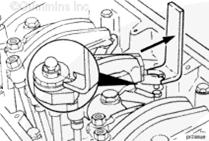
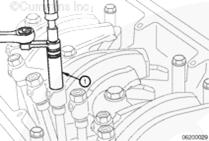
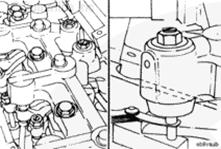
將 STC 挺桿調(diào)節(jié)工具(零件號 3823348)或等同物放置在 STC 噴油器頂蓋的上表面上。圍繞挺桿旋轉(zhuǎn)工具,直至工具的定位銷插入挺桿頂部四個孔中的一個孔內(nèi)。
注: 僅在工具上施加足夠的力,將挺桿固定在向上的最大位置上。用力過多將導(dǎo)致工具破裂。
用拇指壓住工具把手,將挺桿固定在向上的最大位置上。
注意
如果設(shè)置時過度擰緊噴油器調(diào)節(jié)螺釘,會增大對噴油器機構(gòu)和凸輪軸噴油器凸輪的應(yīng)力,這將導(dǎo)致發(fā)動機損壞。
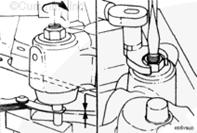
在將挺桿固定在向上的最大位置上時,使用扭矩扳手(零件號 3376592)或等同物擰緊調(diào)節(jié)螺釘。扭矩值: 0.6 至 0.7 n.m [5 至 6 in-lb]
將調(diào)節(jié)螺釘固定在此位置。鎖緊螺母擰緊后,不得轉(zhuǎn)動調(diào)節(jié)螺釘
擰緊調(diào)節(jié)螺釘。不帶扭矩扳手適配器扭矩值: 61 n.m [45 ft-lb]帶扭矩扳手適配器 (1)扭矩值: 47 n.m [35 ft-lb]
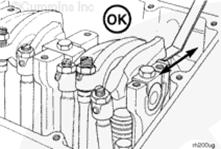
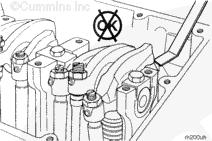
在旋轉(zhuǎn)曲軸之前,必須拆下挺桿工具,以免損壞挺桿。拆下挺桿調(diào)節(jié)工具。檢查確保可以用手轉(zhuǎn)動噴油器推桿。如果不能轉(zhuǎn)動,則設(shè)置過緊。
根據(jù)順序表調(diào)整相應(yīng)氣缸上的氣門,然后將附件驅(qū)動旋轉(zhuǎn)到下一個氣門設(shè)置標(biāo)記。
選擇符合氣門間隙技術(shù)規(guī)范的塞尺。氣門間隙技術(shù)規(guī)范
mm
in
進氣門
0.36
0.014
排氣門
0.69
0.027
將塞尺插入跨接壓板頂面與搖臂推面之間。
有如下兩種不同的氣門間隙調(diào)整方法。可采用任一方法;但扭矩扳手法被認(rèn)為是最行之有效的方法。它無需感覺塞尺上的阻滯感。扭矩扳手法:使用英寸-磅扭矩扳手。零件號為 3376592,或等同物(通常用于設(shè)定頂部限位噴油器的預(yù)加載值),并擰緊調(diào)節(jié)螺釘。扭矩值: 0.7 n.m [6 in-lb]
接觸法:擰緊調(diào)節(jié)螺釘,直到感覺到塞尺上有輕微的阻滯感。
將調(diào)節(jié)螺釘固定在此位置。鎖緊螺母擰緊后,不得轉(zhuǎn)動調(diào)節(jié)螺釘。擰緊鎖緊螺母。

擰緊調(diào)節(jié)螺釘。不帶扭矩扳手適配器扭矩值: 61 n.m [45 ft-lb]帶扭矩扳手適配器 (1)扭矩值: 47 n.m [35 ft-lb]
鎖緊螺母擰緊到正確的扭矩值后,檢查并確認(rèn)塞尺可在跨接壓板頂面和搖臂推面間前后滑動時只有輕微的阻滯感。
如果使用接觸法,試著將厚度為 0.03 mm [0.001 in] 的塞尺插入跨接壓板頂面和搖臂推面之間。如果可以插入更厚的塞尺,則氣門間隙不正確。
