明斯K38、K50 QSK38和QSK50活塞冷卻噴嘴、機油冷卻器維修測量技術資料供應商,康明斯K38、K50 QSK38和QSK50活塞冷卻噴嘴、機油冷卻器維修測量技術資料技術價格規格咨詢服務,康明斯K38、K50 QSK38和QSK50活塞冷卻噴嘴、機油冷卻器維修測量技術資料零配件供應,康明斯K38、K50 QSK38和QSK50活塞冷卻噴嘴、機油冷卻器維修測量技術資料售后服務中心,康明斯K38、K50 QSK38和QSK50活塞冷卻噴嘴、機油冷卻器維修測量技術資料,康明斯K38、K50 QSK38和QSK50活塞冷卻噴嘴、機油冷卻器維修測量技術資料詳細的技術參數,


康明斯K38、K50 QSK38和QSK50活塞冷卻噴嘴、機油冷卻器維修測量技術資料
詳細描述

康明斯K38、K50 QSK38和QSK50活塞冷卻噴嘴、機油冷卻器維修測量技術資料
目錄
|
概述 | ||
|
準備步驟 | ||
|
|
| |
|
拆卸 | ||
|
|
| |
|
清潔和繼續使用檢查 | ||
|
|
| |
|
安裝 | ||
|
|
| |
|
最后步驟 | ||
|
|
| |
|
概述 |
TOC | |||
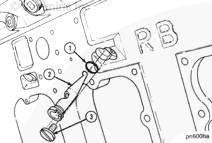
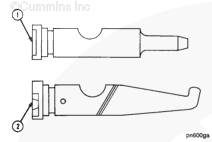
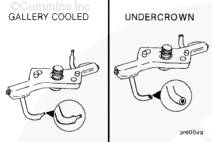
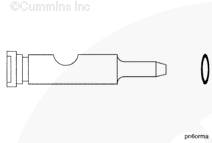
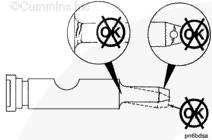
已使用的四種活塞冷卻噴嘴有: 側缸體安裝 - 鋁制式 側缸體安裝 - 尼龍制式 內側安裝 - 活塞頂底面式 內側安裝 - 油道冷卻式。內側噴嘴是最新采用的類型,其目的如下: 活塞頂底面式 - 把油噴在活塞底面上 油道冷卻式 - 把油噴入活塞內鑄造的油道,提高了冷卻效率內側冷卻噴嘴于 1988 年 5 月推出,首臺 K38 發動機的發動機序列號為 33114039,首臺 K50 發動機的發動機序列號為 33114041。 內側噴嘴消除了先前缸體、機油濾清器上的活塞冷卻調節器以及活塞冷卻調節器殼體中加工的兩條活塞冷卻油道。
| ||||

|
準備步驟 |
TOC | ||||||||||
| |||||||||||
|
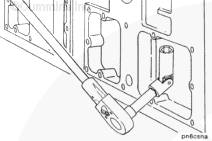
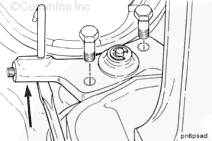
拆卸 |
TOC | |||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||
|
清潔和繼續使用檢查 |
TOC | ||||||||||||||||||||||||||
| |||||||||||||||||||||||||||
|
安裝 |
TOC | |||||||||||||
| ||||||||||||||
|
最后步驟 |
TOC | |||||||||
| ||||||||||

機油冷卻器
目錄
|
概述 | ||
|
|
| |
|
準備步驟 | ||
|
|
| |
|
拆卸 | ||
|
|
| |
|
安裝 | ||
|
|
| |
|
最后步驟 | ||
|
|
| |
|
概述 |
TOC |
|
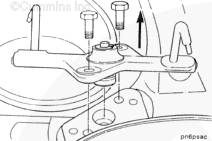
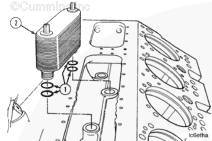
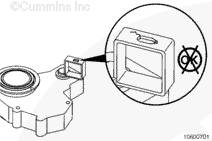
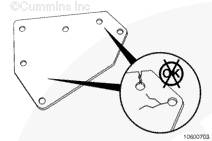
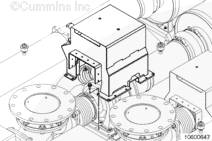
概述 K38 和 K50 發動機機油冷卻器芯為板式熱交換器。冷卻器芯安裝在缸體 V 形部分中央的主水道中。 K38 和 K50 發動機上的機油冷卻器芯具有相同的零件號。K38 發動機具有 3 個機油冷卻器芯。K50 發動機具有 4 個機油冷卻器芯。 機油冷卻器芯通過 V 形蓋板保留在缸體中。參考步驟 001-026 。冷卻器芯通過鎖緊螺母連接到板上。 如果發動機經受了故障,使碎屑穿過潤滑系統到達全流濾清器,則必須更換機油冷卻器芯。用溶劑或蒸氣沖洗冷卻器芯時沒有去除的碎屑會截留在機油冷卻器芯中。不要試圖大修機油冷卻器芯。 機油冷卻器芯 O 形圈由那種與機油接觸后能迅速擴大的材料制成。在缸體中安裝冷卻器芯時必須使用植物油潤滑這些 O 形圈。這些 O 形圈切勿再次安裝。 | |
|
準備步驟 |
TOC | |||||||||||
| ||||||||||||
|
拆卸 |
TOC | |||||||||||||
| ||||||||||||||

|
安裝 |
TOC | |||||||
| ||||||||
|
最后步驟 |
TOC | |||||||||
| ||||||||||
空氣切斷閥
目錄
|
概述 |
|
準備步驟 |
|
拆卸 |
|
拆解 |
|
清潔和檢查能否繼續使用 |
|
組裝 |
|
安裝 |
|
最后步驟 |
|
概述 |
TOC | ||||||
| |||||||
|
準備步驟 |
TOC | |||||||
| ||||||||
|
拆卸 |
TOC | ||||||||||||||||||
| |||||||||||||||||||
|
拆解 |
TOC | ||||||||||||||||||||||||
| |||||||||||||||||||||||||


|
清潔和檢查能否繼續使用 |
TOC | ||||||||||||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||||||||||||||


|
組裝 |
TOC | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||






|
安裝 |
TOC | |||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||

|
最后步驟 |
TOC | |||||||
| ||||||||