康明斯QSK60柴油發動機缸蓋維修測量技術資料供應商,康明斯QSK60柴油發動機缸蓋維修測量技術資料技術價格規格咨詢服務,康明斯QSK60柴油發動機缸蓋維修測量技術資料零配件供應,康明斯QSK60柴油發動機缸蓋維修測量技術資料售后服務中心,康明斯QSK60柴油發動機缸蓋維修測量技術資料,康明斯QSK60柴油發動機缸蓋維修測量技術資料詳細的技術參數,

康明斯QSK60柴油發動機缸蓋維修測量技術資料
詳細描述

康明斯QSK60柴油發動機缸蓋維修測量技術資料
目錄
|
準備步驟 | ||||
|
|
| |||
|
拆卸 | ||||
|
解體 | ||||
|
清潔和檢查能否繼續使用 | ||||
|
磁力探傷檢查 | ||||
|
研磨 | ||||
|
|
| |||
|
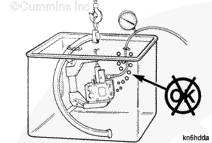
壓力測試 | ||||
|
|
| |||
|
組裝 | ||||
|
真空測試 | ||||
|
安裝 | ||||
|
最后步驟 | ||||
|
|
| |||
|
準備步驟 |
TOC | ||||||||||||||||||||||||||||||
|
配備機械驅動噴油器
QSK60 船用應用類型
配備電動噴油器
| |||||||||||||||||||||||||||||||

|
拆卸 |
TOC | |||||||
| ||||||||
|
解體 |
TOC | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

|
清潔和檢查能否繼續使用 |
TOC | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||






|
磁力探傷檢查 |
TOC | |||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||

|
研磨 |
TOC | |||||||||||||||||||||||||||||||||
|
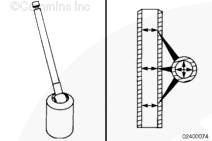
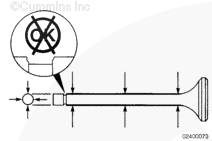
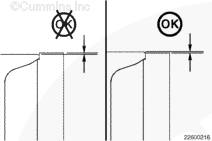
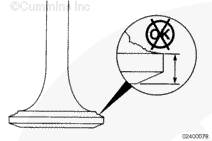
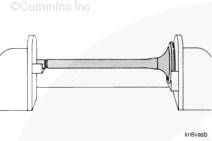
氣門
| ||||||||||||||||||||||||||||||||||



|
壓力測試 |
TOC | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
首選方法
供選擇的方法
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

|
組裝 |
TOC | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||