調(diào)整氣門后,旋轉(zhuǎn)附件驅(qū)動并將附件驅(qū)動皮帶輪上的下一個氣門設(shè)定標(biāo)記對準(zhǔn)齒輪室蓋上的指示箭頭
按照噴油器和氣門調(diào)整順序表,調(diào)整相應(yīng)的噴油器和氣門。重復(fù)此過程以調(diào)整所有的噴油器和氣門。調(diào)整所有的噴油器和氣門后,檢查調(diào)節(jié)螺釘鎖緊螺母上的扭矩,確保沒有忽視任何一個。
如果氣門室蓋密封墊沒有損壞,則可繼續(xù)使用。如果密封墊損壞,必須廢棄并使用新的密封墊。安裝氣門室蓋密封墊。
安裝搖臂室蓋。在此蓋上安裝 16 個隔振墊、墊圈和螺栓。按圖示順序擰緊所有螺栓。扭矩值: 15 n.m [130 in-lb]
帶發(fā)動機制動器
注: 為了獲得最大的制動運行效果以及防止活塞與氣門接觸造成的對發(fā)動機的損壞,要小心地完成以下說明。
調(diào)整相應(yīng)氣缸上的排氣門后,將 0.38 mm [0.015 in] 厚的塞尺插入跨接壓板中的隨動活塞和促動銷之間。
注意
不要將螺栓擰得太緊。否則會損壞發(fā)動機。
向下轉(zhuǎn)動隨動活塞調(diào)節(jié)螺釘,直至接觸到塞尺。固定調(diào)整螺釘并擰緊鎖緊螺母。不帶扭矩扳手適配器,扭矩值: 34 n.m [25 ft-lb]
,用扭矩扳手適配器(零件號 3163196)或等同物:扭矩值: 30 n.m [22 ft-lb]
注意
間隙不正確可能會損壞發(fā)動機。
在將隨動活塞調(diào)節(jié)螺釘鎖緊螺母擰緊至正確扭矩值后,再次用塞尺檢查間隙。

康明斯M11柴油發(fā)動機搖臂總成
概述
旋轉(zhuǎn)套筒搖臂設(shè)計特征
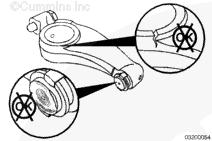
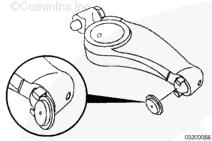
L10、M11 和 ISM 發(fā)動機在量產(chǎn)發(fā)動機上使用旋轉(zhuǎn)套筒搖臂,從序列號為 (ESN) 34979852 的發(fā)動機開始。 如下圖 1 所示的旋轉(zhuǎn)套筒搖臂設(shè)計和以前的插入式搖臂設(shè)計有很大不同。旋轉(zhuǎn)套筒搖臂有一個球頭-球窩接頭,包括一個固定夾 (1)、一個鋼制滾珠軸承(2) 和一個球窩 (3)。球頭-球窩接頭降低了出現(xiàn)在以前搖臂設(shè)計中的摩擦現(xiàn)象,提高了頂置部件的耐用性。
圖 1 新式旋轉(zhuǎn)套筒搖臂設(shè)計
注: 旋轉(zhuǎn)套筒搖臂兩端的橫向油道各塞入了一個鋼制滾珠軸承。機油通過固定夾流入旋轉(zhuǎn)套筒搖臂總成。
取代插入式搖臂和經(jīng)過熱處理的搖臂,旋轉(zhuǎn)套筒搖臂廢棄和取代了插入式搖臂和經(jīng)過熱處理的搖臂。當(dāng)用旋轉(zhuǎn)套筒搖臂更換插入式搖臂和經(jīng)過熱處理的搖臂時,必須相應(yīng)地更換跨接壓板。旋轉(zhuǎn)套筒搖臂與插入式和經(jīng)過熱處理的搖臂具有向后兼容性,使用相同的氣門設(shè)定步驟。
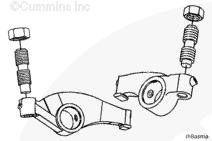
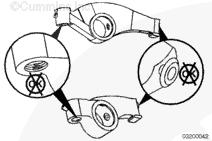
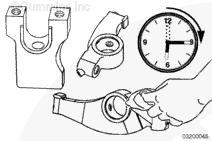
