康明斯NTA855缸套的檢測技術資料供應商,康明斯NTA855缸套的檢測技術資料技術價格規格咨詢服務,康明斯NTA855缸套的檢測技術資料零配件供應,康明斯NTA855缸套的檢測技術資料售后服務中心,康明斯NTA855缸套的檢測技術資料,康明斯NTA855缸套的檢測技術資料詳細的技術參數,


康明斯NTA855缸套的檢測技術資料
詳細描述

康明斯NTA855缸套的檢測技術資料
目錄
|
準備步驟 |
|
拆卸 |
|
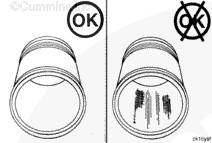
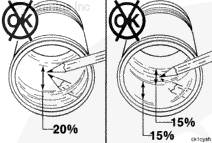
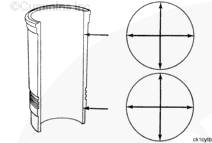
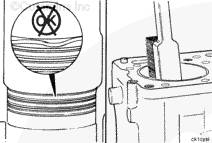
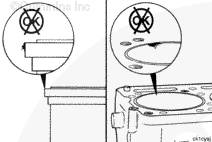
清潔和檢查能否繼續使用 |
|
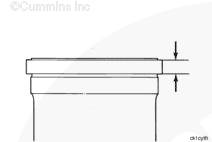
安裝 |
|
最后步驟 |
|
準備步驟 |
TOC | ||||||||||
| |||||||||||

|
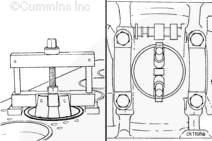
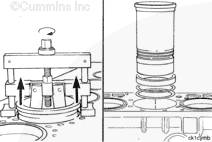
拆卸 |
TOC | |||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||

|
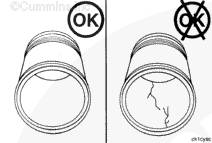
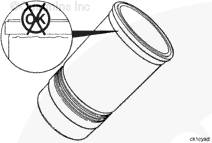
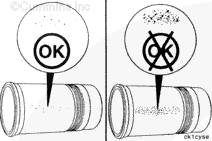
清潔和檢查能否繼續使用 |
TOC | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||









|
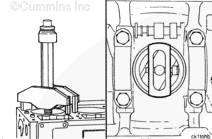
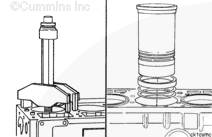
安裝 |
TOC | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||


|
最后步驟 |
TOC | ||||||||||
| |||||||||||