圖 2 鋁制 (1) 和鑄鐵(2 和 3)搖臂支架
搖臂支架
M11 發(fā)動機采用兩種不同類型的搖臂支架之一。配備 STC 燃油系統(tǒng)的發(fā)動機采用鋁制支架 (1)。配備 CELECT™ 或 CELECT™ Plus 燃油系統(tǒng)的發(fā)動機采用鑄鐵支架 (2) 和固定卡箍 (3)。
拆卸和安裝發(fā)動機搖臂支架總成的方法相同。然而在采用鑄鐵支架的發(fā)動機上,采用了一塊 1/4 in 的平鍵條和 4 顆 M10 - 1.50 x 25 螺栓,以將總成放入或提出發(fā)動機。所有其它的拆卸、檢查和安裝步驟全部相同。
注: 雖然安裝步驟相同,兩類支架的最終扭矩值卻不同。兩類數(shù)值均已給定。
無論發(fā)動機采用何種支架,搖臂和搖臂軸的最終扭矩值相同。
注: 組裝時確保所有的旋轉(zhuǎn)套筒搖臂球窩保持在固定夾內(nèi)。
注: 設(shè)定氣門間隙時,確保塞尺完全插入到球窩和跨接壓板之間。
準(zhǔn)備步驟
從進氣歧管上拆下空氣管。拆下?lián)u臂室蓋。參考步驟 003-011。拆下發(fā)動機制動器(如果配備)。參考步驟020-001。拆下推桿和推管。參考步驟004-014。
康明斯M11柴油發(fā)動機搖臂總成拆卸
注: 此操作僅適用于采用鑄鐵支架的發(fā)動機。
在 4 個前搖臂總成支架的頂部安裝一塊 1/4-in、457-mm [18-in] 長的平鍵條。使用 4 個 M10 - 1.50 x 25 凸緣頭螺栓將棒料固定在支架上。
兩個末端支架上的螺栓將擰在棒料一側(cè)的發(fā)動機制動安裝孔中。兩個中央支架上的螺栓將擰在棒料對面一側(cè)的發(fā)動機制動安裝孔中。
松開,但不要拆卸 8 顆搖臂軸螺栓。該螺栓將搖臂總成固定在一起。對于帶鑄鐵支架的發(fā)動機,抓住棒料并從發(fā)動機上抬起前搖臂總成。不要抓住搖臂和軸抬起總成。軸和搖臂會從支架中脫出,使搖臂從軸上滑落。對于帶鋁支架的發(fā)動機,抓住總成的搖臂和軸,將其從發(fā)動機上抬起。重復(fù)該過程拆下后搖臂總成。
康明斯M11柴油發(fā)動機搖臂總成解體
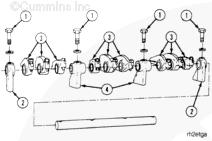
在每個搖臂、軸和支架上標(biāo)記出在發(fā)動機中的相對位置。搖臂總成必須安裝到原來拆卸時的位置。
鑄鐵支架
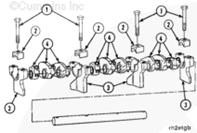
拆下?lián)u臂軸螺栓 (1) 和固定塊 (2)。將軸和搖臂升出搖臂支架 (3)。從兩個軸總成上拆下?lián)u臂 (4)。
鋁支架
拆下?lián)u臂軸螺栓 (1) 和端部支架 (2)。從兩個軸總成上拆下?lián)u臂 (3) 和中央支架 (4)。
從每個搖臂上拆下鎖緊螺母和調(diào)節(jié)螺釘。
清潔并檢查能否繼續(xù)使用
警告
使用蒸汽清洗器時,戴上安全眼鏡或防護面罩,并穿上防護服。熱蒸汽可能會造成嚴(yán)重的人身傷害。
使用蒸氣或溶劑清洗零件。用壓縮空氣吹干。確保用壓縮空氣吹通油道。
檢查搖臂有無裂紋、過度穴蝕或異常磨損。參考《頂置機構(gòu)繼續(xù)使用指南》(公告號 3810388)識別磨損圖案和過度磨損。
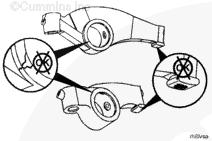
檢查搖臂上是否有裂紋。檢查球窩和跨接壓板的粗糙度和異常磨損情況。球窩和跨接壓板出現(xiàn)磨光情況視為正常磨損。
檢查調(diào)節(jié)螺釘和鎖緊螺母有無損壞的螺紋。檢查搖臂中的調(diào)節(jié)螺釘螺紋是否損壞。
檢查搖臂的鉚釘是否松動。檢查球端的調(diào)整螺釘是否磨損。
測量每個搖臂襯套孔內(nèi)徑。搖臂襯套孔內(nèi)徑(已安裝)
mm
in
34.887
最小
1.3735
34.990
最大
1.3776
檢查搖臂軸有無穴蝕、拉傷或其他損壞。測量每個搖臂軸的外徑。搖臂軸外徑
mm
in
34.837
最小
1.3715
34.864
最大
1.3726
參考《頂置機構(gòu)繼續(xù)使用指南》(公告號 3810388)識別磨損圖案和過度磨損。如果發(fā)現(xiàn)磨損或損壞的零件,或搖臂襯套或軸不符合給定的技術(shù)規(guī)范,必須大修搖臂總成。
檢查噴油器搖臂中的球窩是否磨損或損壞。檢查氣門搖臂推面有無磨損、裂紋或其他損壞。如果發(fā)現(xiàn)磨損、裂紋或其他損壞,必須更換搖臂。

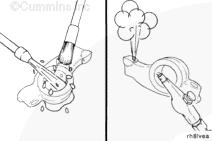
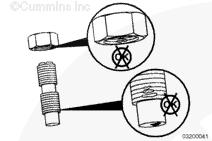
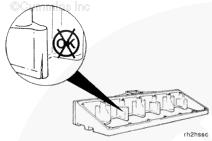
使用裂紋檢查組件(零件號 3375432)檢查搖臂支架有無裂紋或損壞。
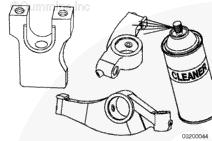
使用裂紋檢查清潔劑(零件號 3375433)清洗搖臂和軸支架。用壓縮空氣吹干。
使用裂紋檢查滲透劑(零件號 3375435)噴涂搖臂和軸支架。
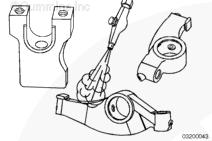
注: 不要用壓縮空氣吹干。
讓滲透劑干燥 15 分鐘。用干布去除過多的滲透劑。
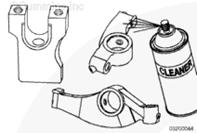
使用裂紋檢查顯色劑(零件號 3375434)噴涂搖臂和軸支架。檢查搖臂和支架。裂紋會表現(xiàn)為明亮的實線。鑄件中的穴蝕會表現(xiàn)為一個小的圓形標(biāo)記。如果發(fā)現(xiàn)裂紋或穴蝕,必須更換該零件。
檢查時不需要拆卸球窩。發(fā)果無意中拆下了球窩,將它傾斜地壓入固定夾以進行安裝。
康明斯M11柴油發(fā)動機搖臂總成維修
警告
如果搖臂任一端的鉚釘丟失,必須拆卸油底殼,以檢查鉚釘是否卡在油底殼底部。
自攻螺栓(零件號 3099292)于 1998 年 3 月 3 日公布使用,僅用于現(xiàn)場維中替換丟失的搖臂鉚釘。
如果發(fā)現(xiàn)鉚釘在油底殼內(nèi)或從搖臂兩端丟失,用自攻螺栓替換丟失的鉚釘,并檢查剩余鉚釘是否擰緊。用指甲或改錐檢查擰緊度。如果鉚釘處于擰緊狀態(tài),不要拆卸它們。

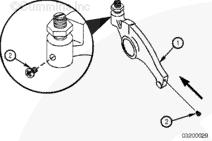
推薦的安裝步驟中,需要將螺釘 (2) 潤滑再裝入搖臂 (1)。螺釘 (2) 必須用 T20 Torx 頭螺栓擰緊。扭矩值: 5.09 至 5.65 n.m [45 至 50 in-lb]
康明斯M11柴油發(fā)動機搖臂總成組裝
鑄鐵支架
注意
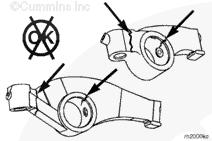
確保安裝搖臂軸時,軸末端的箭頭指向下面。當(dāng)箭頭向上時,通向搖臂的橫向油道的朝向不同,對搖臂的機油加注產(chǎn)生反向的影響。
搖臂軸在軸 (1) 的末端貼有前和后的標(biāo)簽。軸 (2) 上的箭頭必須朝下,以確保通機油流至搖臂。軸和支架不能互換。

使用清潔的 15W-40 機油潤滑兩個軸。將前端支架安裝在每個軸上。將固定塊、墊圈和螺栓安裝進端部支架。
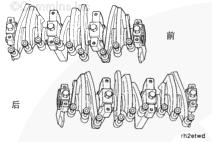
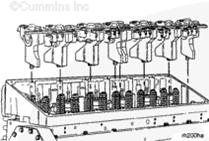
按照圖示以正確的順序安裝搖臂。
注: 必須將搖臂安裝在拆下時的位置。
將兩個軸中央支架之一安裝在軸上。將固定塊、墊圈和螺栓安裝進中央支架。
按照圖示安裝剩余的搖臂和支架,使進氣門 (l) 和排氣門 (E) 搖臂處于正確的位置。安裝剩余的固定塊、墊圈和螺栓。安裝用于從支架頂部拆卸搖臂的平鍵條。
鋁支架
注意
確保安裝搖臂軸時,軸末端的箭頭指向下面。當(dāng)箭頭向上時,通向搖臂的橫向油道的朝向不同,對搖臂的機油加注產(chǎn)生反向的影響。
搖臂軸在軸 (5) 的末端貼有前和后的標(biāo)簽。軸端支架壓印有箭頭 (6),需和壓印在兩個搖臂軸端的箭頭 (7) 對準(zhǔn)。軸上的箭頭和軸端支架必須對準(zhǔn)以便正確安裝。軸和支架不能互換。
使用清潔的 15W-40 機油潤滑兩個軸。將前端支架安裝在每個軸上。將墊圈和螺栓安裝進端部支架。

按照圖示以正確的順序安裝搖臂。
注: 必須將搖臂安裝在拆下時的位置。
將兩個軸中央支架之一安裝在軸上。將墊圈和螺栓安裝進中央支架。
按照圖示安裝剩余的搖臂和支架,使進氣門 (l) 和排氣門 (E) 搖臂處于正確的位置。安裝其余的螺栓和墊圈。
康明斯M11柴油發(fā)動機搖臂總成安裝
必須將搖臂總成安裝在發(fā)動機上,使它們安裝在與拆下時相同的位置上。
將總成安裝在發(fā)動機上。
這時用手?jǐn)Q緊安裝螺栓。在將螺栓擰緊到最終扭矩之前必須調(diào)整搖臂側(cè)隙。
|
搖臂的安裝側(cè)隙 | ||
|
mm |
in | |
|
0.50 |
標(biāo)稱 |
0.020 |
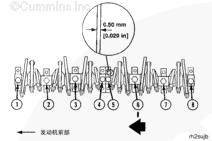
推動或使用錘子向發(fā)動機前面輕敲 5 號搖臂支架。這時用手?jǐn)Q緊安裝螺栓。扭矩值: 5 n.m [45 in-lb]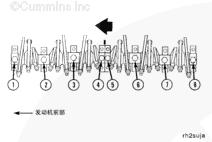
在 5 號支架與 4 號氣缸的進氣門搖臂之間安裝 0.50 mm [0.020 in] 的塞尺。推動或使用錘子向發(fā)動機前面輕敲 6 號支架。擰緊安裝螺栓。扭矩值: 5 n.m [45 in-lb]
在 6 號支架與 5 號氣缸的排氣門搖臂之間安裝 0.50 mm [0.020 in] 的塞尺。推動或使用錘子向發(fā)動機前面輕敲 7 號支架。擰緊安裝螺栓。扭矩值: 5 n.m [45 in-lb]
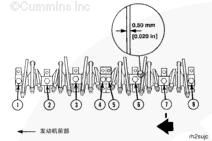
在 7 號支架與 6 號氣缸的進氣門搖臂之間安裝 0.5 mm [0.020 in] 的塞尺。
推動或使用錘子朝發(fā)動機前部敲打 8 號支架。
將 5、6、7 和 8 支架螺栓擰緊到最終的扭矩。
|
鑄鐵 |
183 n.m |
[135 ft-lb] |
|
鋁 |
122 n.m |
[ 90 ft-lb] |
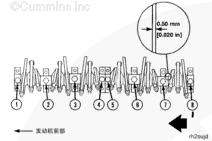
推動或使用錘子向發(fā)動機后面輕敲 4 號支架。擰緊安裝螺栓。扭矩值: 5 n.m [45 in-lb]

在 4 號支架與 3 號氣缸的進氣門搖臂之間安裝 0.50 mm [0.020 in] 的塞尺。推動或使用錘子向發(fā)動機后面輕敲 3 號支架。擰緊安裝螺栓。扭矩值: 5 n.m [45 in-lb]

在 3 號支架與 2 號氣缸的排氣門搖臂之間安裝 0.50 mm [0.020 in] 的塞尺。推動或使用錘子向發(fā)動機后面輕敲 2 號支架。擰緊安裝螺栓。扭矩值: 5 n.m [45 in-lb]
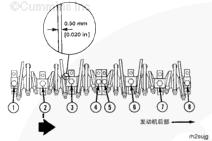
在 2 號支架與 1 號氣缸的進氣門搖臂之間安裝 0.50 mm [0.020 in] 的塞尺。
推動或使用錘子向發(fā)動機后面輕敲 1 號支架。
將 1、2、3 和 4 號支架的螺栓擰緊到最終的扭矩。
|
鑄鐵 |
183 n.m |
[135 ft-lb] |
|
鋁 |
122 n.m |
[90 ft-lb] |
檢查前面和后面總成的間隙是否正確。檢查支架螺栓的扭矩值是否正確。

最后步驟
安裝推桿和推管。參考步驟 004-014。安裝發(fā)動機制動器(如果適用)。參考步驟 020-001。調(diào)整氣門和噴油器。參考步驟 003-004。安裝搖臂室蓋。參考步驟 003-011。將空氣管安裝到進氣歧管上。有關(guān)正確的扭矩值,參見制造商技術(shù)規(guī)范。
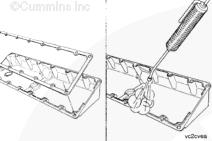
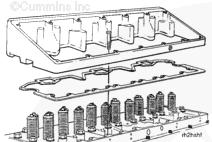
康明斯M11柴油發(fā)動機搖臂室蓋拆卸
從進氣歧管上拆下空氣管。從曲軸箱呼吸器上拆下軟管。拆下 16 顆螺栓和搖臂室蓋。從蓋上拆下 16 個隔振墊。
康明斯M11柴油發(fā)動機搖臂室蓋清潔
警告
使用蒸汽清洗器時,必須穿上防護服,戴上安全眼鏡或防護面罩。熱蒸汽可能會造成嚴(yán)重的人身傷害。
注: 密封墊可以重新使用,如果 沒有損壞。
拆下密封墊并檢查是否損壞。進行蒸汽清洗并用壓縮空氣吹干。
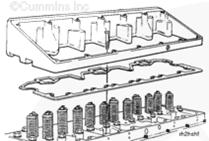
康明斯M11柴油發(fā)動機搖臂室蓋安裝
如果密封墊 沒有損壞,可以繼續(xù)使用。如果密封墊損壞, 必須將它棄置并使用新件。安裝氣門室蓋密封墊。
安裝搖臂室蓋。在此蓋上安裝 16 個隔振墊、墊圈和螺栓。
按圖示順序擰緊所有螺栓。扭矩值: 15 n.m [130 in-lb]
將軟管安裝在曲軸箱通風(fēng)裝置上。將空氣管安裝到進氣歧管上。參考制造商技術(shù)規(guī)范中正確的扭矩值。
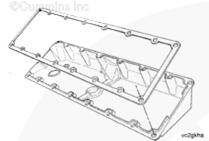
康明斯M11柴油發(fā)動機搖臂室殼體
準(zhǔn)備步驟
警告
蓄電池可能會逸出爆炸性氣體。為降低造成人身傷害的可能性,在維修蓄電池之前,必須保持發(fā)動機艙通風(fēng)良好。為避免產(chǎn)生電弧,應(yīng)最先拆下并最后連接蓄電池負(fù)極(-)電纜。
斷開蓄電池。參考第 13 節(jié)中的步驟 013-009(蓄電池電纜和接頭)。從進氣歧管上拆下空氣管。拆下?lián)u臂室蓋。 參考第 3 節(jié)中的步驟 003-011(搖臂室蓋)。從發(fā)動機上拆下發(fā)動機制動器(如果配備)。參見第 20 節(jié)中的步驟 020-001(離合器開關(guān))。
從發(fā)動機上拆下所有的氣門推管和噴油器推桿。 參考第 4 節(jié)中的步驟 004-014(推桿或管)。拆下跨接壓板,以防掉入發(fā)動機的下部區(qū)域。斷開內(nèi)部執(zhí)行器線束。參考步驟 019-063(《CELECT™ Plus 發(fā)動機故障判斷和維修手冊》(公告號 3666130)的“內(nèi)部執(zhí)行器線束”(CELECT™ 和 CELECT™ Plus))。斷開供油管并拆卸 STC 機油歧管。參考第 6 節(jié)的步驟 006-036(STC 機油控制閥(電氣))(僅 STC)。拆下?lián)u臂總成。 參考第 3 節(jié)中的步驟 003-009(搖臂室總成)。拆下噴油器。 參考第 6 節(jié)的步驟 006-026(噴油器)
康明斯M11柴油發(fā)動機搖臂室殼體拆卸
拆下?lián)u臂室殼體的安裝螺栓。將搖臂室殼體和進氣歧管作為一個整體拆下。
注: 如果癥狀為竄氣高,在從缸蓋上拆下?lián)u臂室密封墊之前必須檢查密封墊。
康明斯M11柴油發(fā)動機搖臂室殼體清潔
警告
使用蒸汽清洗器時,必須穿上防護服,戴上安全眼鏡或防護面罩。熱蒸汽可能會造成嚴(yán)重的人身傷害。
使用蒸汽清洗搖臂室殼體。用壓縮空氣吹干。清潔缸蓋密封墊表面。

檢查能否繼續(xù)使用
檢查搖臂室殼體密封墊密封進氣端口的部分有無切口或損壞。密封墊損壞會造成高竄氣。檢查殼體有無裂紋或其他損壞。如果殼體有裂紋,必須進行更換。
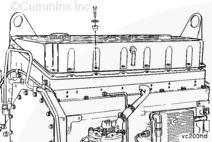
康明斯M11柴油發(fā)動機搖臂室殼體安裝
使用新的密封墊并安裝搖臂室殼體。
注意
將螺栓擰緊之前,在螺栓頭處檢查螺栓的級別。如果將螺栓擰緊至大于推薦的扭矩,螺栓將會損壞。
注意
L10 和 M11 發(fā)動機上的搖臂室殼體為鋁制。緊固件的扭矩過大可能會損壞殼體。
擰緊步驟:塞入所有螺栓。按規(guī)定的順序?qū)⑺新菟ǎ?.8 級)擰緊至 47 N • m [35 ft lb]。按規(guī)定的順序?qū)⑺新菟ǎ?0.9 級)擰緊至 61 N • m [45 ft lb]。
注: 螺栓的級別取決于發(fā)動機系列。

最后步驟
警告
蓄電池可能會逸出爆炸性氣體。為降低造成人身傷害的可能性,在維修蓄電池之前,必須保持發(fā)動機艙通風(fēng)良好。為避免產(chǎn)生電弧,應(yīng)最先拆下并最后連接蓄電池負(fù)極(-)電纜。
安裝噴油器。參考第 6 節(jié)的步驟 006-026(噴油器)。安裝搖臂總成。 參考第 3 節(jié)中的步驟 003-009(搖臂室總成)。將跨接壓板安裝在拆下時的同一位置,并向下轉(zhuǎn)動搖臂。安裝推桿和推管。 參考第 4 節(jié)中的步驟 004-014(推桿或管)。調(diào)整氣門和噴油器。 參考第 3 節(jié)中的步驟 003-004(頂置機構(gòu)設(shè)置)。安裝發(fā)動機制動器(如果適用)。 參見第 20 節(jié)中的步驟 020-001(離合器開關(guān))。安裝搖臂室蓋。 參考第 3 節(jié)中的步驟 003-011(搖臂室蓋)。將空氣管安裝到進氣歧管上。參考制造商技術(shù)規(guī)范中正確的扭矩值。連接蓄電池。參考第 13 節(jié)中的步驟 013-009(蓄電池電纜和接頭)。運轉(zhuǎn)發(fā)動機,檢查有無泄漏。